
 伺服电机套装交流220V控制器60 80 100w 400w 750w主轴plc减速器
伺服电机套装交流220V控制器60 80 100w 400w 750w主轴plc减速器  汇川伺服电机/驱动器/630/660套装SV630PS/SV660NS/SV660PS/400瓦
汇川伺服电机/驱动器/630/660套装SV630PS/SV660NS/SV660PS/400瓦  时代超群全新原装XBM750w1kw2kw3kw80 110 130 伺服电机驱动套装
时代超群全新原装XBM750w1kw2kw3kw80 110 130 伺服电机驱动套装 一、机械加工表面质量
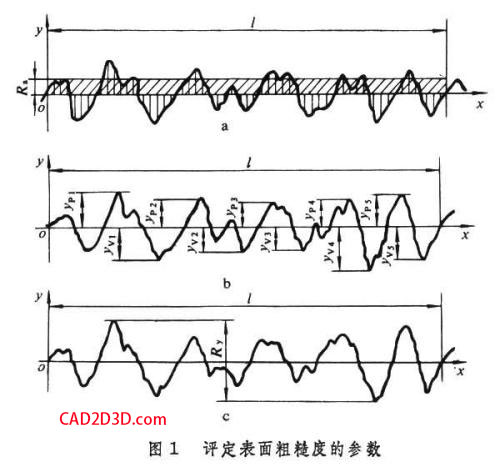
是指零件在机械加工后被加工面的微观不平度,也叫粗糙度,以RaRzRy三种代号加数字来表示,机械图纸中都会有相应的表面质量要求,一般是工件表面粗糙度Ra<0.8um的表面时称作:镜面。

其加工后的表面质量直接影响被加工件的物理、化学及力学性能。产品的工作性能、可靠性、寿命在很大程度上取决于主要零件的表面质量。一般而言,重要或关键零件的表面质量要求都比普通零件要高。这是因为表面质量好的零件会在很大程度上提高其耐磨性、耐蚀性和抗疲劳破损能力。
镜面——是金属切削加工的理想境界,是提高机械部件使用寿命的最有效手段。
镜面加工——是机械切削加工后,得到非常好粗糙度的传统代名词,能清晰倒影出物品影像的金属表面。
无论用何种金属加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。这就是零件加工后的表面粗糙度,过去称为表面光洁度。国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
粗糙度
获得镜面的机械加工方法有:去除材料方式、无切削方式(滚压加工)。
去除材料加工方式有:磨削、研磨、抛光、电火花。
无切削加工方式有:滚压(采用镜面工具)、挤压。
零件图除了图形、尺寸这外,还必须有制造零件应达到的一些质量要求,一般称为技术要求。技术要求的内容通常有:表面粗糙度、尺寸公差、形状和位置公差、材料及其热处理 、表面处理等。下面先介绍表面粗糙度及其注法。
二、粗糙度形成原因
表面粗糙度形成的原因主要有:
1)加工过程中的刀痕;
2)切削分离时的塑性变形;
3)刀具与已加工表面间的摩擦;
4)工艺系统的高频振动。
可以选择豪克能金属镜面加工设备解决粗糙度问题,实现在车削的基础上达到镜面效果。

三、表面粗糙度的选用
表面粗糙度参数值的选用,应该既要满足零件表面的功能要求,又要考虑经济合理性。具体选用时,可参照已有的类似零件图,用类比法确定。在满足零件功能要求前提下,应尽量选用较大的表面粗糙度参数值,以降低加工成本。一般地说,零件的工作表面、配合表面、密封表面、运动速度高和单位压力大的摩擦表面等 ,对表面平整光滑程度要求高,参数值应取小些。非工作表面、非配合表面、尺寸精度低的表面,参数值应参数Ra值与加工方法的关系及其应用实例,可供选用时参考。
未完待续 ~
输入暗号阅读全文
暗号:
暗号获取方式
关注本站微信公众号 喜爱的CAD,私信回复:
暗号1209
即可自动获取。
手机扫描下方二维码快速关注公众号 喜爱的CAD ↓↓↓

转载请注明:
文章作者: 任鸟飞 原文链接:https://www.cad2d3d.com/post-1209.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。
也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




可能感兴趣的文章
 太随意,机器人J3手臂上8个孔是用来固定波纹管的吗?工程师不看说明书,机器人买来直接干,连螺钉孔干什么用都不知道
太随意,机器人J3手臂上8个孔是用来固定波纹管的吗?工程师不看说明书,机器人买来直接干,连螺钉孔干什么用都不知道 顶部装车鹤管,蒸汽伴热带管道保温层,带气相返回管,带防溢探头
顶部装车鹤管,蒸汽伴热带管道保温层,带气相返回管,带防溢探头- 正经文章!差不多就行了,有必要画的这么逼真吗?
