

压铸机取出的压铸件,上面都是有渣包和流道,渣包和流道不属于最终产品的一部分,因此压铸取件后,还需要增加去除渣包和流道的工序。
压铸件渣包含义及作用:
压铸中的渣包是入在进水道处,用来过渡一个铸液中的氧化渣之类的。可有效提高成品质量。

压铸中的渣包的作用:
- 容纳最先进入型腔的冷金属液和混入其中的气体与氧化夹杂。
- 与浇注系统一起控制金属液充填的流动状态,防止局部产生涡流。
- 作为热源的一部分,改善模具型腔温度场的分布,减少铸件流痕、冷隔和浇不足的现象。
- 作为压铸件脱模时推杆推出的位置。
- 在动模上设置溢流槽,增大压铸件对动模的包紧力,使开模时压铸件能留在动模,便于退出机构脱模。
- 对于真空压铸和定向抽气压铸,常作为引出气体的起始点。
- 溢流槽还可作为压铸件存放、运输、加工时的支承、吊挂、装夹或定位的附件部分。
压铸件流道含义及作用
流道就是铝液注入模型之前的通道。
如何去除渣包和流道
传统飞边去除工艺由人工使用锉刀、电动工具凭借手法及经验打磨去除,在此程中产品的质量无法保证,生产效率不高,人工更是难以管理;随着压铸件的要求越来越高,劳动力成本不断攀升,人工去毛刺的方法将被彻底淘汰……切边模的合理使用可以确保产品的一致性、有效的提高生产效率、大量的减少现场人工。
切边模具是一种适配于压铸件后处理的工装,用于切除铸件产品上不可避免的飞边、毛刺、隔皮、外形轮廓以及相应的浇注系统、溢流系统,采用气 动、液压技术可实现任意方向冲切将铸件一次性清理完毕。
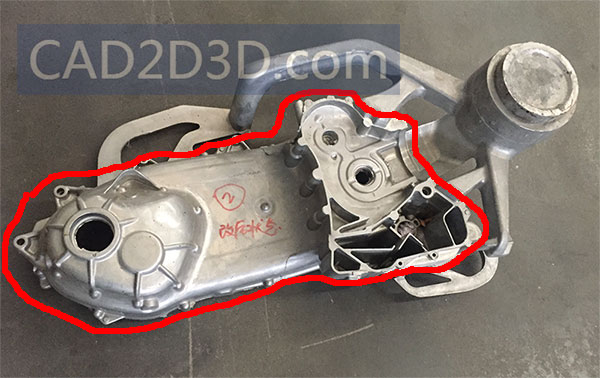
采用切边模方法去除渣包流道示意图:


切边模设计注意事项
切边是在冷态下进行,因此要求切边模的材料应有较高的综合机械性能,良好的耐磨性和耐疲劳性.热处理硬度的硬度推荐为HRC56-60。
切边模凸凹模间隙选择是非常重要的,如果间隙选择过大,那么会造成切边后的产品浇口余根过高,飞边过高,无法满足客户的要求;如果间隙选择过小,那么会导致飞边卡在模具上,难于退料,影响模具的使用寿命,为了利于凸凹模为准和产品的要求我们一般的凸凹模单边间隙应该在0.2-0.4mm之间。
切边过程中的工艺影响
产品在切边每个循环中我们一定要严格按照切边工艺执行,主要影响的工艺有:首先,模具内有残留的飞边,会造成产品表面有压痕,所以每一循环我们都对模具进行清理,可以使用自动吹气系统和手动气枪将模具表面的飞边吹干净。其次,产品没有完全放置在切边模,就已经启动切边按钮,造成产品切伤。最后,我们要对产品进行100%的自检,特别是切边涉及到的浇口、集渣包的部位、孔内以及相关的位置,都是特别要关注的地方。自检在切边工序中是非常重要的,因为及时发现了问题,才能针对出现的问题提出解决方案,否则将会造成批量事故。我们不但要做好本工序的工作,还要为下-道工序做好服务,只有这样,才能对产品质量进行有效地控制。
切边过程质量控制
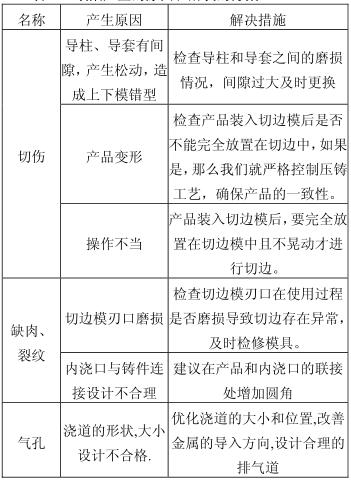
缺陷产生的原因及解决方法





