
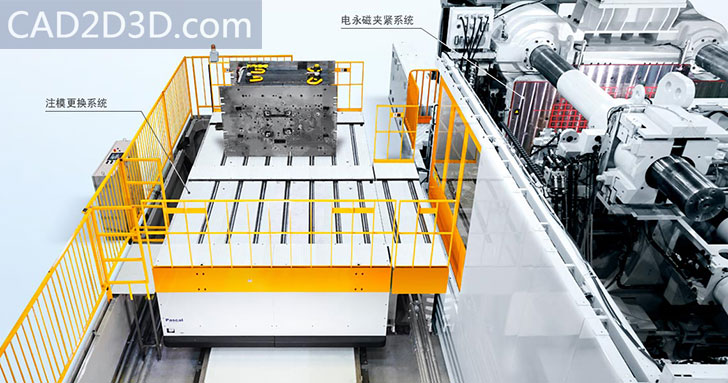
注塑机、压铸机、冲压机快换换模系统主要包括换模台车、夹模系统、举模系统、模具定位装置组成。与从前的的叉车或吊车的换模方式相比,自动换模系统可大幅度缩短更换时间。
换模台车原理基本上都是一样的,只是实现模具的一个搬运,换模台车可以是手推式的,也可以设计成自动运行,夹模系统根据原理可分为电永磁夹紧、液压夹紧、气动夹紧。
快速换模系统可满足最高3000T注塑机、最重30T模具质量的快速更换。
1.0 快速换模系统常见布局结构
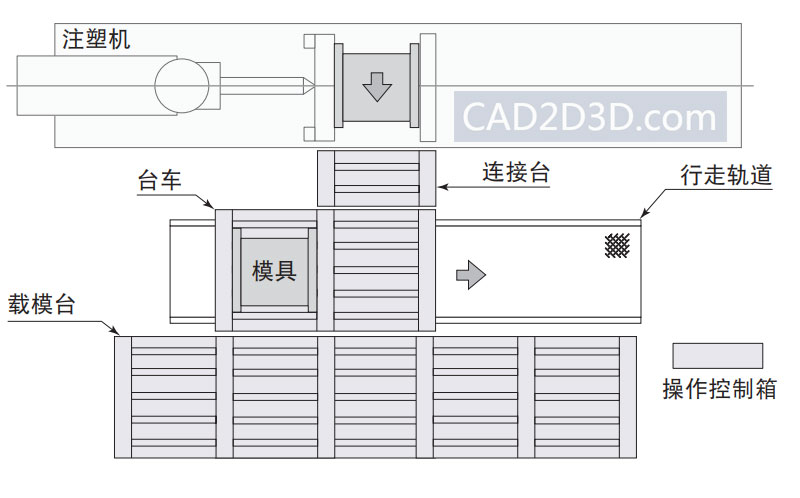
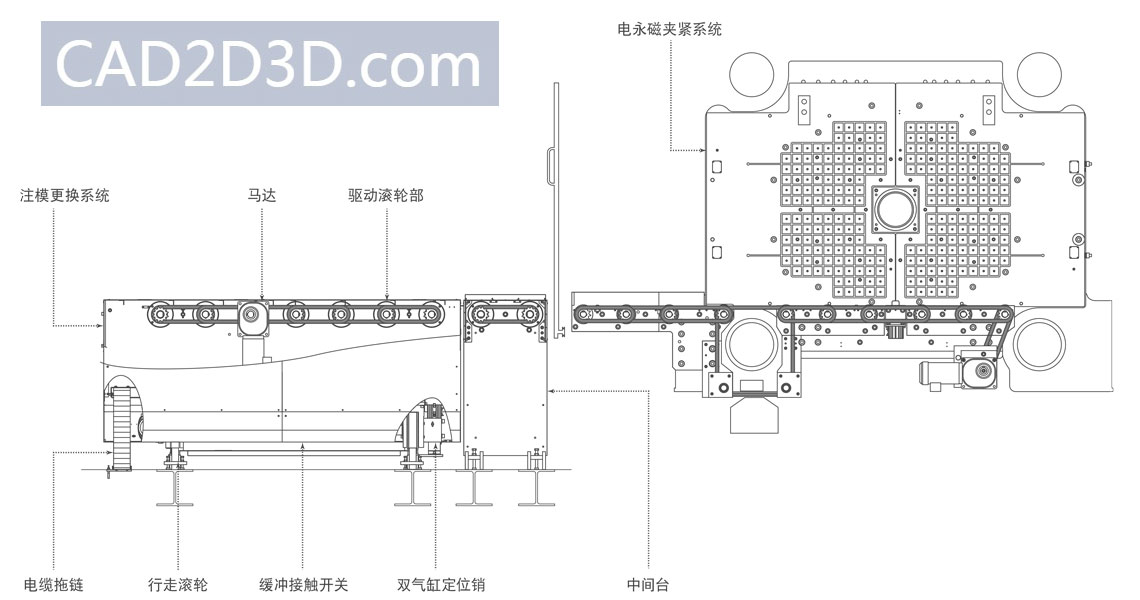
1.1 注塑模/压铸模快速换模系统布局
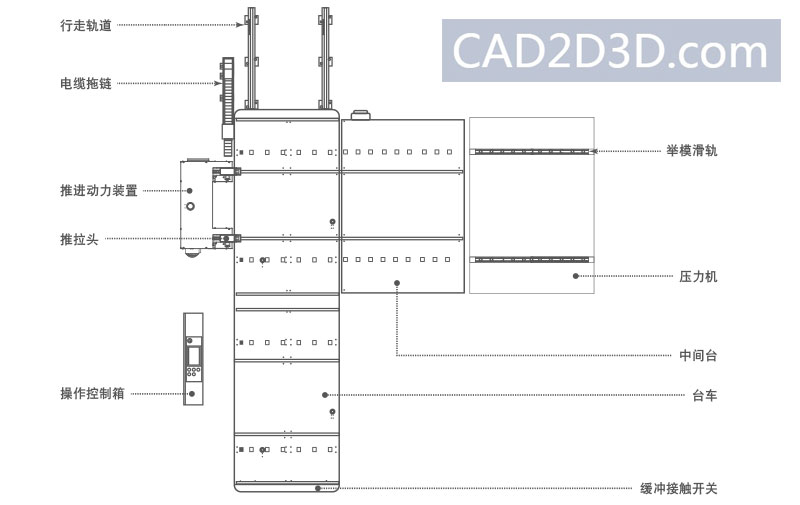
1.2 冲模快速更换系统