- 瑞士费尔曼机床(Fehlmann)官网,开发并生产精密钻铣机床和加工中心
- 美国应达Inductotherm官网,全球著名的加热、熔化、热处理和焊接等设备专业化集团
- 英国雷尼绍Renishaw公司官网,是高精度测量和医疗技术领域的跨国公司
- 国外做的基本偏差系列图,形象直观,一看就懂
 工业相机视觉检测的基础知识:相机光源
工业相机视觉检测的基础知识:相机光源- 机械设计实用机构与装置图册 (美) Neil Sclater
- 日本喜开理CKD着座确认开关(间隙开关)工件到位气密性检测确认
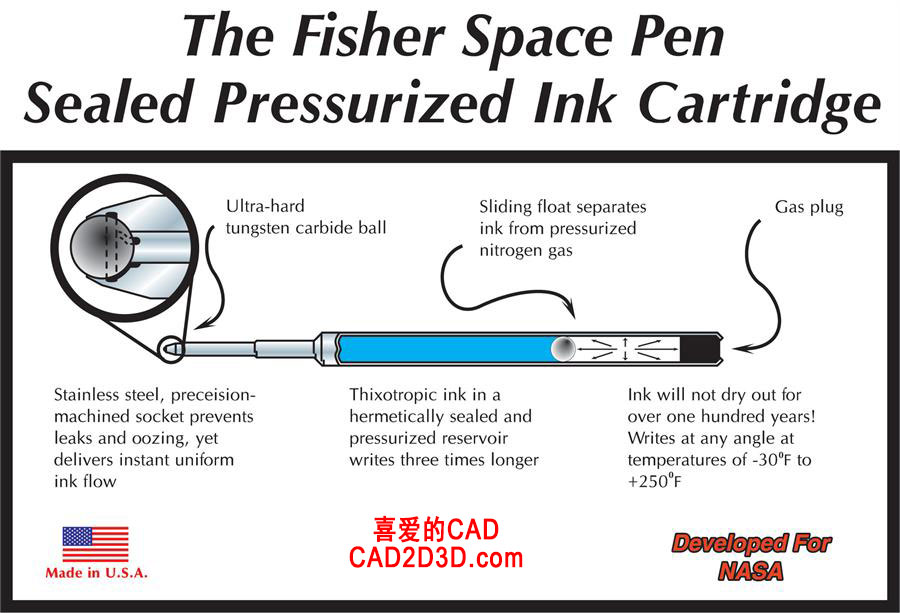 一支太空笔,美国吹了半个世纪,当我看到太空笔内部构造和原理之后,我呵呵一笑,原来这么简单
一支太空笔,美国吹了半个世纪,当我看到太空笔内部构造和原理之后,我呵呵一笑,原来这么简单
 塞焊缝、槽焊缝是什么样子的?塞焊缝、槽焊缝示意图、符号、3D示意图和实物图展示
