
 304不锈钢圆柱销销钉定位销实心销子固定销M2M2.5M3M4M5M6M8M10
304不锈钢圆柱销销钉定位销实心销子固定销M2M2.5M3M4M5M6M8M10  304不锈钢圆柱销 定位销固定销轴实心销子销钉M2M3M4M5M6M8M10M12
304不锈钢圆柱销 定位销固定销轴实心销子销钉M2M3M4M5M6M8M10M12  304不锈钢圆柱销定位销固定销钉实心销子大全Φ1M1.5M3M4M5M6-M12
304不锈钢圆柱销定位销固定销钉实心销子大全Φ1M1.5M3M4M5M6-M12 机械设计过程中经常会碰到销定位,但使用过程还是很粗糙的,设计时只考虑销尺寸,没有考虑公差等级,以及销的材料和热处理,今天特意整理了一下。

1. 国家标准
圆柱销国家标准有2个,具体如下:
- GB/T 119.1(不淬硬钢和奥氏体不锈钢)
- GB/T 119.2(淬硬钢和马氏体不锈钢)
两者的区别就是热处理(淬火)和不锈钢材质不同,马氏体不锈钢可以淬火,奥氏体不行。
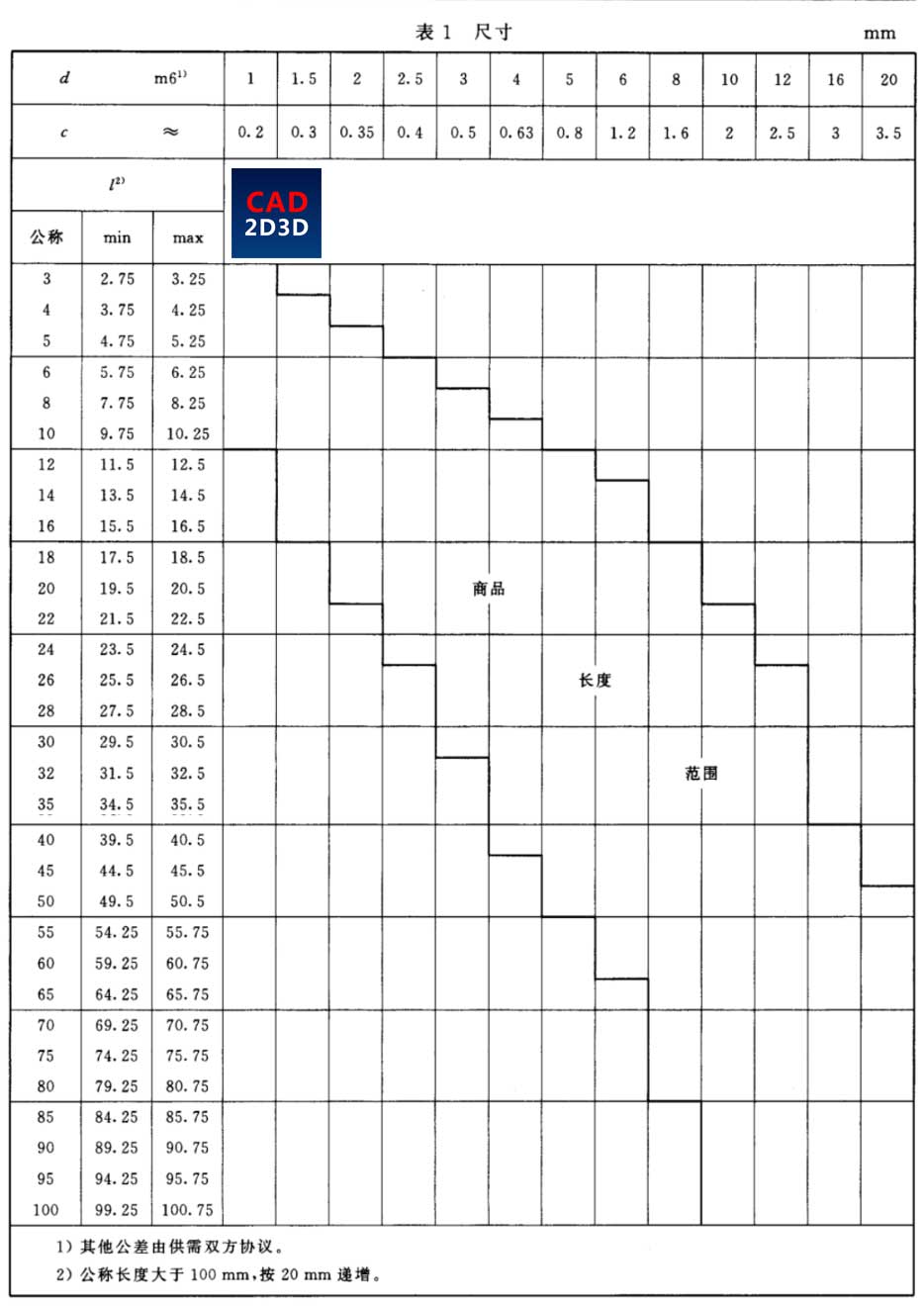
2. GB/T 119.2 淬硬钢和马氏体不锈钢 说明
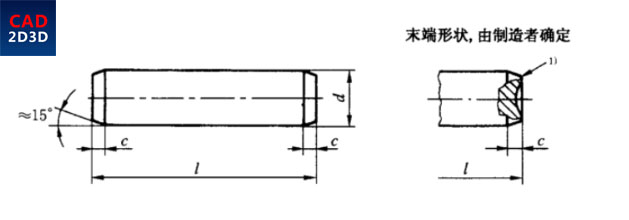
本标准规定了公称直径d=1~20 mm、公差为m6、材料为钢:A型(普通淬火)和B型(表面淬火),以及马氏体不锈钢的圆柱销。
销外形尺寸
