
与
机械臂 相关商品:
查看所有与
机械臂 相关商品 >>
 显示器支架气动旋转机械臂台式电脑屏幕悬臂桌面支撑架升降底座
显示器支架气动旋转机械臂台式电脑屏幕悬臂桌面支撑架升降底座  松能显示器支架机械臂便捷副屏电脑显示屏幕悬臂二合一台式底座T6
松能显示器支架机械臂便捷副屏电脑显示屏幕悬臂二合一台式底座T6  蚂蚁电竞/ANTGAMER 桌面夹持式显示器支架ANTX3G0电竞机械臂支架
蚂蚁电竞/ANTGAMER 桌面夹持式显示器支架ANTX3G0电竞机械臂支架 机床自动化工装夹具通常采用液压或气动加紧的方式,但机械式工装夹具存在一些问题点:
1.0 传统机床工装夹具存在的问题点:
- 夹紧变形/ Clamping deformation 挤压式装夹方式容易造成工件因应力作用而变形和损伤工件的表面。
- 加工共振/Processing resonance 工件装夹时,底部空腔容易造成加工时共振,导致刀具损伤及加工效果不理想等。
- 弯曲工件/ Bending workpiece 弯曲工件,压紧式装夹,松开后工件会反弹。
- 效率低下/Low ffciency 繁琐的装夹不仅效率低下而且劳动强度大。
- 夹具干涉/ Jig interference 加工时压点因夹具干涉无法加工到位,需要多次装夹。即影响加工效率,又影响加工精度。
- 其他影响/Other effects 电、液、气等能源消耗大机械劳损带来的安全隐患自动化程度低,批量化加工待机时间长编程需要考虑夹具等干涉。

2.0 改用磁力装夹就会有所改进:
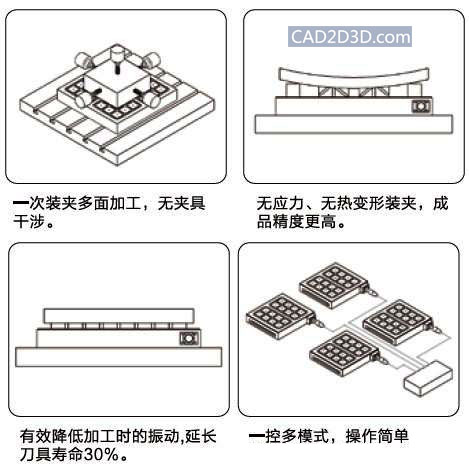
- 一次装夹多面加工,无夹具干涉。
- 无应力、无热变形装夹,成品精度更高。
- 有效降低加工时的振动,延长刀具寿命30%。
- 一控多模式,操作简单,有效降低人工强度。
3.0 电永磁夹持方式应用领域
- 圆棒端铣及开槽
- 镗孔与轮廓加工
- 锻件弯板加工
- 弯板平面加工
- 模具加工
- 钻孔及内腔加工
- 零件角度铣削
- 端面铣削与侧面钻孔
- 铁轨道岔铣削
- 内外圈及端面车削加工
- 内外圈及端面精磨
- 平面高精度磨削

4.0 电永磁产品的应用步骤
- 放置工件
- 连接放电电缆
- 磁盘充磁成功
- 断开放电电缆
- 执行加工
- 连接放电电缆
- 磁盘退磁成功
- 清理铁屑
- 取下工件

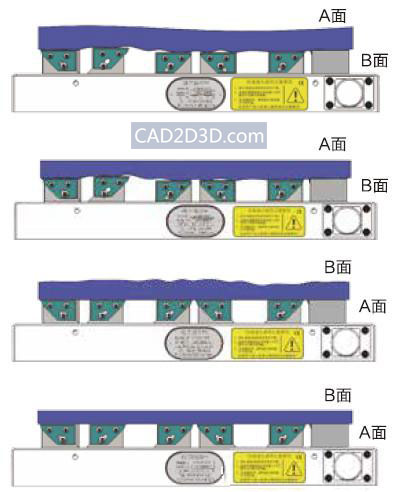
5.0 弹性导磁块的工作原理
全套导磁块有3块固定块和若干弹性块组成。在磁力区域的最大范围用3个固定块组成,确定出一个基准平面,其余部位通过弹性块上下浮动来适应工件平整度,提供更大的磁力。

