
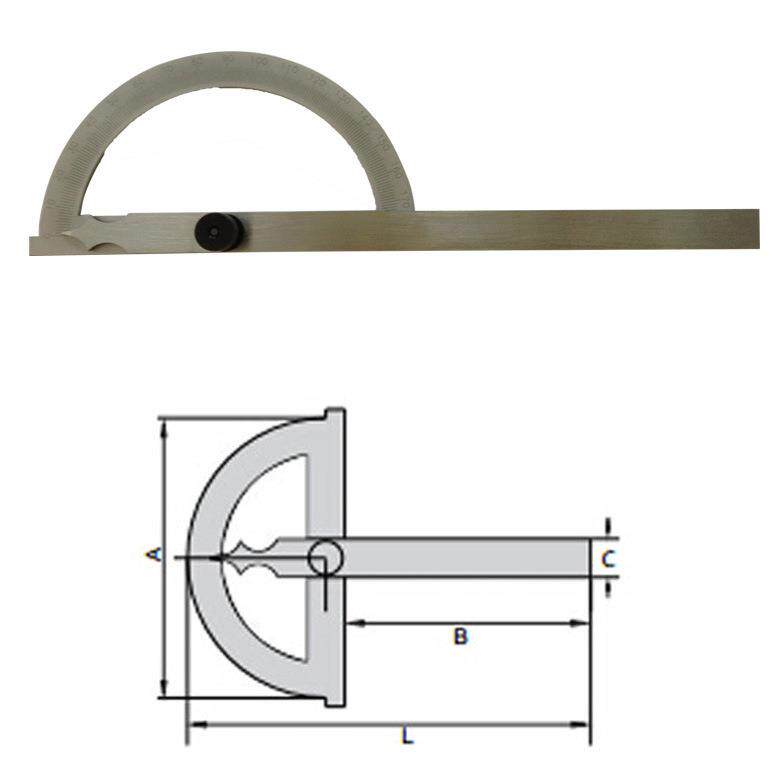
 成都大阳量具 测量角度80*120紧固式角度尺 简易角度规 现货
成都大阳量具 测量角度80*120紧固式角度尺 简易角度规 现货  拓玫 小高低规 HI-LO焊接量具 测量仪内部测量规焊接检验尺焊缝规
拓玫 小高低规 HI-LO焊接量具 测量仪内部测量规焊接检验尺焊缝规  凡莜 焊缝规 小高低规HI-LO焊接量具 测量仪内部测量规焊接检验尺
凡莜 焊缝规 小高低规HI-LO焊接量具 测量仪内部测量规焊接检验尺 1.0 测量术语说明
1.1 尺寸公差
尺寸公差简称公差,是指允许的,最大极限尺寸减最小极限尺寸之差的绝对值的大小,或允许的上偏差减下偏差之差大小。
1.2 真值
真值即真实值,在一定条件下,被测量客观存在的实际值。真值是指在一定的时间及空间(位置或状态)条件下,被测量所体现的真实数值。真值是一个变量本身所具有的真实值,它是一个理想的概念,一般是无法得到的。所以在计算误差时,一般用约定真值或相对真值来代替。通常所说的真值可以分为 理论真值 、 约定真值 和 相对真值。
- 理论真值也称绝对真值,如 三角形内角和180度。
