
本文详述了粗糙度的基本术语、原理及测量方法。
1 为什么需要粗糙度测量?
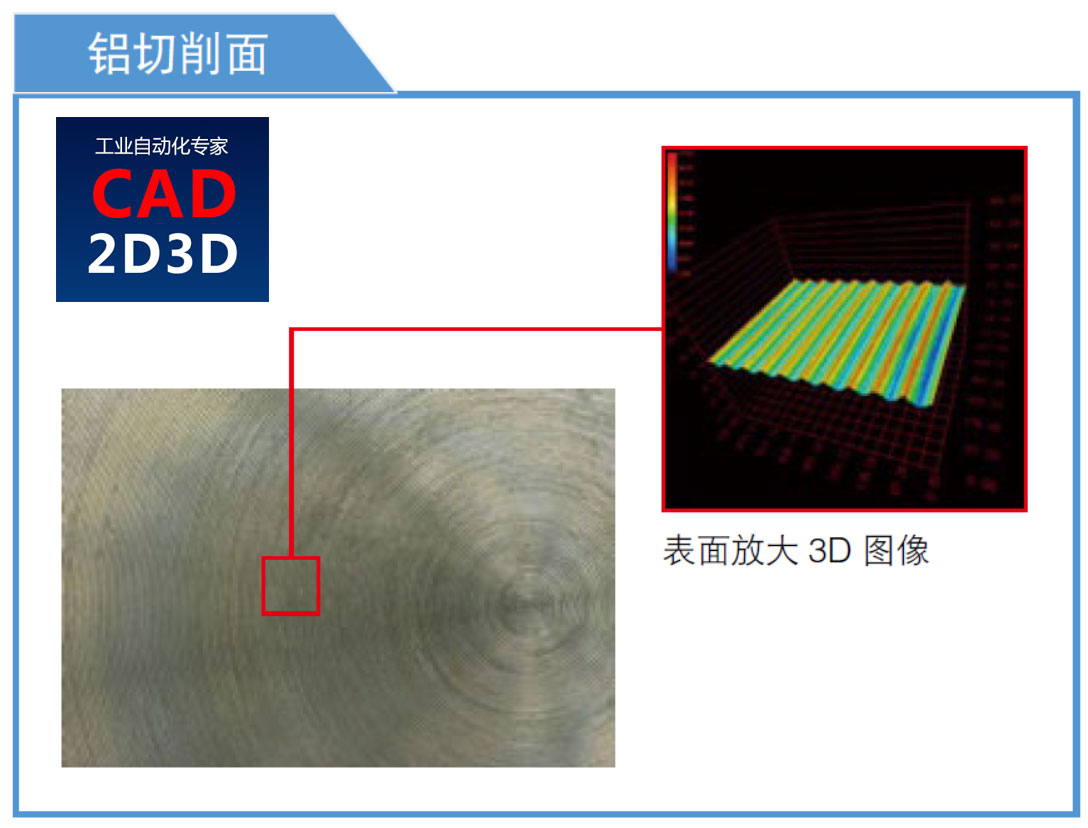
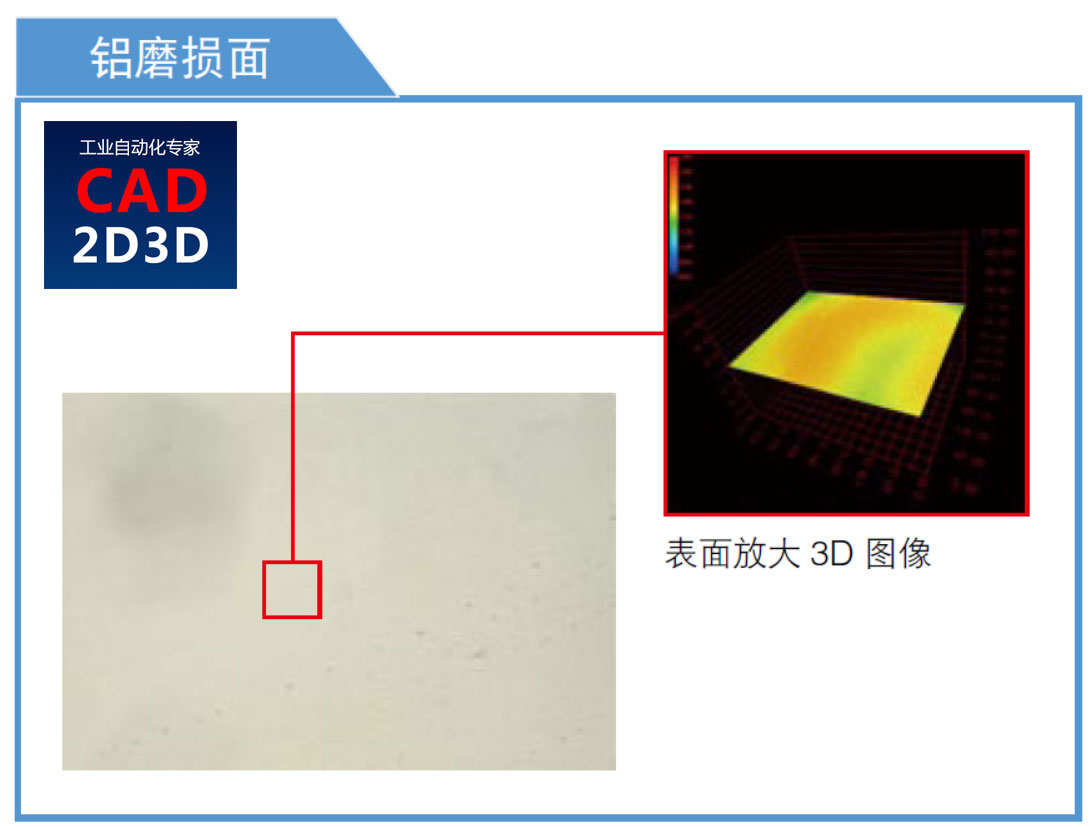
身边常见的零件表面各式各样,有的光滑闪闪发亮,有的粗糙无光泽。这些外观差异会随该零件的表面粗糙度而异。在加工品的表面上,存在着不同高度、深度和间隔不同的连续凹凸等复杂形状。与上述深度相比,以较小间隔呈现的实际表面坑洼不平被称为表面粗糙度。
如果凹凸越大,则该部分的手感越粗糙,光线也会发生漫反射现象,呈现出粗糙的质感。反之,如果凹凸极小,则手感就会非常光滑,也会呈现光泽。
在表面粗糙度的测量中,可对该程度的凹凸进行数值化。因此,可对产品的手感、质感或功能性等进行数值管理,使品质稳定。
2 为何要测量表面粗糙度?