6.0 电永磁工装夹具工作过程
放置工件,固定块确定基准面后弹性块自动适应工件起伏,加工A面后将已加工面作为基准面,再加工B面。
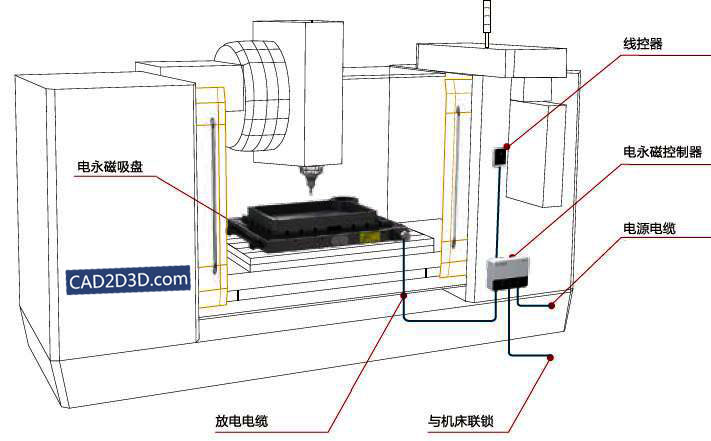
7.0 机床电永磁夹具安装示意图
8.0 正确使用电永磁实现快速装夹的示例

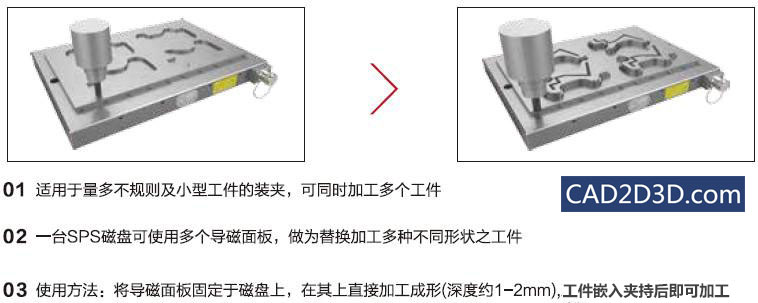
9.0 异性工件装夹方式:
- 适用于量多不规则及小型工件的装夹,可同时加工多个工件。
- 台SPS磁盘可使用多个导磁面板,做为替换加工多种不同形状之工件。
- 使用方法:将导磁面板固定于磁盘上,在其上直接加工成形(深度约1-2mm),工科民人实持后即可加工。
未完待续 ~
输入暗号阅读全文
暗号:
暗号错误,请重试!
暗号获取方式
关注微信公众号 喜爱的CAD,私信回复以下关键字:
1050暗号
即可自动获取暗号,输入的候别忘记数字后面的暗号两个字。
手机扫描下方二维码快速关注公众号 喜爱的CAD ↓↓↓

转载请注明:
文章作者: 任鸟飞 原文链接:https://www.cad2d3d.com/post-1050.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。
也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