- 约定真值也称规定真值,是一个接近真值的值,它与真值之差可忽略不计。实际测量中以在没有系统误差的情况下,足够多次的测量值之平均值作为约定真值。
- 相对真值是指当高一级标准器的指示值即为下一等级的真值,此真值被称为相对真值。
1.3 误差
测量值与真值之差异称为误差。
1.4 准确度
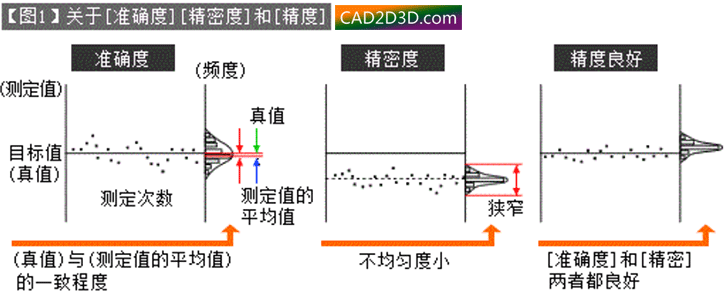
在一定实验条件下多次测定的平均值与真值相符合的程度,以误差来表示。
1.5 准确度等级
准确度等级习惯上称为精度等级。
仪表精度=(绝对误差的最大值/仪表量程)*100%,以上计算式取绝对值去掉%就是我们看到的精度等级了。
仪表精度是根据国家规定的允许误差大小分成几个等级的。某一类仪表的允许误差是指在规定的正常情况下允许的百分比误差的最大值。
我国工业仪表精度等级有:0.005、0.02、0.05、0.1、0.2、0.35、0.4、0.5、1.0、1.5、2.5、4.0等,级数越小,精度(准确度)就越高。
工业过程测量和控制用检测仪表和显示仪表精确度等级有:0.01,0.02,(0.03),0.05,0.1,0.2,(0.25),(0.3),(0.4),0.5,1.0,1.5,(2.0),2.5,4.0,5.0 ;共16个,其中括号里的5个不推荐使用,精度数字越小说明仪表精确度越高。