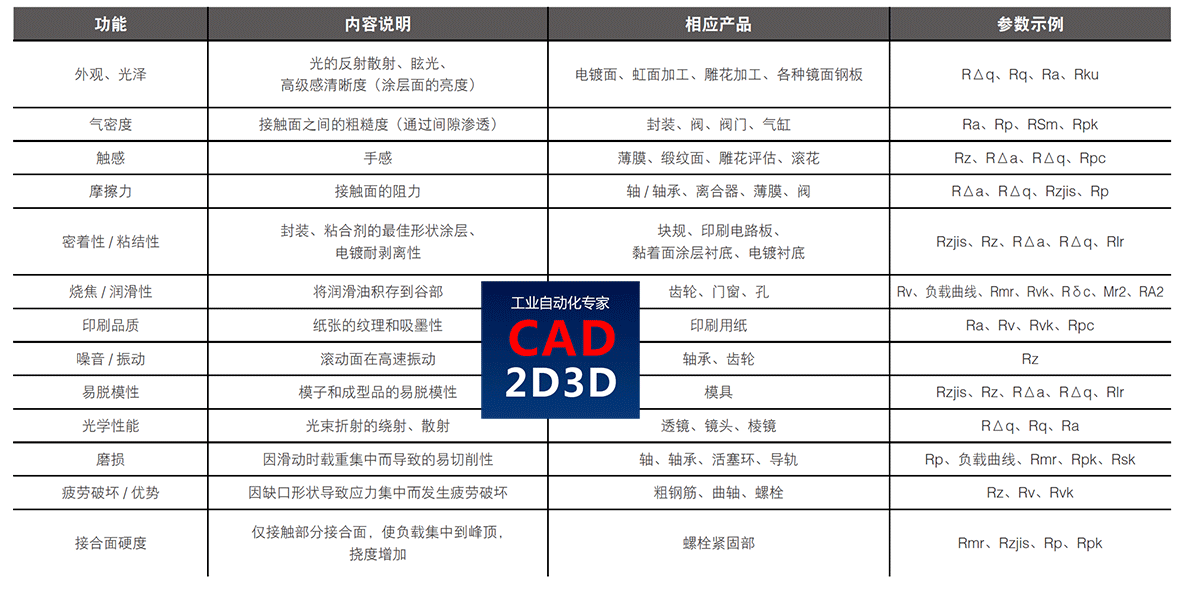
表面粗糙度测量不仅在于管理加工状态和外观品质,还关系到产品寿命和机械效率。
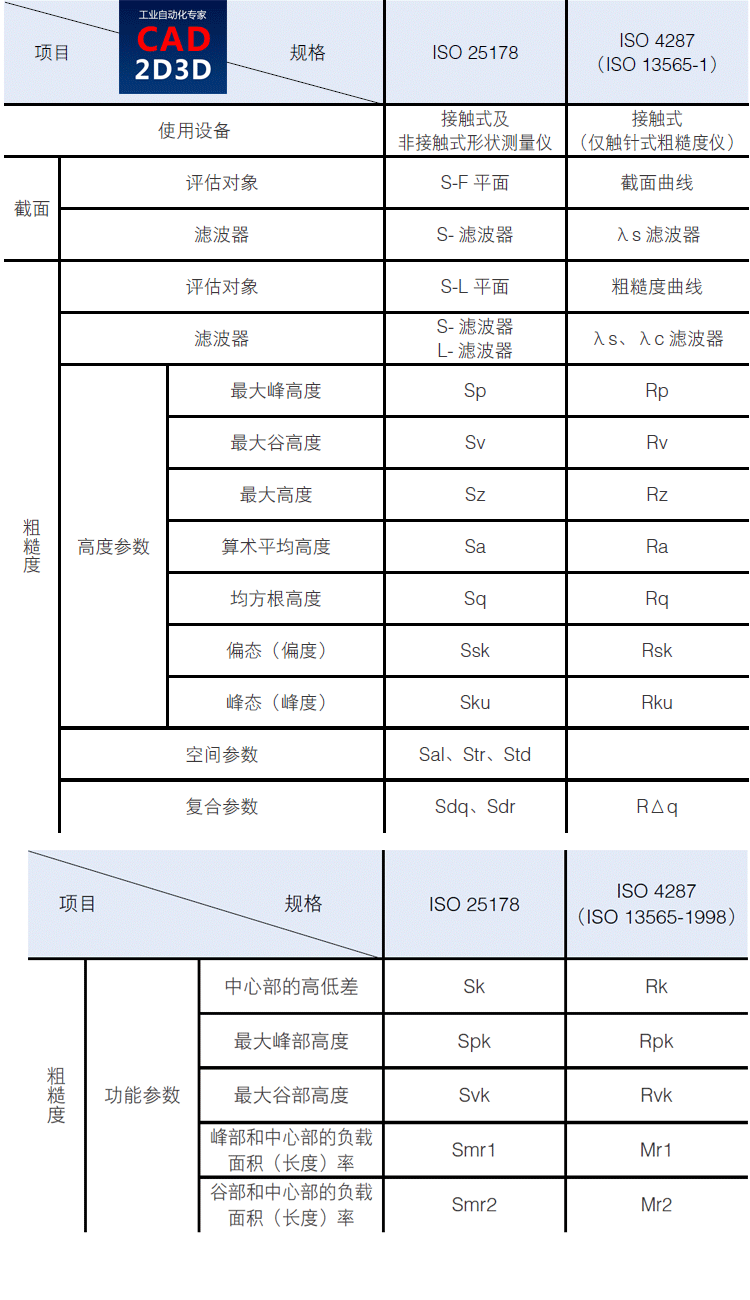
3 表面粗糙度测量的种类和规格
表面粗糙度的测量方式大致分为“接触式”测量法和“非接触式”测量法。而且,非接触式又包括不同原理的测量仪,拥有各自的长处和短处。
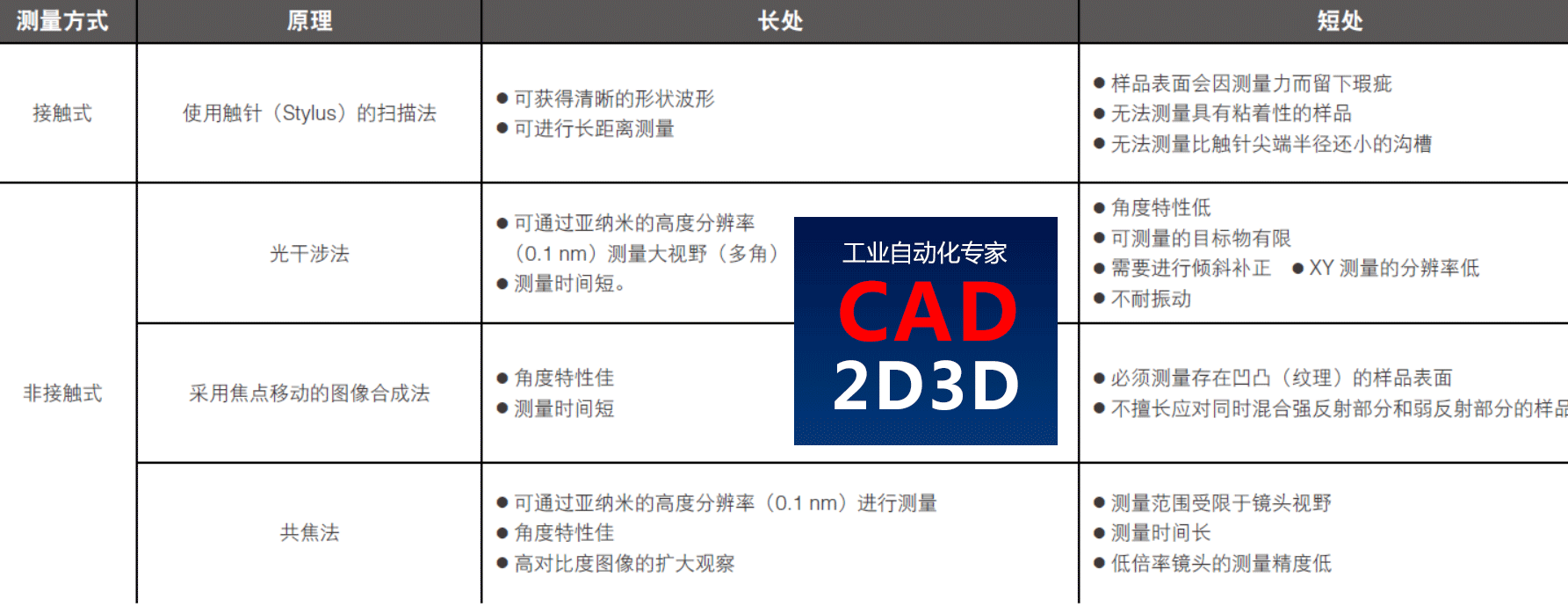
评估和分析表面粗糙度的标准中也包括以接触(触针)式评估为前提的ISO4287 和支持各种非接触测量法的“ISO 25178”。
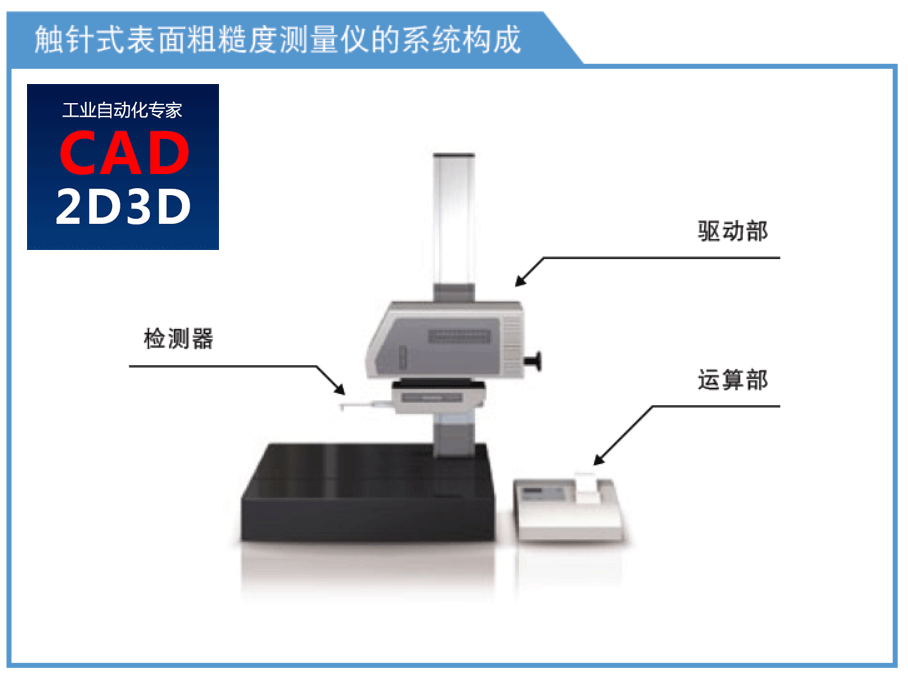
4 触针式表面粗糙度测量仪的原理
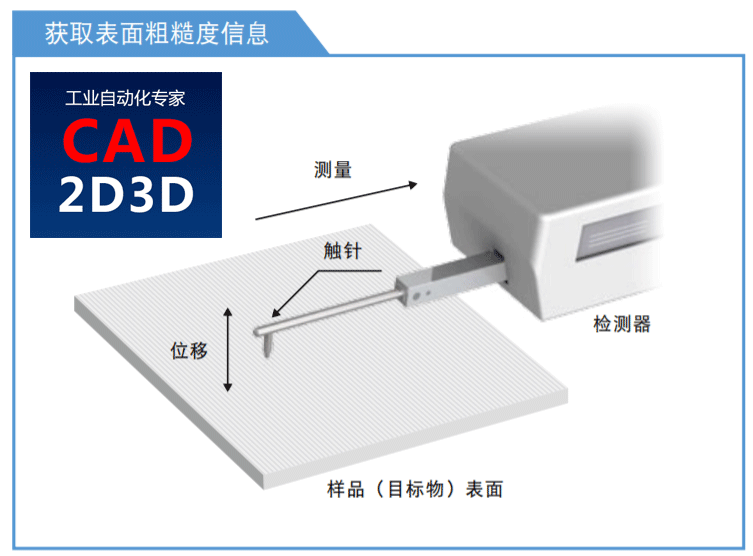
此为触针尖端直接接触样品表面的方式。
在检测器顶端装有触针,使该触针在样品表面进行扫描,并电子检测触针的上下运动。
放大其电子信号,进行数字化等处理后加以记录。
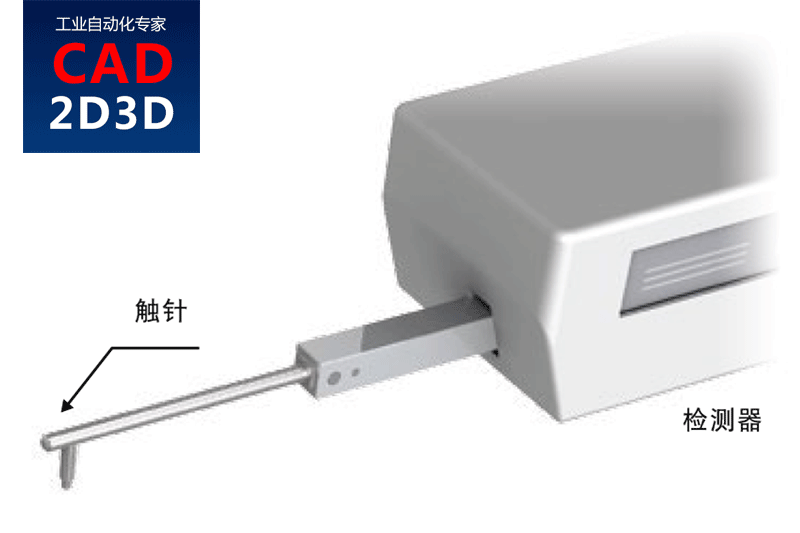
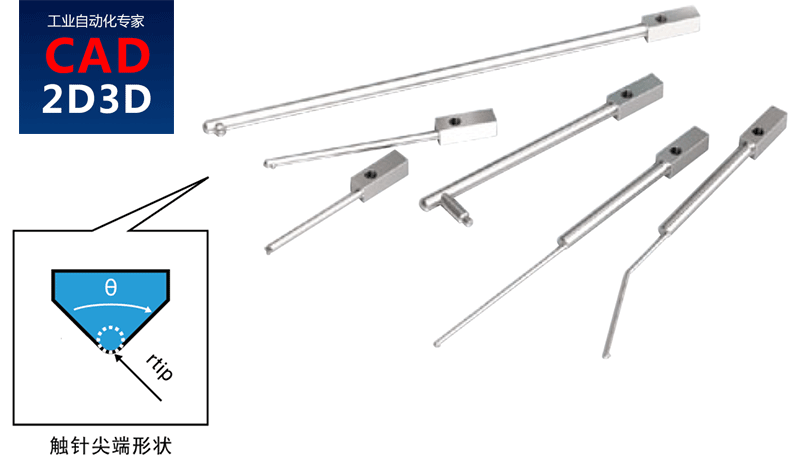
为了使用触针式表面粗糙度测量仪对细微形状及粗糙度进行高精度测量,需追求触针的尖端半径尽可能小或接触压少。