可能感兴趣的文章
 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领/长期有效)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领/长期有效) 太随意,机器人J3手臂上8个孔是用来固定波纹管的吗?工程师不看说明书,机器人买来直接干,连螺钉孔干什么用都不知道
太随意,机器人J3手臂上8个孔是用来固定波纹管的吗?工程师不看说明书,机器人买来直接干,连螺钉孔干什么用都不知道 一个非标自动化项目,真的是电气扛下了所有吗?都是机械工程师的锅吗?
一个非标自动化项目,真的是电气扛下了所有吗?都是机械工程师的锅吗?- 阀门阀杆填料弹性密封,阀杆处使用碟簧、压缩弹簧实现填料长久密封
- LNG装车撬电气仪表设备上面的防爆标志 ExdIIBT4 ( Ex d IIB T4 )代表什么含义?
- 桁架机械手安装调试太难了,精度要求那么高,现场安装工程师要哭了
- 方案大师:1.3 工业机器人规格参数
 大师之路《工业机器人系统集成&自动化生产线方案设计大师》教材免费下载
大师之路《工业机器人系统集成&自动化生产线方案设计大师》教材免费下载- 气缸及其配套设备附件的作用及其相互连接图
- 机床选型:安全防护国标要求
更多最新发布: 技术教程
-
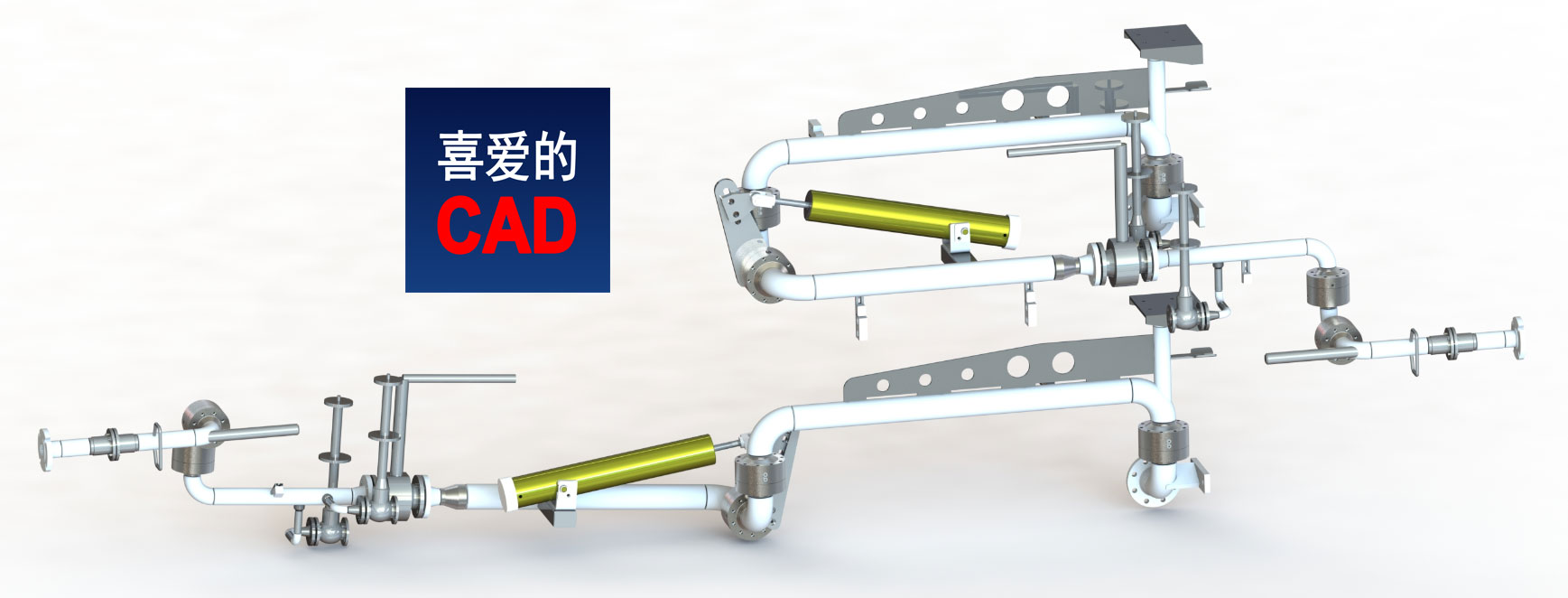 LNG 装卸臂(鹤管)高清三维效果图
LNG 装卸臂(鹤管)高清三维效果图
-
 超低温拉断阀分类、内部构造和运行原理,含高清实物图、内部结构图和讲解视频
超低温拉断阀分类、内部构造和运行原理,含高清实物图、内部结构图和讲解视频
-
中间介质气化器 IFV(Intermediate Fluid Vaporizer)运行原理、内部构造和高清实物图
-
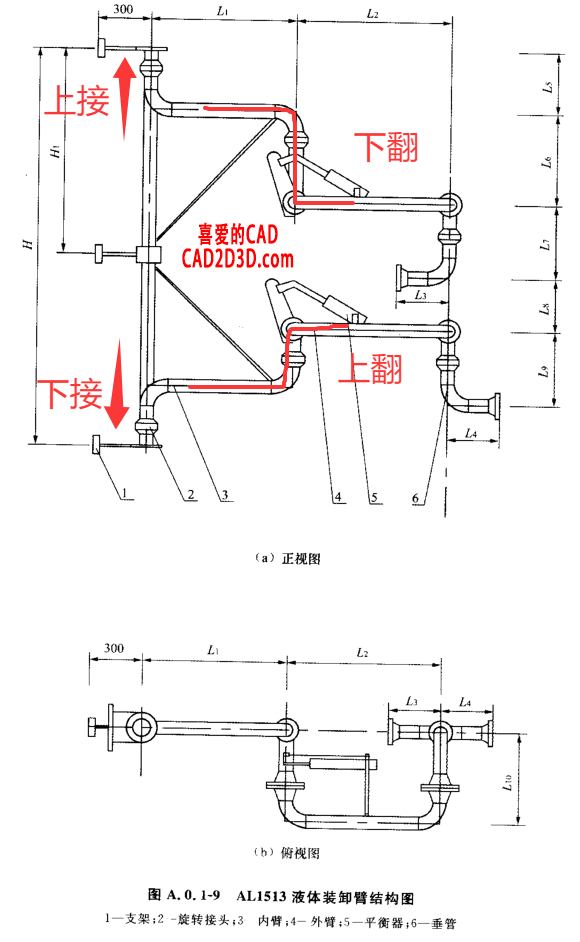 液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
-
标准中的 必须、严禁、应、不应、不得、宜、不宜、可 的用词说明
-
SH∕T 3221-2023 石油化工物料汽车装卸设施设计标准有关装卸速度(流速)的要求
-
 铝居然是最强金属,最低使用温度 -270 ℃,差一点就要打破绝对零度
铝居然是最强金属,最低使用温度 -270 ℃,差一点就要打破绝对零度
-
GB 50093 自动化仪表工程施工及质量验收规范 温度、压力取源部件安装规定、条文解释说明及案例解析
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载