依据标准为 《GBT 13283-2008工业过程测量和控制用检测仪表和显示仪表精确度等级》。
1.6 精密度
精密度是表示测量的再现性,是保证准确度的先决条件,但是高的精密度不一定能保证高的准确度。好的精密度是保证获得良好准确度的先决条件,一般说来,测量精密度不好,就不可能有良好的准确度。反之,测量精密度好,准确度不一定好。
精密度指不均匀程度。与真值无关,表示的是测定値的一致程度。
1.7 精度
我国长时间以来一直习惯用精度这一名词,如在仪器性能表示中经常出现这一名词,它有时指精密度,有时指准确度,比较混乱,在计量测试报告中尽量回避精度这一提法。
2.0 测量器具的合理选择
测定对象的公差与对其进行测定的实测器具的精度之比。
建议选择标准:测量器具的精度应具有相当于加工公差10倍的测量精度(10:1)例:为了要保证加工精度为±0.01mm,应使用精度为±0.001mm的测量器具来进行测量,在加工设备精度很高,尺寸稳定的情况下,可作出适当让步,比如数控加工中心加工的零件,测量器具的精度具有相当于加工公差5倍的测量精度(5:1)即可。
3.0 测量器具的时间不稳定性
测量器具随着时间推移,其测量结果出现漂移。
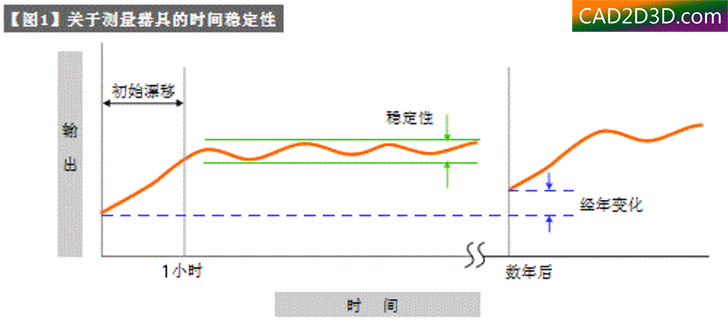