触针的材质采用蓝宝石或金刚石,触针的尖端半径通常约10μm 以下。
理想的触针形状是拥有球状尖端的圆锥体。
尖端半径: rtip = 2 μm、5 μm、10μm
圆锥的锥角: 60°、90°
* 若无特别指示,理想的测量仪圆锥的锥角为60°。
5 表面粗糙度的术语
测量横截面曲线 total profile
“测量横截面曲线”是在由纵轴和横轴构成的坐标(连续变化的图表)上,对测量曲线按一定间隔取样(数字化)所获得的曲线。
轮廓曲线 profile
“轮廓曲线”是测量横截面曲线、横截面曲线、粗糙度曲线、波度曲线等曲线的总称。
横截面曲线 primary profile
“横截面曲线”是指将截止值 λs 的相位补偿型低通滤波器,应用于测量横截面曲线所获得的曲线。
粗糙度曲线 roughness profile
“粗糙度曲线”是指通过位相补偿型高通滤波器(截止值λc)、仅记录横截面曲线高频成分的曲线。
波度曲线 waviness profile
“波度曲线”是指将截止值 λs 和 λc 的相位补偿型滤波器
应用于横截面曲线所获得的曲线。
粗糙度曲线用的平均线 average line for roughness profile
“粗糙度曲线用的平均线”是指利用相位补偿型低通滤波器λc(低通滤波器)进行剪切、记录了低频成分的曲线。
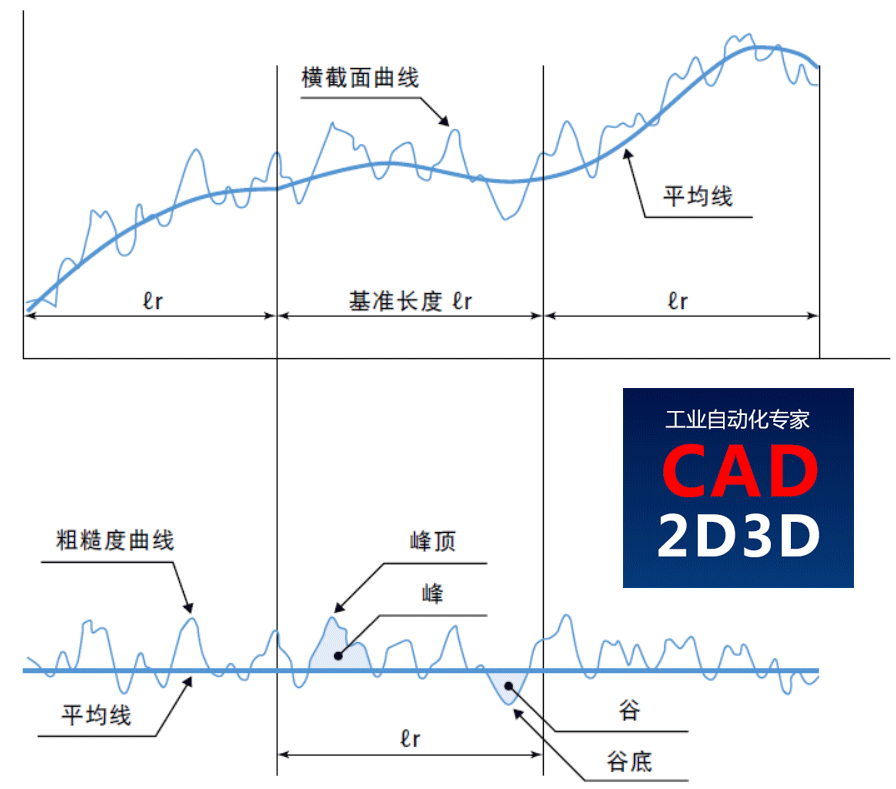
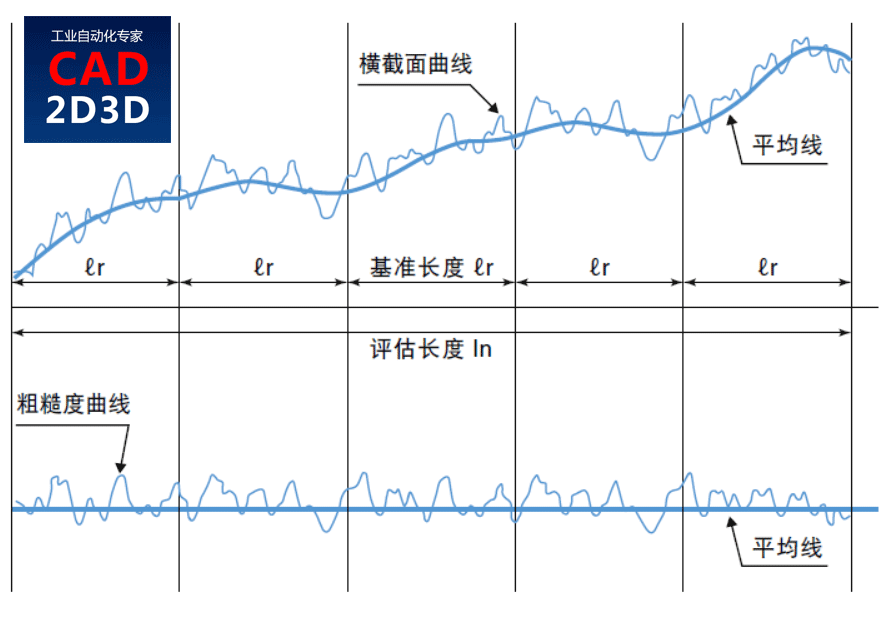
