
机床自动化上下料时,为了保证上料安装精度,经常涉及到轴孔间隙配合,零件和工装夹具的间隙只有几丝,而机器人或自动化装备自身的精度都达不到这个水平,因此只能通过改变工装夹具的定位装夹方式,从侧面解决高精度上料问题。
为了解决轴孔间隙配合的两个工件的组装,机器人可以使用软浮动功能,工件位置可以依据工装来做调整,说白了就是工件依靠工装的外力,使工件产生了便宜,由于工件受外力较大,在组装的过程中,工件表面可能会产生划痕或磨损,对表面质量要求不高的工件可以采用软浮动功能。
机床实现工件高精度上料还可以采用另外一种方法就是更改工装结构,可以将轴做成2段,初始段定位轴的直径可以小一点,定位轴末端是实际大小的定位面,机器人上料时,先将工件插到小轴上,然后松手,机器人将工件推到末端定位轴上,通过二步法实现工件上料。
留言说明对本文有疑问的,请关注本站公众号 CAD画家,直接在公众号内留言即可。

转载请注明文章作者:江苏一棵树 原文链接:https://www.cad2d3d.com/post-1020.html




 针型阀 全称针型截止阀 Needle Valve 内部结构和运行原理
针型阀 全称针型截止阀 Needle Valve 内部结构和运行原理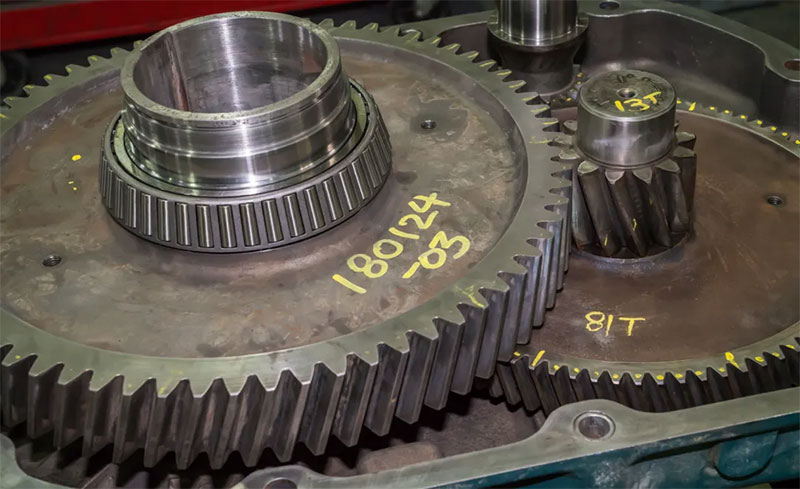 为什么齿数要设计为互质数!教材只告诉我结果,却没告诉我原因
为什么齿数要设计为互质数!教材只告诉我结果,却没告诉我原因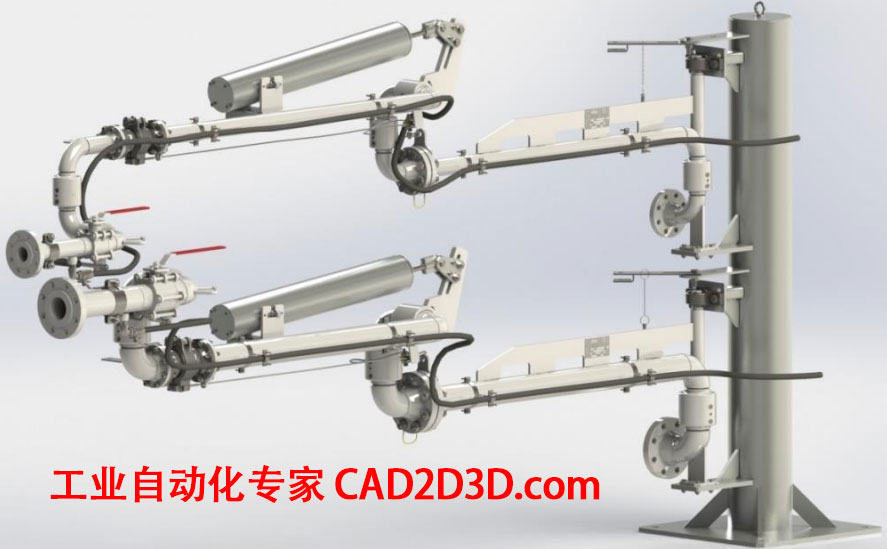 LPG(液化石油气)装车臂(鹤管)规格参数及外形尺寸
LPG(液化石油气)装车臂(鹤管)规格参数及外形尺寸 顶部装车鹤管,蒸汽伴热带管道保温层,带气相返回管,带防溢探头
顶部装车鹤管,蒸汽伴热带管道保温层,带气相返回管,带防溢探头