
与
机器视觉 相关商品:
查看所有与
机器视觉 相关商品 >>
 ccd机器视觉精准微调检测工业相机微调光源工业相机万向打光支架
ccd机器视觉精准微调检测工业相机微调光源工业相机万向打光支架  机器视觉海康固定工业相机微调实验支架 万向光源 测试支架光源架
机器视觉海康固定工业相机微调实验支架 万向光源 测试支架光源架  机器视觉检测与识别技术及应用 基于深度学习 剖析机器视觉内在机理 典型的案例分析 应用场景介绍 特征
机器视觉检测与识别技术及应用 基于深度学习 剖析机器视觉内在机理 典型的案例分析 应用场景介绍 特征 当注塑类零部件涉及到配合问题时,往往对注塑件的外形尺寸要求比较严格,而注塑件天生的一个问题就是拔模斜度,虽然角度很小(1-3度),但必然会造成注塑件两端尺寸不同。通常情况下,产品的3D图和2D图不会画出拔模斜度,2D图上尺寸都是按照理想状态下进行标注的,但因拔模斜度的存在,实际的注塑件样品两端肯定存在尺寸偏差,那么该如何判定注塑件样品尺寸是否合格呢?通常情况下2D图尺寸要求

由于3D图和2D图不会画出拔模斜度,当图纸传递到模具供应商时,拔模基准面的选择就会出现下面2中情况。情况1:拔模后另一端尺寸偏小

情况2:拔模后另一端尺寸偏大

上面是采用 轴类(公体)来演示的, 孔类(母体)也存在类似情况,见下图。

那么该如何测量注塑类(拔模)零部件的尺寸呢?我汇总了2条原则供参考。
- 轴类(工体)测量大端尺寸(取大值),孔类(母体)测量小端尺寸(取小值)。
- 客户 公司质量 供应商 等 测量方法 保持一致。
实际上,还有一个头疼的问题,注塑类零部件都有导圆角问题(见下图),那么该如何确定测量基准点?这个没什么好办法了,测量时尽量靠近但不要接触到圆弧。

输入暗号阅读全文
暗号:
暗号错误,请重试!
暗号获取方式
关注本站官方微信公众号 科技大爆炸 从0到1,私信回复
暗号70
即可自动获取。
手机扫描下方二维码快速关注公众号科技大爆炸 ↓↓↓

转载请注明:
文章作者: 尚延伟 原文链接:https://www.cad2d3d.com/post- 70 .html
留言说明:
如对本文有疑问,可关注微信公众号 科技大爆炸 从0到1 直接留言即可。手机扫描下方二维码直接关注 科技大爆炸 从0到1。
也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