基准长度 sampling length
通过从轮廓曲线抽取一定长度的部分来求取算术平均粗糙度等粗糙度参数。该抽取长度称为基准长度,粗糙度曲线、波度曲线的基准长度分别与各曲线的截止值 λc 和 λf 采用相同的长度。另外,横截面曲线的基准长度和评估长度相等。
评估长度 evaluation length
“评估长度”是指为了求取算术平均粗糙度等粗糙度参数而从轮廓曲线抽取一定长度后得到的部分。评估长度的前提条件是包含 1 个以上的基准长度,标准上为基准长度的 5 倍。对于波度参数,没有标准性评估长度的规定。
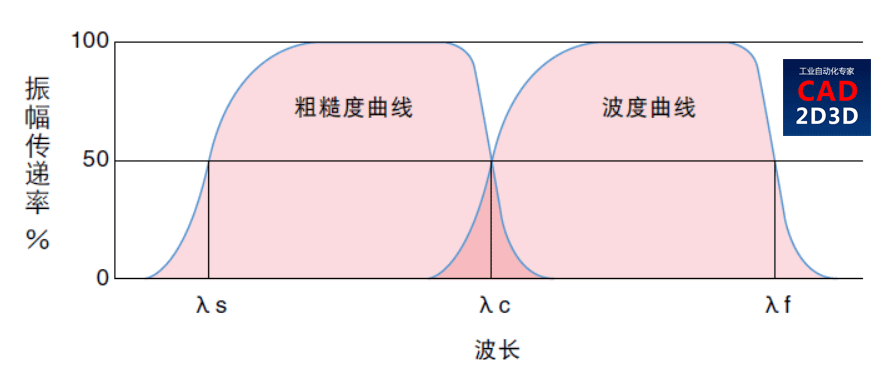
截止值 cutoff截止值是指从横截面曲线中被除去的规定波长。从横截面曲线中除去较长的波长成分形成粗糙度曲线,相反,除去较短的波长成分则形成波度曲线。接触式表面粗糙度测量仪在采用由电容器和电阻器构成的电气回路进行处理、还属于模拟仪器时,以2CR 滤波器为主流,但是随着不断走向数字化,人们开始更多地使用相位补偿型数字滤波器(高斯滤波器)。在多文件分析软件中使用的截止值也属于高斯滤波器。
6 表面粗糙度的图示方法
在工业领域所使用的图纸中,一般都使用表示机械部件、结构构件表面性状的符号。这类符号的图示方法由ISO 1302:2002 所规定。
在此,将对表示表面性状符号的记载方法进行介绍。
6.1 术语说明
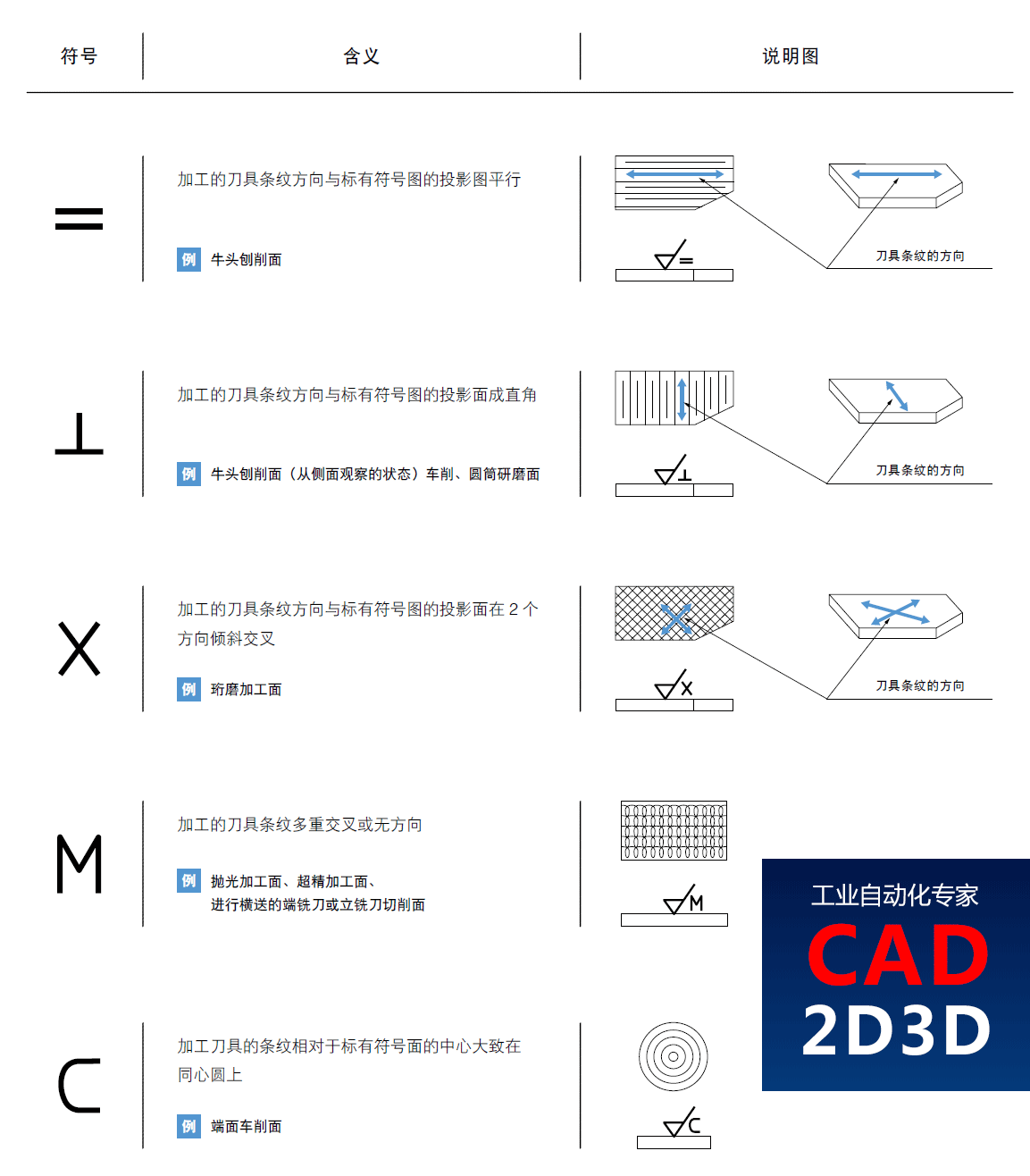
