
机加工零部件都会标注粗糙度等级,比如Ra3.2等,通常采用表面粗糙度比较样块来判断粗糙度等级,表面粗糙度比较样块采用特定材料和加工方法,具有不同的表面粗糙度参数值,通过触觉和视觉与同其所表征的材质和加工方法相同的被测件表面做比较,以确定被测件表面粗糙度的直接比较测量器具。
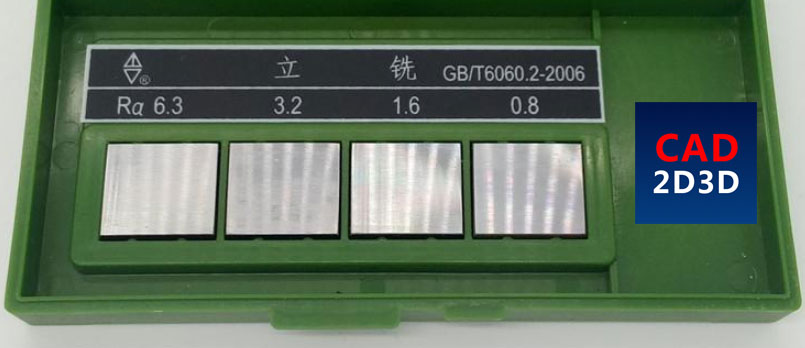
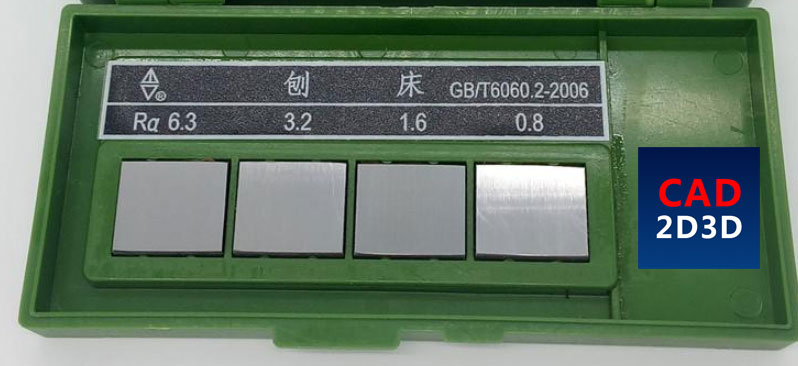
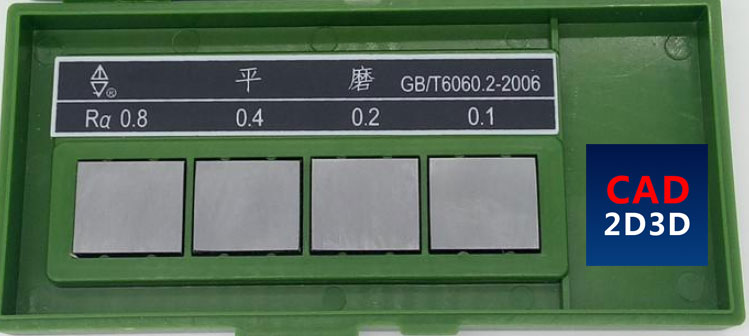
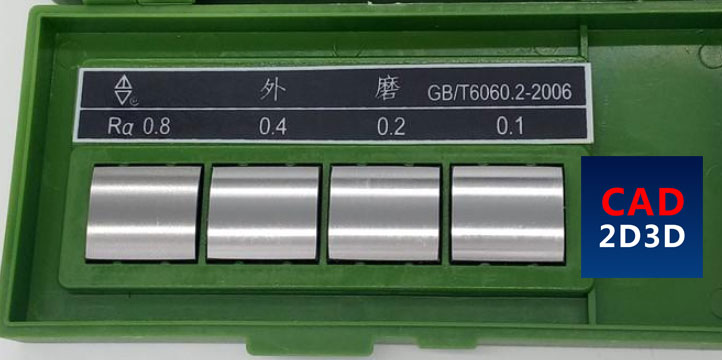
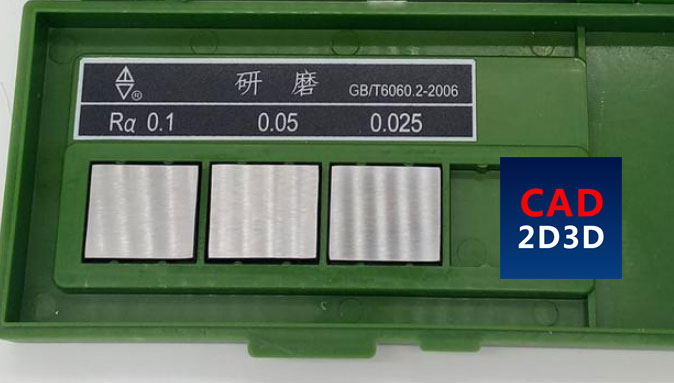
表面粗糙度比较样块标准:GB/T 6060.2-2006 表面粗糙度比较样块磨、车、镗、铣、插及刨加工表面
样块按下列方法制造:
- 用电铸法复制的表面的阳模
- 用塑料或其他材料复制的具有机械加工表面特征的阳模
- 直接用样块表征的机械加工方法制造的表面
各种机加工方法所能达到的表面粗糙度值
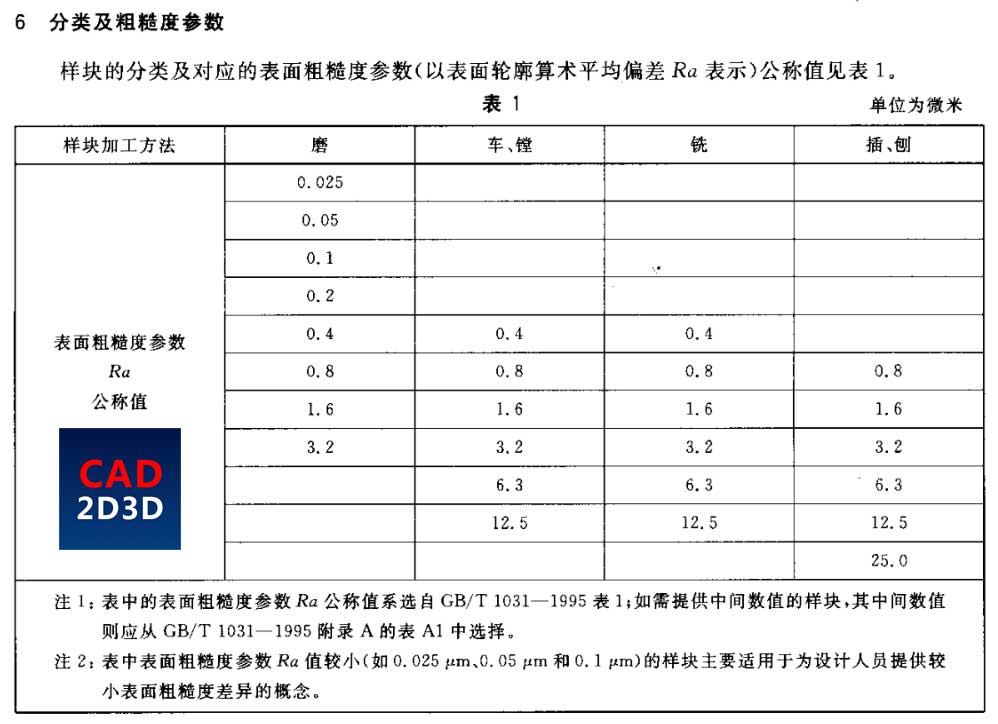
表面粗糙度比较样块


粗糙度比较样块检验需注意事项
1. 在进行比较时,所选用的样块应和被测件的加工方法相同,样块的材料、形状、表面色泽、加工纹理等亦应和被测件一致。
判断的准则是根据工件加工痕迹的深浅来决定表面粗糙度是否符合图纸(或工艺)的要求。当被检工件表面的加工痕迹深浅程度相当或小于样块工作表面加工痕迹深度时,则被测工件的表面粗糙度一般不大于样块的标记公称值。