3. 与销孔应该采用何种配合关系
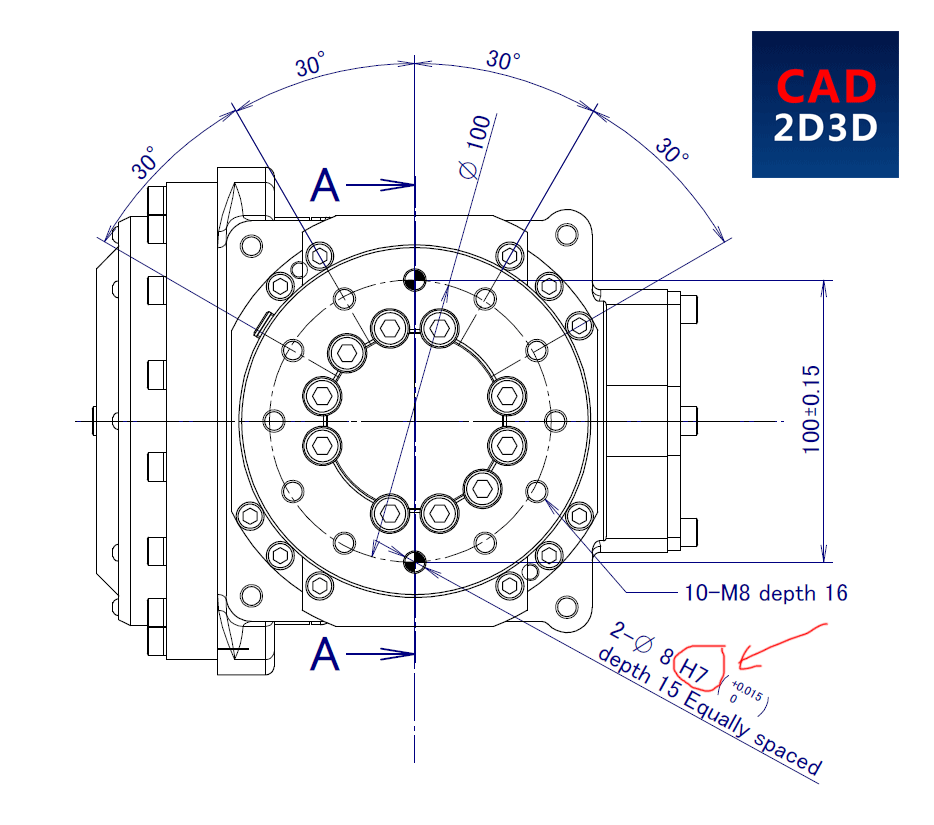
销的公差为m6,销孔配合可采用基孔制H7/m6,我们可以看一下日本发那科FANUC 机器人末端手爪定位销孔尺寸,销孔的公差为H7。
4. 销孔配合关系依据
什么是基准制
在制造配合的零件时,使其中一种零件作为基准件,它的基本偏差一定,通过改变另一种非基准件的基本偏差来获得各种不同性质配合的制度称为基准制。根据生产实际的需要,国家标准规定了两种基准制。
4.1 基孔制
基孔制--是指基本偏差为一定的孔的公差带与不同基本偏差的轴的公差带形成各种配合的一种制度。见左下图。基孔制的孔称为基准孔,其基本偏差代号为H,其下偏差为零 。
4.2 基轴制
基轴制--是指基本偏差为一定的轴的公差带与不同基本偏差的孔的公差带形成各种配合的一种制度。见右下图。基轴制的轴称为基准轴,其基本偏差代号为h,其上偏差为零。
4.3 基孔制的选择
一般应优先选用基孔制。
设计时,为了减少定制刀具、量具的规格和种类,便于生产,提高经济性,应优先采用基孔制。
4.4 基轴制的选择
- 基轴制的选择在可以获得明显的经济效益的情况下,选择基轴制。
- 机械制造中,采用具有一定公差等级的冷拉圆钢,其外径不用切削加工即能满足使用要求时,应采用基轴制。这在技术上、经济上都是合理的。
- 结构上的特殊原因,同一基本尺寸的轴上有不同的配合要求。