表面纹理:机械部件、结构构件等表面的表面粗糙度、去除加工与否、条纹方向及表面起伏等的总称。
去除加工:根据机械加工、或以此为基准的方法,去除部件、构件等的表层部。
条纹方向:因去除加工所产生的明显条纹方向。
6.2 指示对象面的符号及指示符号的位置
图示表面纹理时,表示对象面的符号以60º 不同长度的折线表示。

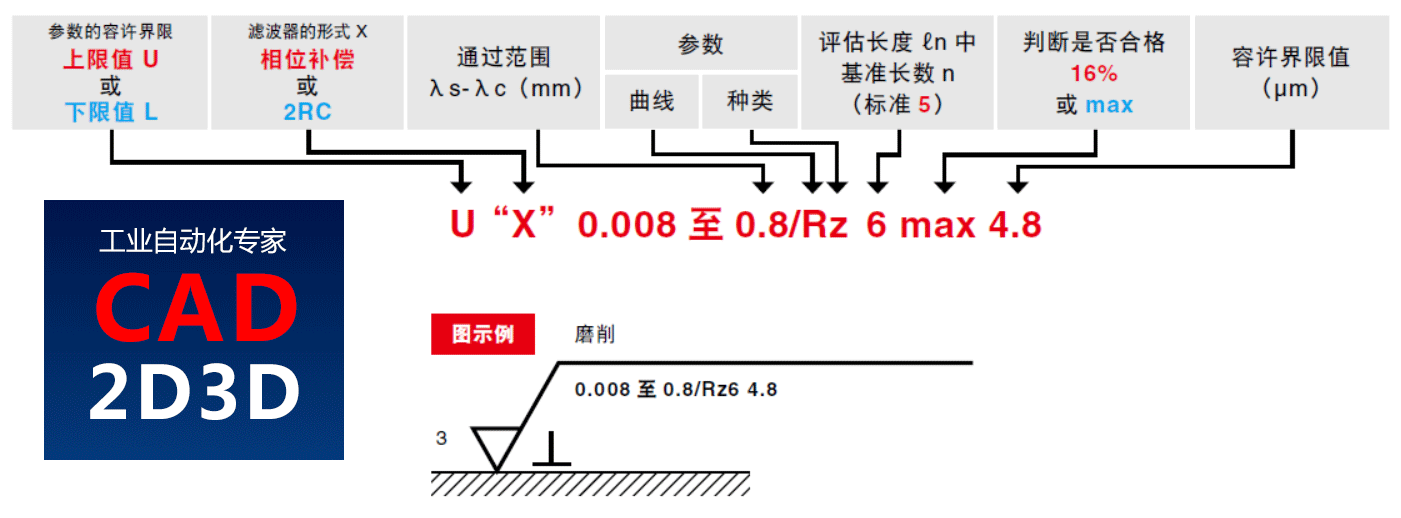
表面粗糙度的指示方法针对面的指示符号,将表面粗糙度的值、截断值或基准长度、加工方法、条纹方向的符号、表面起伏等按如下所示进行图示。
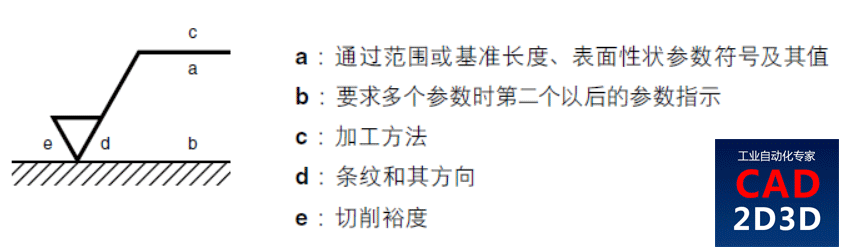
图示表面粗糙度时,一般使用以下记述。但是,一般将标准条件的红色省略图示,而蓝色的指示项目则在必要进行图示。
7 触针式表面粗糙度测量仪的测量步骤
步骤1 设置测量目标物
去除测量目标物表面的油或灰尘。若未指示测量方向,则在高度方向参数(Ra、Rz)最大的测量方向设置目标物。
步骤 2 用肉眼观察测量对象的表面
判断对象面的表面性状(条纹、粗糙度曲线)为周期性或非周期性。
步骤 3-1 图示基准长度时
在图纸或产品技术信息的要求事项中指示基准长度时,将截断值λc 设为所指示的基准长度。
步骤 3-2 周期性粗糙度曲线时
1. 对于拥有周期性粗糙度曲线的对象面,可从测量截面曲线推测参数RSm。