可能感兴趣的文章
正在加载你可能感兴趣的文章...
更多最新发布: 技术教程
-
GB 50093 自动化仪表工程施工及质量验收规范 温度、压力取源部件安装规定、条文解释说明及案例解析
-
美国国家标准液压协会( ANSI/HI )动力泵标准清单
-
 被淘汰的开口弹簧垫圈,电气工程师如获至宝,防爆接线箱使用弹簧垫圈合理吗?
被淘汰的开口弹簧垫圈,电气工程师如获至宝,防爆接线箱使用弹簧垫圈合理吗?
-
 钢厂作业人员必备!饱和水蒸气球罐(球形蒸汽蓄热器)技术参数、生产制造过程、实物图及潜在失效模式分析
钢厂作业人员必备!饱和水蒸气球罐(球形蒸汽蓄热器)技术参数、生产制造过程、实物图及潜在失效模式分析
-
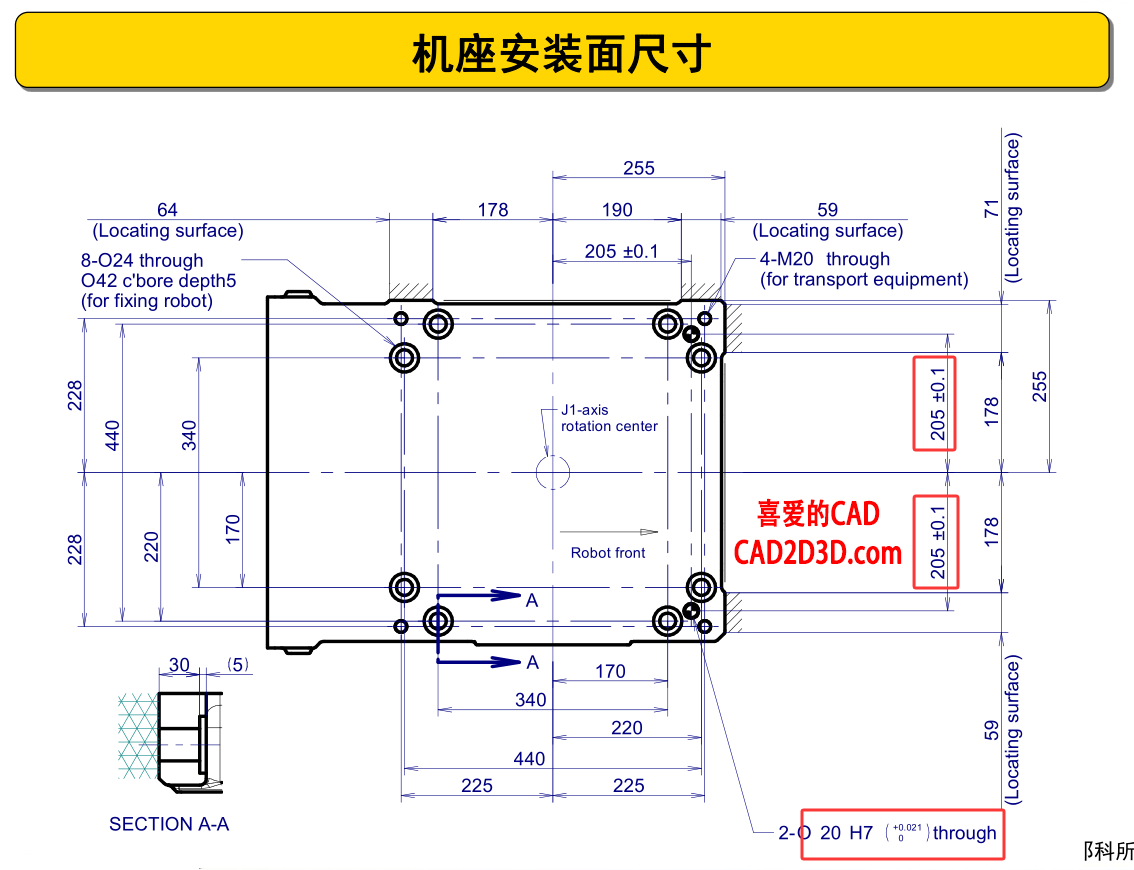 机器人安装定位方法及示例,机器人基座不一定有定位销孔,难道定位对机器人安装不重要吗?
机器人安装定位方法及示例,机器人基座不一定有定位销孔,难道定位对机器人安装不重要吗?
-
 大跌眼镜!机器人居然走不了直线!FANUC M-710iC/50 机器人圆形轨迹精度 0.525mm
大跌眼镜!机器人居然走不了直线!FANUC M-710iC/50 机器人圆形轨迹精度 0.525mm
-
 绝了!LNG 工厂的终极神器竟然是自行车,电器全封杀,机械的含金量还在上升
绝了!LNG 工厂的终极神器竟然是自行车,电器全封杀,机械的含金量还在上升
-
 塞焊缝、槽焊缝是什么样子的?塞焊缝、槽焊缝示意图、符号、3D示意图和实物图展示
塞焊缝、槽焊缝是什么样子的?塞焊缝、槽焊缝示意图、符号、3D示意图和实物图展示
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载