漂移:在一定的环境条件下,因受测定量以外的影响而产生的,测量器具在显示上的不精确所导致的持续性误差→电气回路的温度上升〜稳定之间的变动等。
稳定性:测量器具或其要素的特性相对于时间推移或影响量的变化,出现了何种程度变化的程度。
经年变化:随着较长时间的推移而产生的测量器具或其要素特性的变化
避免漂移的方法:
提前热机,运转前开机,比如周末停机,在周一运转开始的2小时前,自动将电源打开热机。
未完待续 ~
输入暗号阅读全文
暗号:
暗号获取方式
关注本站微信公众号 喜爱的CAD,私信回复:
暗号1096
即可自动获取。
手机扫描下方二维码快速关注公众号 喜爱的CAD ↓↓↓

转载请注明:
文章作者: 任鸟飞 原文链接:https://www.cad2d3d.com/post-1096.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。
也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




可能感兴趣的文章
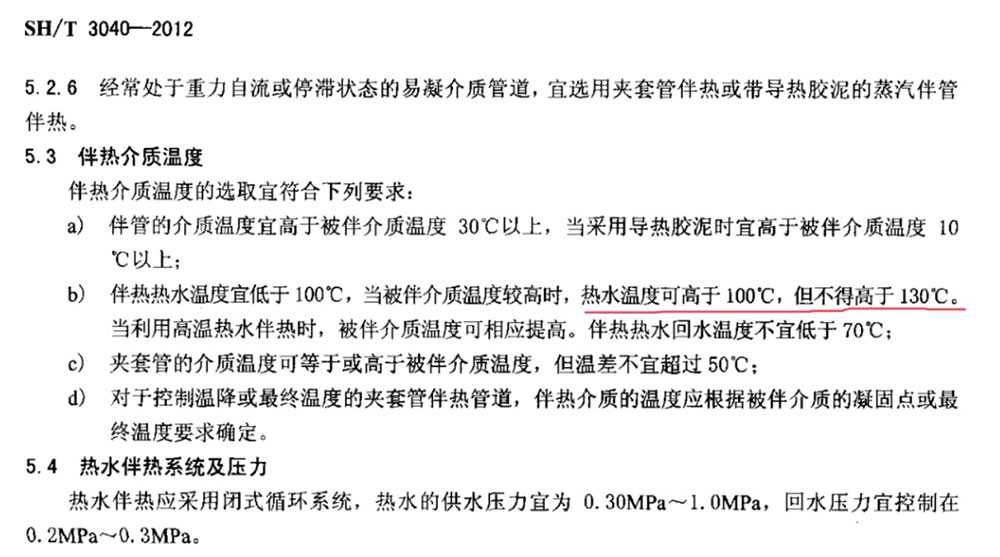 笑掉大牙?水的温度可以达到130℃吗?难道是我物理老师教错了?