2. 可根据所推测的RSm,从表1 决定相对应的基准长度(截断值λc)。
3. 使用所决定的基准长度,测量RSm 的值。
4. 若测量结果所求出的RSm 符合从表1 求出的推测RSm 范围内时,将直接套用该截断值,若超出推测RSm 范围时,则变更为适当的RSm 基准长度。
5. 使用之前步骤中决定的基准长度,对所要求的参数进行测量。
步骤 3-3 非周期性粗糙度曲线时
1. 对于拥有非周期性粗糙度曲线的对象面,可从测量截面曲线推测未知的参数Ra、Rz、或RSm。
2. 可根据所推测的未知参数Ra、Rz、或RSm,从表1 至3 的任何一个表决定相对应的基准长度(截断值λc)。
3. 使用所决定的基准长度,测量粗糙度参数的值。
4. 根据求出的测量结果,若测量结果在以表1 至3 求出的推测Ra 或Rz 范围内时,将直接套用该截断值,若超出推测Ra 或Rz 范围时,则将测量结果Ra 或Rz 变更为符合范围的基准长度。
5. 使用之前步骤中决定的基准长度,对所要求的参数进行测量。
步骤 4 通过测量结果判定是否在容许界限值内
通过步骤2 的肉眼观察,确认目标物的表面性状是否均匀(周期性)、是否因场所而异(非周期性)。
情况1 目标物的表面性状均匀时
将针对对象面整体求出的参数测量值,与图纸或产品技术信息所指示的要求值进行比较,并根据16% 规则或最大值规则判断是否在容许值内。
情况2 对象面的表面性状因位置而异时
将各个位置求出的参数值与图纸或产品技术所指示的要求值进行比较,并根据16% 规则或最大值规则判断是否在容许值内。