塞焊缝、槽焊缝是什么样子的?塞焊缝、槽焊缝示意图、符号、3D示意图和实物图展示
 油漆也能实现导线绝缘?电机转子就是这么干的,认知又一次被颠覆
油漆也能实现导线绝缘?电机转子就是这么干的,认知又一次被颠覆
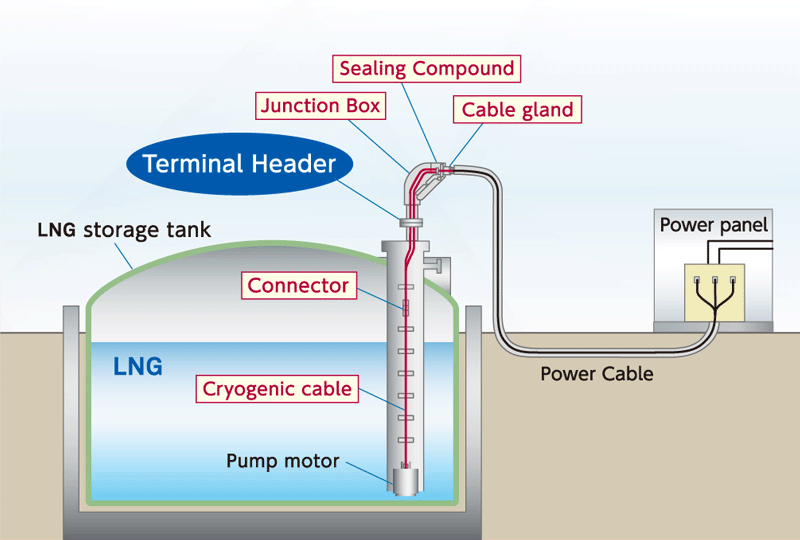 LNG罐内泵电气终端接头(接线端子)内部构造、绝缘和密封
LNG罐内泵电气终端接头(接线端子)内部构造、绝缘和密封
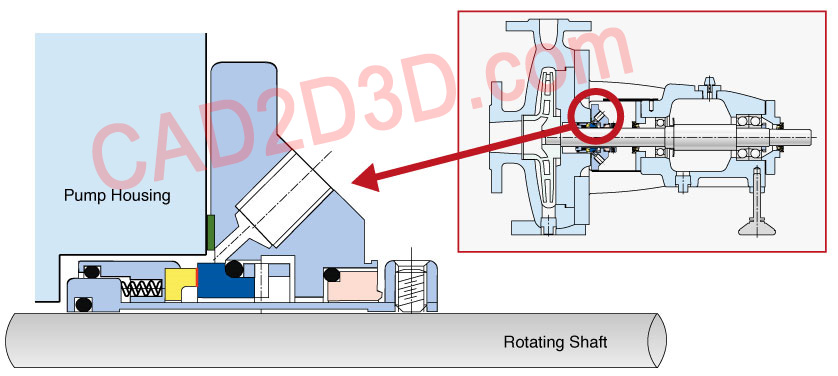 泵机械密封组成、内部构造和运行原理
泵机械密封组成、内部构造和运行原理
 减速机种类、特性及其优劣势
减速机种类、特性及其优劣势
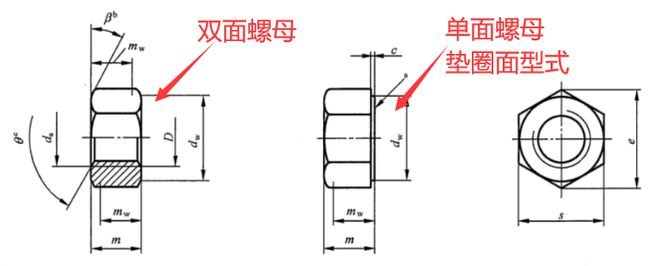 惊呆了!印度工程师居然说我们的螺母装反了,螺母还分正反面?
惊呆了!印度工程师居然说我们的螺母装反了,螺母还分正反面?
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载