笑掉大牙?水的温度可以达到130℃吗?难道是我物理老师教错了?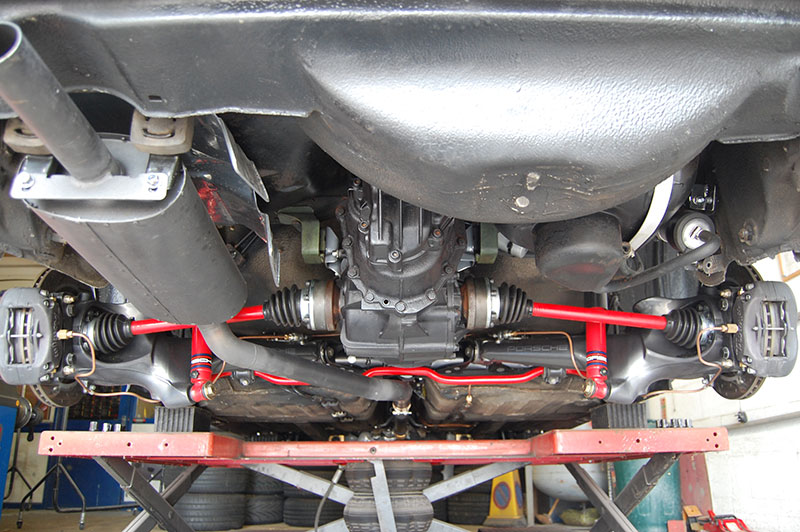 汽车等速万向轴构造和原理,车轮跳动时自动适应间距和角度的变化
汽车等速万向轴构造和原理,车轮跳动时自动适应间距和角度的变化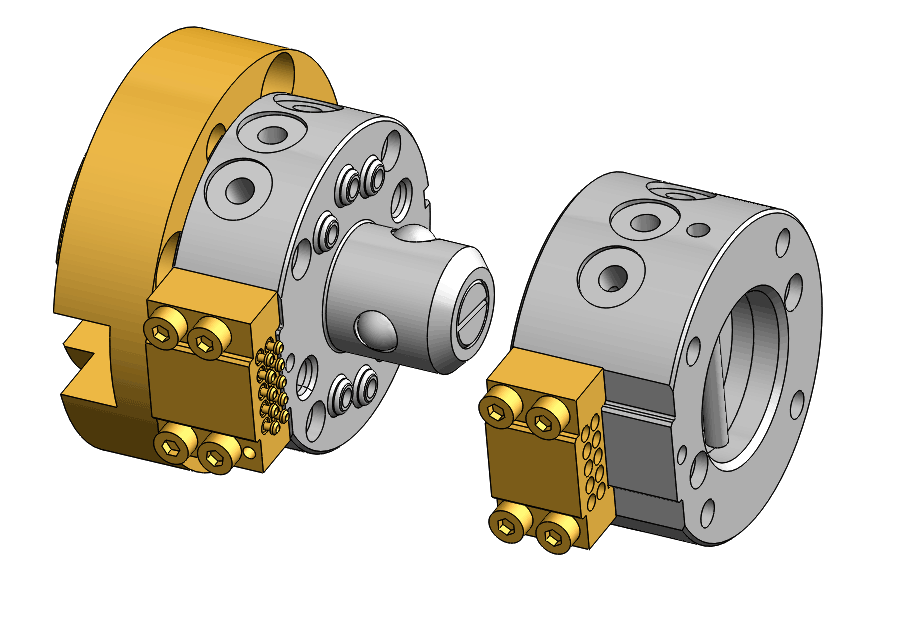 机器人快换工具应用案例,快速更换不同手爪,水电气等介质快速连接
机器人快换工具应用案例,快速更换不同手爪,水电气等介质快速连接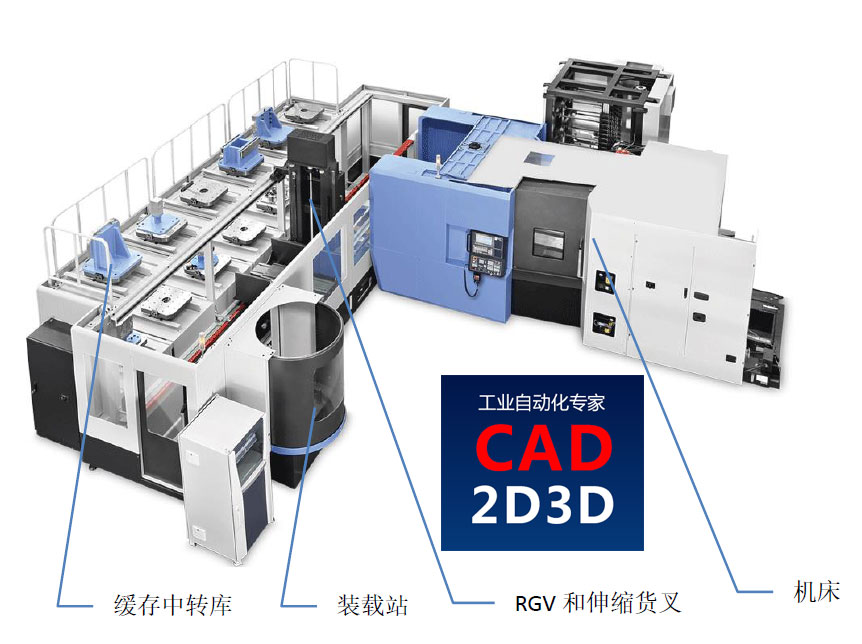 机床上下料线性托盘快换系统,由RGV、伸缩货叉、零点快换模块等组成
机床上下料线性托盘快换系统,由RGV、伸缩货叉、零点快换模块等组成更多最新发布: 技术教程
-
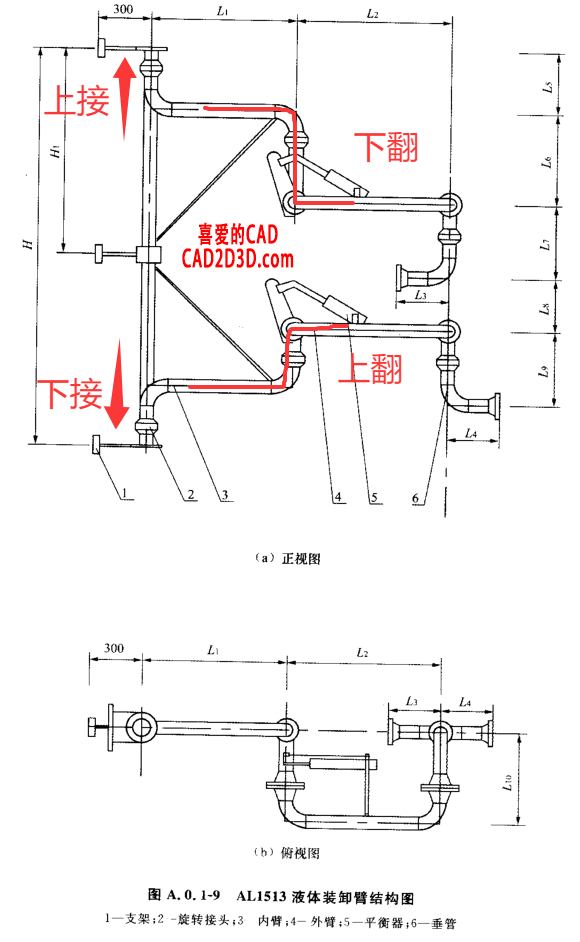 液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
-
标准中的 必须、严禁、应、不应、不得、宜、不宜、可 的用词说明
-
SH∕T 3221-2023 石油化工物料汽车装卸设施设计标准有关装卸速度(流速)的要求
-