之所以要求被测表面与样块材质、加工方法、加工纹理要相同,是因为只有满足这些要求才有可比性,才能进行比较检验。如果两者的材质、加工方法及加工纹理不同,其加工痕迹的形状、深浅就不同,反射光线的强弱、方向和手感就不同,将会引起判断误差。因此检验时,必须根据被测表面的材质、加工方法和加工纹理选择相应的粗糙度比较样块,而不能随便选用。
2.被测表面和粗糙度 比较样块的工作面要放在相同的条件下进行比较,特别是用视觉法检验时,更要注意这一点。
3.光亮度和粗糙度不能混淆,有些表面很亮,但粗糙度的数值很大,有些表面暗淡无光,而粗糙度数值却很小,有些表面很亮,其粗糙度数值也很小,检验时要区别这些情况,用视觉法检验时,更要注意。
一般粗糙度值R=3.2-12.5时,用眼睛直接观察,R=1.6-0.8用5-10倍放大镜观察,R=0.4-0.1时用比较显微镜观察可以得到比较准确的结果。触觉法检验表面粗糙度比视觉法检验简便,它不需要光线,也不需要其他工具,仅凭手抚摸即可判断出被检表面和样板工作面要放在同一温度条件下,若两者温差太大,会引起手感错觉,造成误差。
留言说明
如对本文有疑问,可关注微信公众号 科技大爆炸TheBigBang 直接留言即可。
手机扫描下方二维码直接关注 科技大爆炸TheBigBang。

也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com
转载请注明:
文章作者:任鸟飞 原文链接:https://www.cad2d3d.com/post-1304.html



 减速机种类、特性及其优劣势
减速机种类、特性及其优劣势
 惊呆了!印度工程师居然说我们的螺母装反了,螺母还分正反面?
惊呆了!印度工程师居然说我们的螺母装反了,螺母还分正反面?
