提高刀具寿命
有 三 eco 十
dynamic power concept
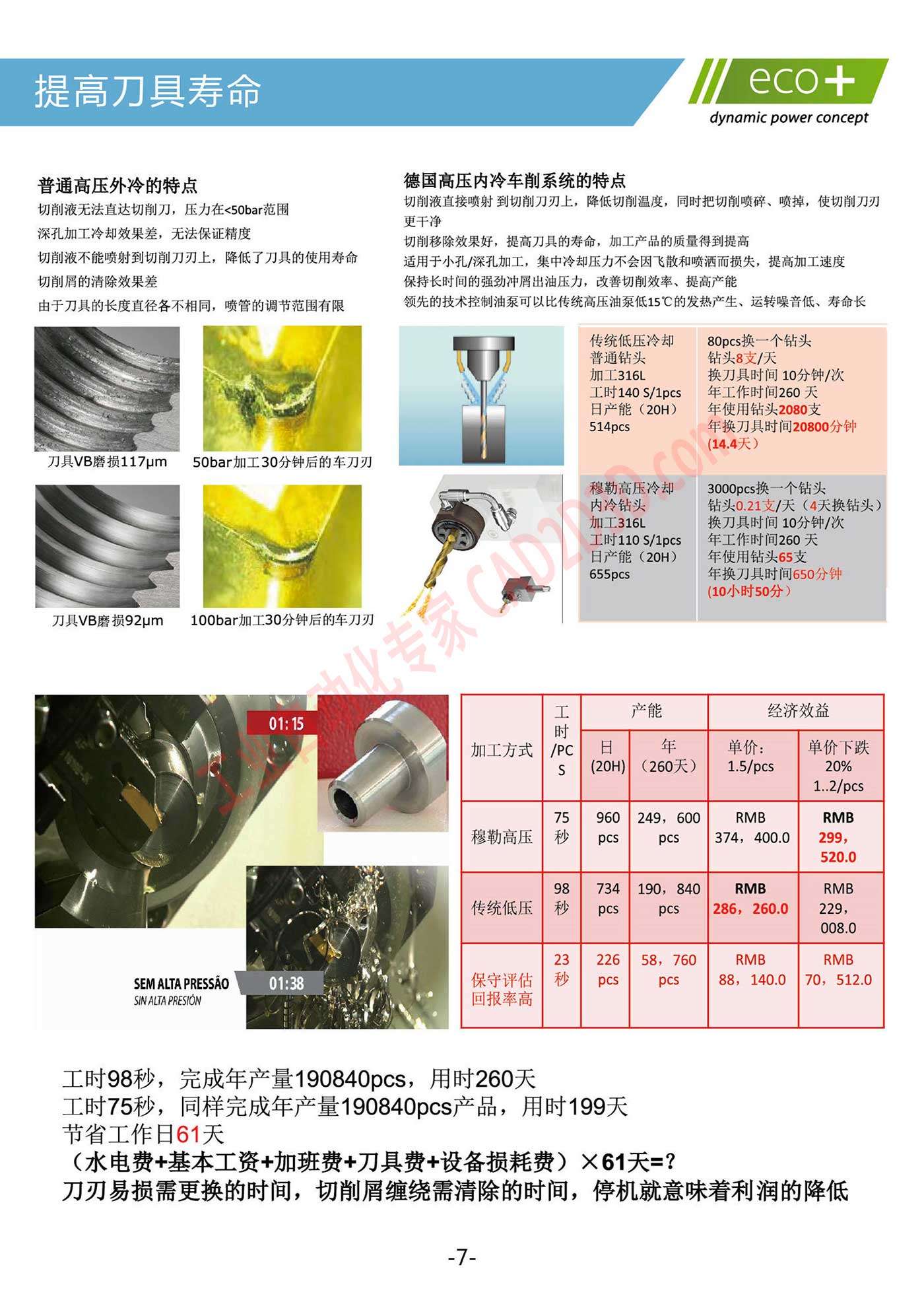
普通 高 压 外 冷 的 特点 德国 高 压 内 冷 车 削 系统 的 特点
切削 液 无 法 直达 切削 刀 , 压 力 在 <50bar 范 围 人 降低 切削 温度 , 同 时 把 切削 喷 碎 、 喷 掉 , 使 切削 刀刃
深 孔 加 工 冷 却 效果 差 , 无 法 保证 精度 切削 移 除 效果 好 , 提 高 刀具 的 寿命 , 加 工 产品 的 质量 得 到 提高
切削 液 不 能 喷射 到 切削 刀刃 上 , 降 低 了 刀具 的 使 用 寿命 适用 于 小 孔 / 深 孔 加 工 , 集 中 冷却 压力 不 会 因 飞 散 和 喷洒 而 损失 , 提 高 加 工 速度
切削 悄 的 清除 效果 差 保持 长 时 间 的 强劲 冲 导出 油 压力 , 改 善 切削 效率 、 提 高 产能
由 于 刀具 的 长 度 直径 各 不 相同 , 喷 管 的 调节 范围 有 限 领先 的 技术 控制 油泵 可 以 比 传统 高 压 油泵 低 15C 的 发 热 产生 、 运 转 噪 音 低 、 寿 命 长
传统 低压 冷却 80pcs 换 一 个 钻头
普通 钻头 钻头 8 支 /天
加 工 316L 换 刀 具 时 间 10 分 钟 /次
) 工时 140 S/1pcs , 年 工作 时 间 260 天
日 产能 (20H) 年 使 用 钻头 2080 支
514pcs 年 换 刀 具 时 间 20800 分 钟
s (14.4%)
具 VB 磨 损 117hm 50bar 加 工 30 分 钟 后 的 车 刀刃
称 勒 高 压 冷却 3000pcs 换 一 个 钻头
内 冷 钻 头 钻头 0.21 支 /天 〈4 天 换 钻 头 )
加 工 316L 换 刀 具 时 间 10 分 钟 /次
工时 110 S/1pcs 年 工作 时 间 260 天
日 产能 (20H) 年 使 用 钻头 65 支
655pcs 年 换 刀 有 具 时 间 650 分 钟
(10 小 时 50 分 )》
刀具 VB 磨损 92bm 100bar 加 工 30 分 钟 后 的 车 刀刃
加 工 方式 5 单价 下 跌
人 人 20%
1..2/pcs
下 1 RMB RMB
B#hEE | B | pcs 374, 400.0 [ 299,
520.0
190, 840
传统 低压 pcs 286, 260.0 | 229,
008.0
| 末 RMB RMB
SEM ALTA PRESSAO T 1 保守 评估 | 秘 88,140.0 | 70,512.0
SINALTA RESION ) 1 回报 率 高
工时 98 秒 , 完 成 年 产量 190840pcs, 用 时 260 天
工时 75 秒 , 同 样 完成 年 产量 190840pcs 产 品 , 用 时 199 天
节省 工作 日 61 天
(水 电费 + 基本 工资 + 加 班 费 + 刀具 费 + 设备 损耗 费 ) X61 天 =?
刀刃 易 损 需 更 换 的 时 间 , 切 削 层 缠绕 需 清 除 的 时 间 , 停 机 就 意味 着 利润 的 降低
RMB RMB
T
�

 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)