 铝居然是最强金属,最低使用温度 -270 ℃,差一点就要打破绝对零度
铝居然是最强金属,最低使用温度 -270 ℃,差一点就要打破绝对零度
-
GB 50093 自动化仪表工程施工及质量验收规范 温度、压力取源部件安装规定、条文解释说明及案例解析
-
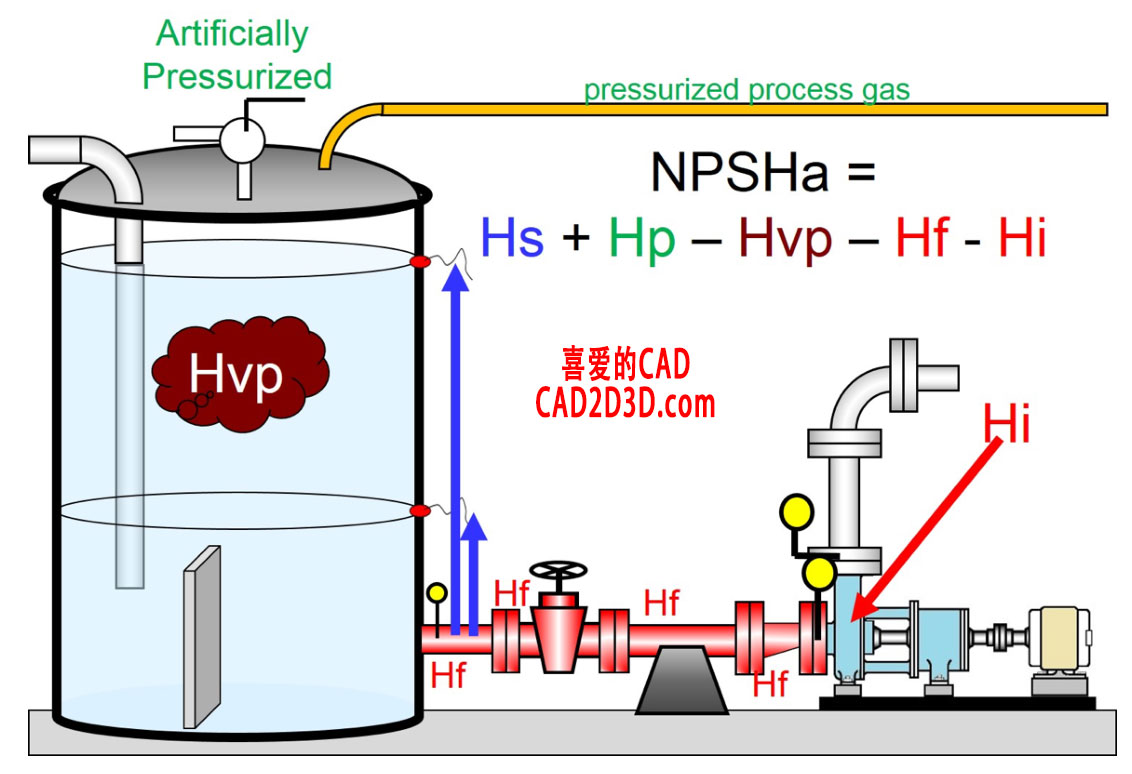 美标 ANSI/HI 对离心泵 NPSH、NPSHR、NPSHA 的定义、解释和计算示例,看完美标之后茅塞顿开
美标 ANSI/HI 对离心泵 NPSH、NPSHR、NPSHA 的定义、解释和计算示例,看完美标之后茅塞顿开
-
美国国家标准液压协会( ANSI/HI )动力泵标准清单
-
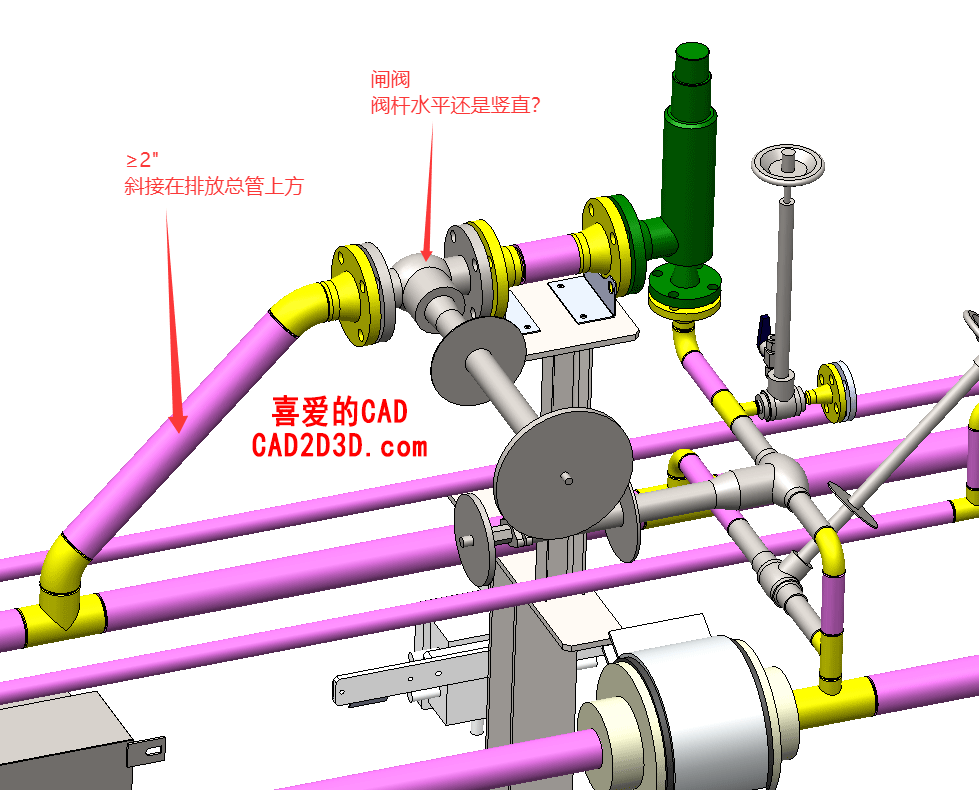 安全阀排放管低温闸阀应水平安装还是竖直安装?SH 3012 要求阀杆水平,GB/T 24925 要求阀杆与地面大于45°角安装,到底应该听谁的啊?
安全阀排放管低温闸阀应水平安装还是竖直安装?SH 3012 要求阀杆水平,GB/T 24925 要求阀杆与地面大于45°角安装,到底应该听谁的啊?
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载