16% 规则
将参数的上限值指示为要求值时
在肉眼观察的判断下,测量高度方向的参数(Ra、Rz)看起来最大的位置,求出粗糙度曲线。从该曲线截取一定长度作为基准长度,由所有的基准长度计算的参数中,超过要求值的个数若为总数的16% 以下,即判断为合格。
将参数的下限值指示为要求值时
从一个评估长度截取一定长度作为基准长度,由所有的基准长度计算的参数中,小于要求值的个数若为总数的16% 以下,即判断为合格。
具体而言,
最初的测量值未超过所指示值(图纸指示值)的70%
最初的3 个测量值未超过所指示的值(图纸指示值)
最初的6 个测量值内,有2 个以上未超过所指示的值(图纸指示值)
最初的12 个测量值内,有3 个以上未超过所指示的值(图纸指示值)
最大值规则
将最大值指示为图纸或产品技术所指示的要求值时,若对象面整个区域所求出的所有参数值均在要求值以下,即判断为合格。
8 使用触针式表面粗糙度测量仪的注意点
触针式表面粗糙度、形状测量仪的特点
长处:
- 可获得清晰的形状波形
- 可进行长距离测量
短处:
触针磨损
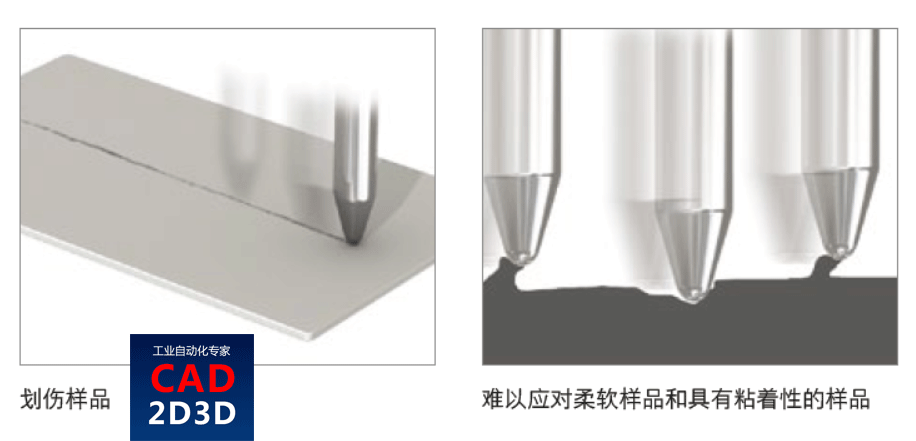
- 样品表面会因测量力而留下瑕疵
- 无法测量具有粘着性的样品
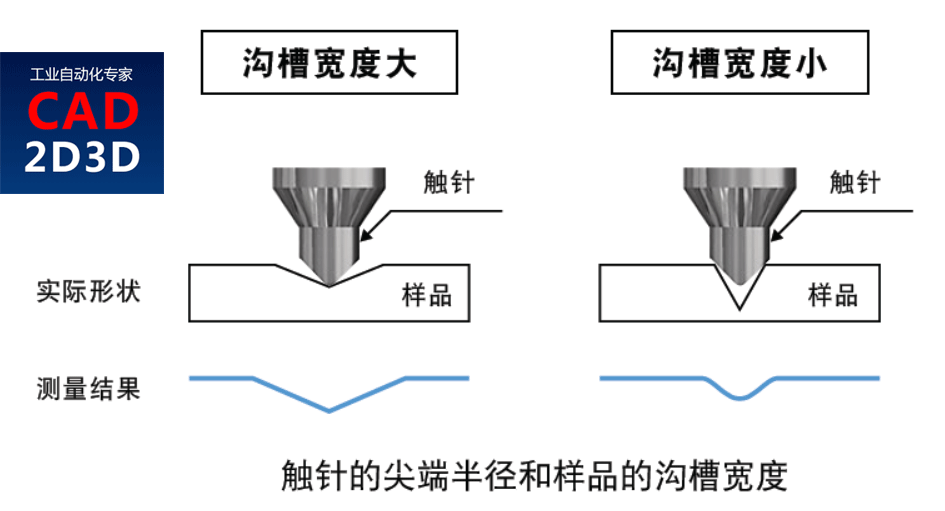
- 无法测量比触针尖端半径还小的沟槽
- 测量时间长