 针型阀 全称针型截止阀 Needle Valve 内部结构和运行原理
针型阀 全称针型截止阀 Needle Valve 内部结构和运行原理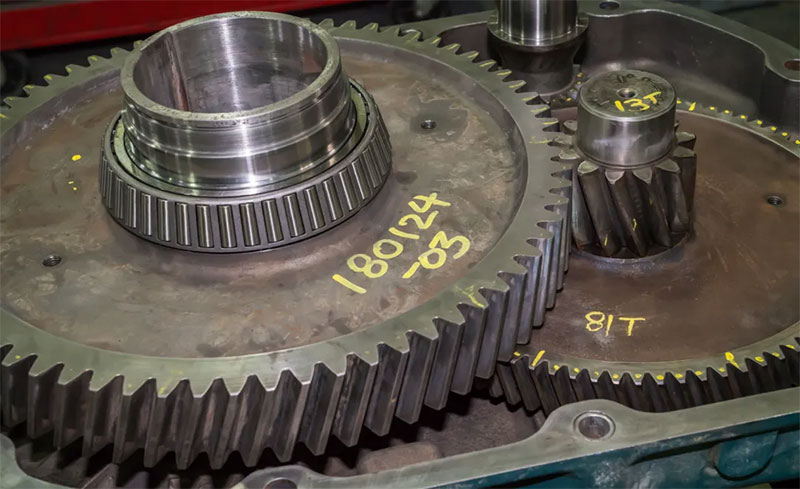 为什么齿数要设计为互质数!教材只告诉我结果,却没告诉我原因
为什么齿数要设计为互质数!教材只告诉我结果,却没告诉我原因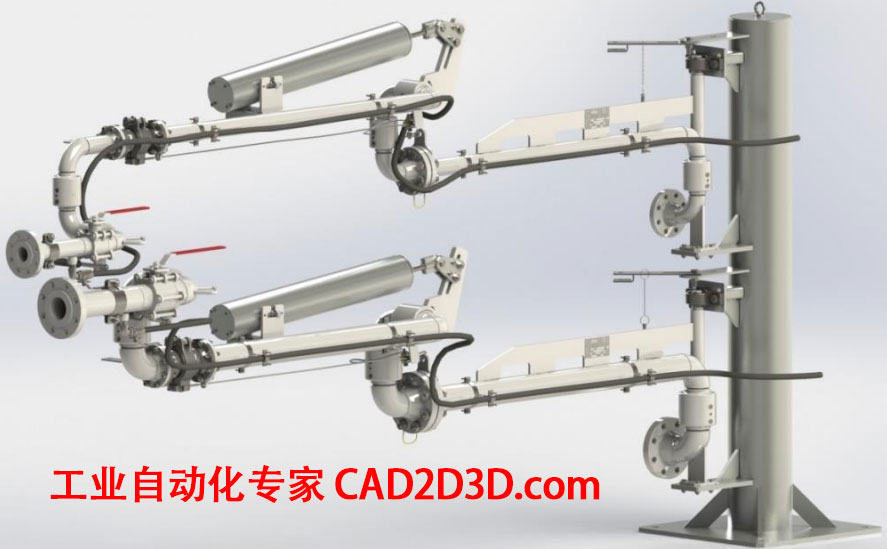 LPG(液化石油气)装车臂(鹤管)规格参数及外形尺寸
LPG(液化石油气)装车臂(鹤管)规格参数及外形尺寸 顶部装车鹤管,蒸汽伴热带管道保温层,带气相返回管,带防溢探头
顶部装车鹤管,蒸汽伴热带管道保温层,带气相返回管,带防溢探头