
机床自动化工装夹具通常采用液压或气动加紧的方式,但机械式工装夹具存在一些问题点:
1.0 传统机床工装夹具存在的问题点:
- 夹紧变形/ Clamping deformation 挤压式装夹方式容易造成工件因应力作用而变形和损伤工件的表面。
- 加工共振/Processing resonance 工件装夹时,底部空腔容易造成加工时共振,导致刀具损伤及加工效果不理想等。
- 弯曲工件/ Bending workpiece 弯曲工件,压紧式装夹,松开后工件会反弹。
- 效率低下/Low ffciency 繁琐的装夹不仅效率低下而且劳动强度大。
- 夹具干涉/ Jig interference 加工时压点因夹具干涉无法加工到位,需要多次装夹。即影响加工效率,又影响加工精度。
- 其他影响/Other effects 电、液、气等能源消耗大机械劳损带来的安全隐患自动化程度低,批量化加工待机时间长编程需要考虑夹具等干涉。

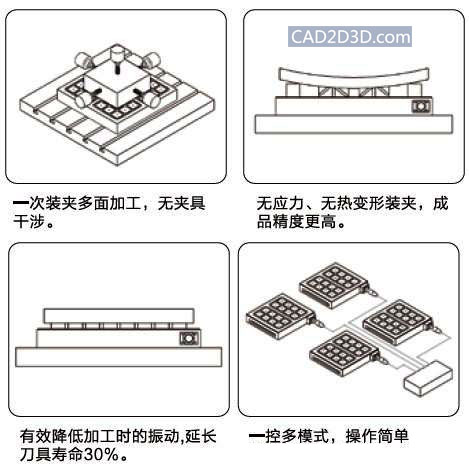
2.0 改用磁力装夹就会有所改进:
- 一次装夹多面加工,无夹具干涉。
- 无应力、无热变形装夹,成品精度更高。
- 有效降低加工时的振动,延长刀具寿命30%。
- 一控多模式,操作简单,有效降低人工强度。
3.0 电永磁夹持方式应用领域
- 圆棒端铣及开槽
- 镗孔与轮廓加工
- 锻件弯板加工
- 弯板平面加工
- 模具加工
- 钻孔及内腔加工
- 零件角度铣削
- 端面铣削与侧面钻孔
- 铁轨道岔铣削
- 内外圈及端面车削加工
- 内外圈及端面精磨
- 平面高精度磨削

4.0 电永磁产品的应用步骤
- 放置工件
- 连接放电电缆
- 磁盘充磁成功
- 断开放电电缆
- 执行加工
- 连接放电电缆
- 磁盘退磁成功
- 清理铁屑
- 取下工件

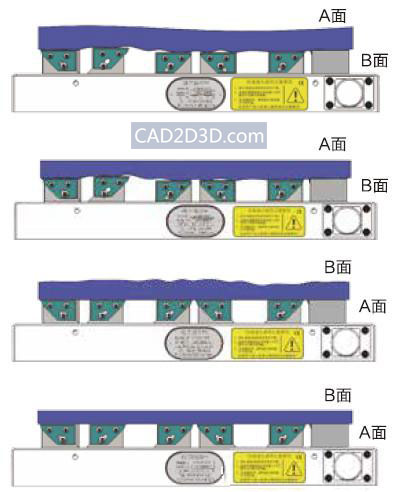
5.0 弹性导磁块的工作原理
全套导磁块有3块固定块和若干弹性块组成。在磁力区域的最大范围用3个固定块组成,确定出一个基准平面,其余部位通过弹性块上下浮动来适应工件平整度,提供更大的磁力。

6.0 电永磁工装夹具工作过程
放置工件,固定块确定基准面后弹性块自动适应工件起伏,加工A面后将已加工面作为基准面,再加工B面。
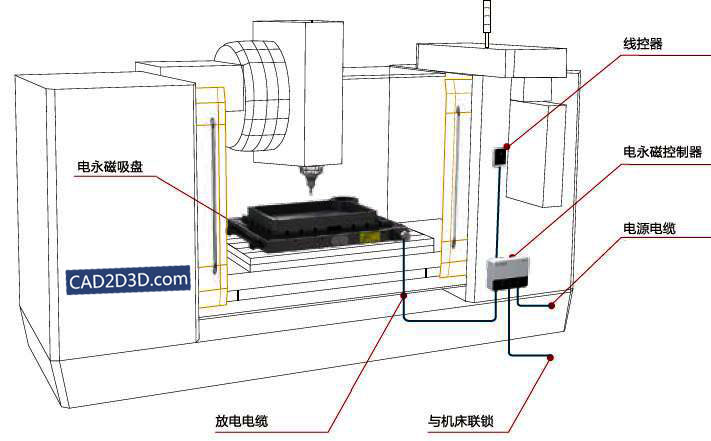
7.0 机床电永磁夹具安装示意图
8.0 正确使用电永磁实现快速装夹的示例

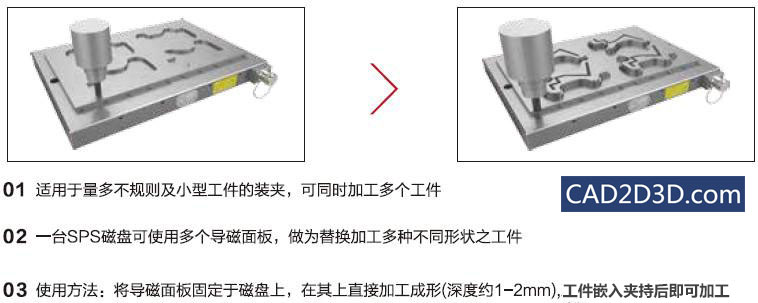
9.0 异性工件装夹方式:
- 适用于量多不规则及小型工件的装夹,可同时加工多个工件。
- 台SPS磁盘可使用多个导磁面板,做为替换加工多种不同形状之工件。
- 使用方法:将导磁面板固定于磁盘上,在其上直接加工成形(深度约1-2mm),工科民人实持后即可加工。
留言说明对本文有疑问的,请关注本站公众号 CAD画家,直接在公众号内留言即可。

转载请注明文章作者:江苏一棵树 原文链接:https://www.cad2d3d.com/post-1050.html




 针型阀 全称针型截止阀 Needle Valve 内部结构和运行原理
针型阀 全称针型截止阀 Needle Valve 内部结构和运行原理 为什么齿数要设计为互质数!教材只告诉我结果,却没告诉我原因
为什么齿数要设计为互质数!教材只告诉我结果,却没告诉我原因 LPG(液化石油气)装车臂(鹤管)规格参数及外形尺寸
LPG(液化石油气)装车臂(鹤管)规格参数及外形尺寸 顶部装车鹤管,蒸汽伴热带管道保温层,带气相返回管,带防溢探头
顶部装车鹤管,蒸汽伴热带管道保温层,带气相返回管,带防溢探头