- 难以定位和确认细微的测量点
- 需要将样品切割、加工后才能通过检测器进行测量
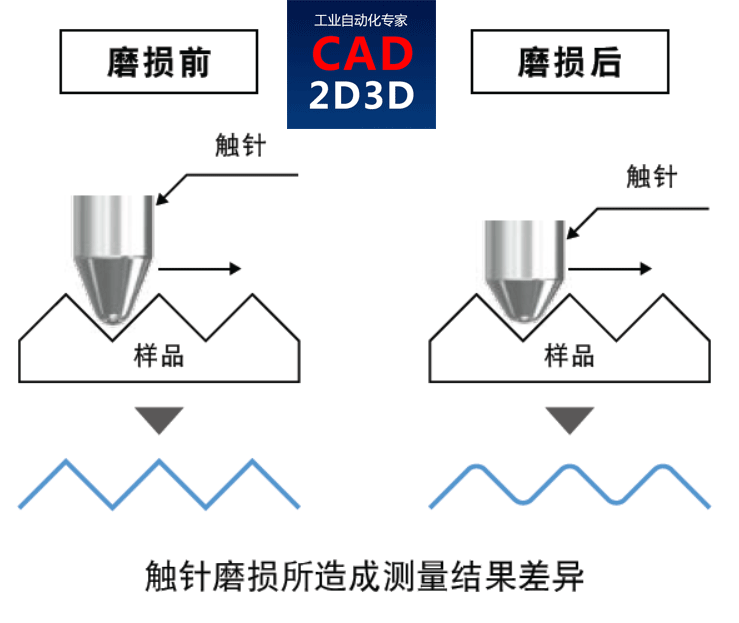
触针的磨损
由于触针会发生磨损,因此需要进行研磨。触针会因测量目标物的材质和形状变平或呈椭圆状态,磨损的形态也各不相同。触针
的形状不同,所获得的形状波形当然也有所不同。判定有无磨损的一种方法就是使用市售的磨损检验用标准片。将磨损前测量标
准片时的数据与使用后的数据形状(沟槽宽度等)进行比较测量,判定有无磨损。
测量力对样品造成压痕
触针的材质采用蓝宝石或金刚石,由于属于硬性材质,因此有时会划伤目标物的表面。尤其是重复并列调整时或高速送进触针时,容易划伤样品。
无法测量比触针尖端半径还小的沟槽
触针的尖端呈球状。针对触针的尖端半径相比宽度较窄的沟槽(瑕疵等),无法正确获取形状。
参考文献:日本基恩士





 针型阀 全称针型截止阀 Needle Valve 内部结构和运行原理
针型阀 全称针型截止阀 Needle Valve 内部结构和运行原理 为什么齿数要设计为互质数!教材只告诉我结果,却没告诉我原因
为什么齿数要设计为互质数!教材只告诉我结果,却没告诉我原因 LPG(液化石油气)装车臂(鹤管)规格参数及外形尺寸
LPG(液化石油气)装车臂(鹤管)规格参数及外形尺寸 顶部装车鹤管,蒸汽伴热带管道保温层,带气相返回管,带防溢探头
顶部装车鹤管,蒸汽伴热带管道保温层,带气相返回管,带防溢探头