- 与标准件配合的基准制选择,基准制的选择依标准件而定。键(基孔制)、圆柱销(基轴制)及滚动轴承(外圈与孔基轴制,内圈与轴基孔制)均为标准件。
4.5 对轴孔配合的使用要求
一般为三种情况:装配后有相对运动要求的,应选用间隙配合;装配后需要靠过盈传递载荷的,应选用过盈配合;装配后有定位精度要求或需要拆卸的,应选用过渡配合或小间隙,小过盈的配合。
5. 特别说明
日本的圆柱销标准公差等级除了m6,还有h7,具体参见 https://www.cad2d3d.com/post-1275.html
未完待续 ~
输入暗号阅读全文
暗号:
暗号获取方式
关注本站微信公众号 喜爱的CAD,私信回复:
暗号1279
即可自动获取。
手机扫描下方二维码快速关注公众号 喜爱的CAD ↓↓↓

转载请注明:
文章作者: 任鸟飞 原文链接:https://www.cad2d3d.com/post-1279.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。
也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




 国产机器人完胜!8颗螺钉就能解决的问题,日本居然用了24颗
国产机器人完胜!8颗螺钉就能解决的问题,日本居然用了24颗 看到我们的机器人原点标识线,只剩苦笑,差距还很大,路还很长
看到我们的机器人原点标识线,只剩苦笑,差距还很大,路还很长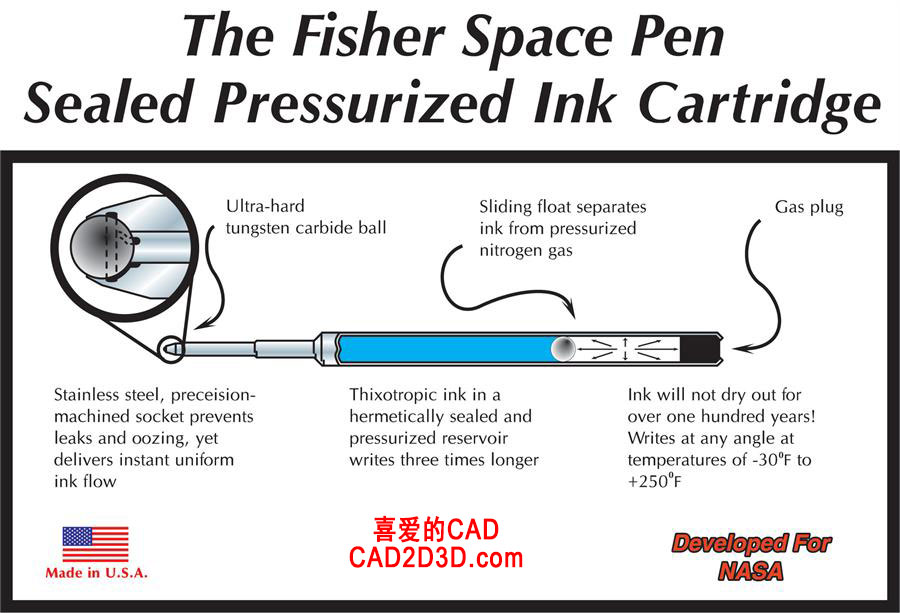 一支太空笔,美国吹了半个世纪,当我看到太空笔内部构造和原理之后,我呵呵一笑,原来这么简单
一支太空笔,美国吹了半个世纪,当我看到太空笔内部构造和原理之后,我呵呵一笑,原来这么简单
 塞焊缝、槽焊缝是什么样子的?塞焊缝、槽焊缝示意图、符号、3D示意图和实物图展示
塞焊缝、槽焊缝是什么样子的?塞焊缝、槽焊缝示意图、符号、3D示意图和实物图展示
 油漆也能实现导线绝缘?电机转子就是这么干的,认知又一次被颠覆
油漆也能实现导线绝缘?电机转子就是这么干的,认知又一次被颠覆
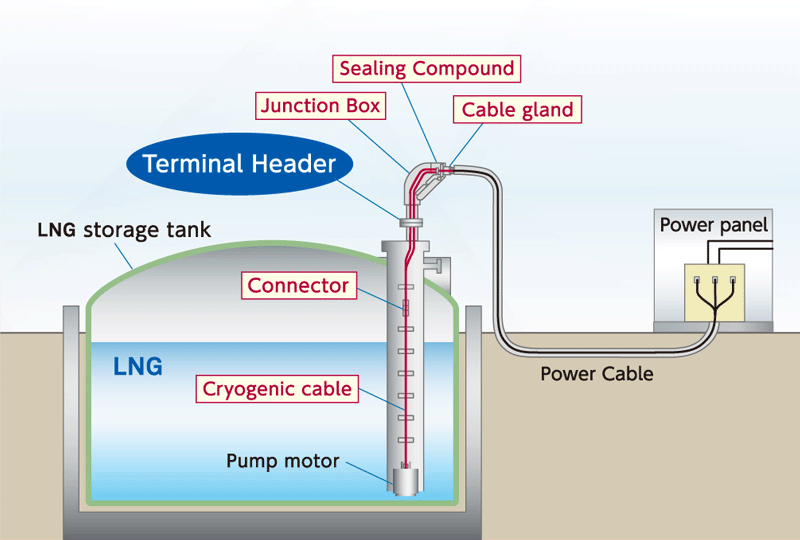 LNG罐内泵电气终端接头(接线端子)内部构造、绝缘和密封
LNG罐内泵电气终端接头(接线端子)内部构造、绝缘和密封
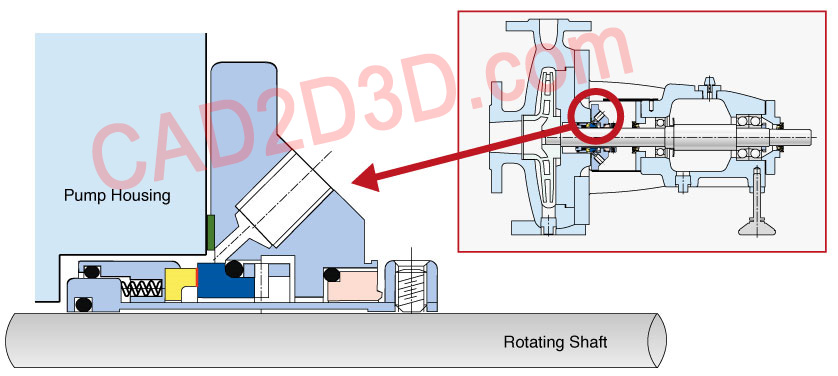 泵机械密封组成、内部构造和运行原理
泵机械密封组成、内部构造和运行原理
 减速机种类、特性及其优劣势
减速机种类、特性及其优劣势
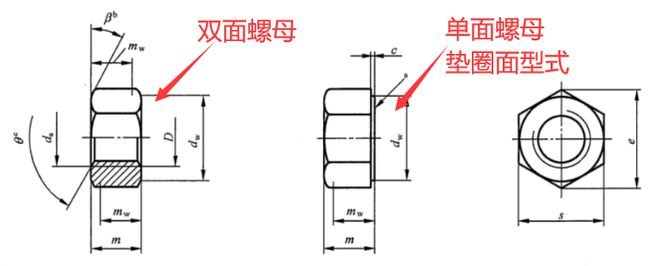 惊呆了!印度工程师居然说我们的螺母装反了,螺母还分正反面?
惊呆了!印度工程师居然说我们的螺母装反了,螺母还分正反面?
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载