1.3 锻压模快速换模系统
锻压冲击很大(10000T压力机),锻造温度高(工件温度1200℃)、环境差(脱模剂、粉尘),对夹模系统和举模系统性能和防护要求很高。锻压夹模系统一般采用间接的液压夹模的方式,由液压缸驱动,通过楔形块等方式实现模具(模座)与压机工作台的夹紧。
目前,国内锻压机快速换模实际应用的比较少。
2.0 快速换模系统组成件
快速换模系统主要有换模台车、移栽臂、夹模系统、举模系统、液压控制系统组成。
换模台车一般使用地轨,电机驱动,上面设置模具推拉头,可以勾住模具,实现模具进出压机工作台。
移栽臂上有若干轮滚,用来衔接换模台车和压机工作台,起到中间过度连接的作用。
液压夹模系统由油缸驱动,采用楔形块等间接方式实现夹模。
举模器由液压缸顶起,升降幅度比较小,一般3mm,在实际应用中,要注意防尘防水,做好防护措施。

3.0 快速换模难点和问题点
快速换模难点在夹模和模具重复定位,传统的夹模都是采用螺钉拧紧的方式,而采用液压夹模的方式,需要考虑夹模的稳定性和可靠性。另外模具重复定位也是需要重点考虑的问题。
留言说明对本文有疑问的,请关注本站公众号 CAD画家,直接在公众号内留言即可。

转载请注明文章作者:江苏一棵树 原文链接:https://www.cad2d3d.com/post-955.html




 日本不二缓冲器规格书,缓冲器的种类及选型计算方法
日本不二缓冲器规格书,缓冲器的种类及选型计算方法 钢丝绳还能减震缓冲?日本都把它做成标准产品了,而我才第一次见
钢丝绳还能减震缓冲?日本都把它做成标准产品了,而我才第一次见 女司机爽了,丰田车新增螃蟹行走模式,可横行霸道
女司机爽了,丰田车新增螃蟹行走模式,可横行霸道 滚针凸轮导向器,作为凸轮机构和直线运动的导向使用
滚针凸轮导向器,作为凸轮机构和直线运动的导向使用