 日本永不松动螺母构造和原理,价格是国内普通螺母42倍
日本永不松动螺母构造和原理,价格是国内普通螺母42倍
 看到这样的手爪设计,我隐约有点担心,机械设计切忌能用就行
看到这样的手爪设计,我隐约有点担心,机械设计切忌能用就行
 轴和孔不一定是圆柱形的,也可以是方形、三角形或其他形状
轴和孔不一定是圆柱形的,也可以是方形、三角形或其他形状
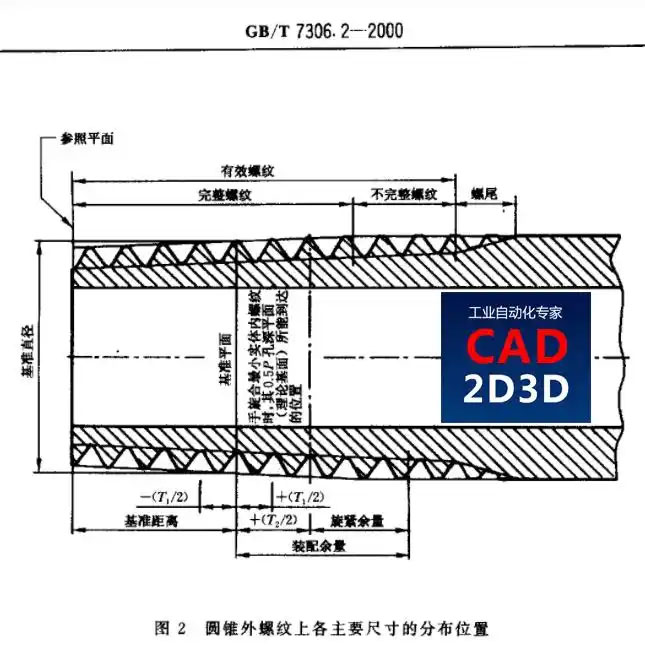 圆锥管螺纹的基准平面是什么?看完标准更懵圈,学习只能靠悟性!
圆锥管螺纹的基准平面是什么?看完标准更懵圈,学习只能靠悟性!
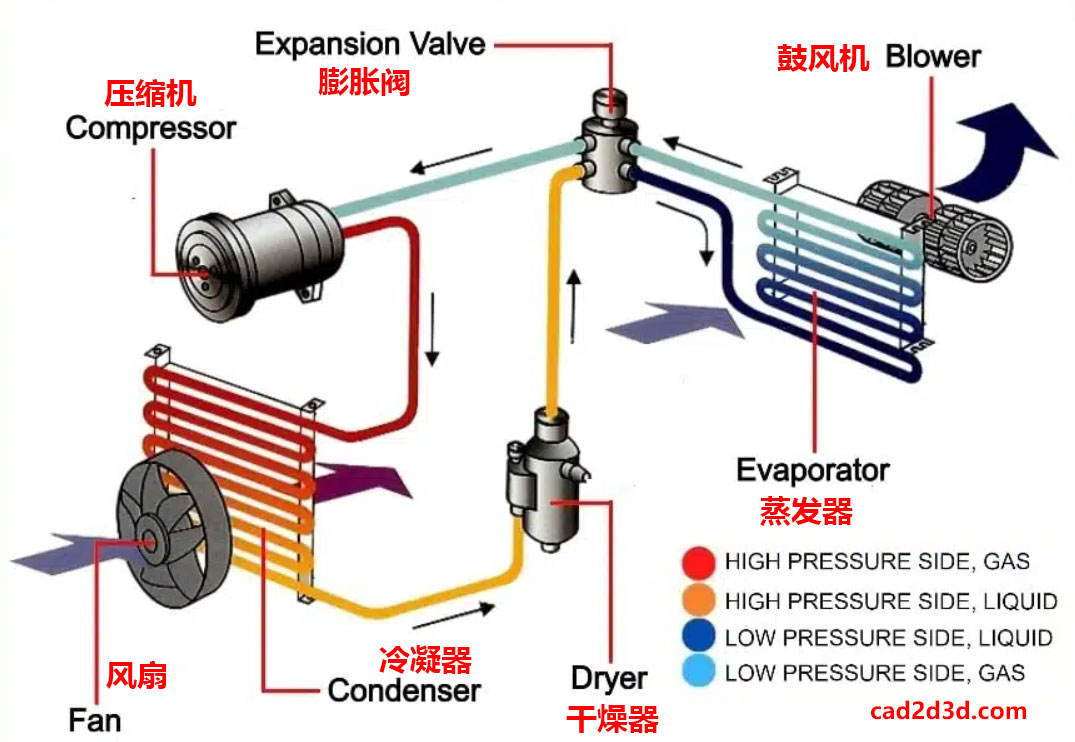 图解空调的内部构造和组成,图文并茂一看就懂
图解空调的内部构造和组成,图文并茂一看就懂
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 1.3万套机械设备3D模型 机械工程师必备 2025年持续更新中
1.3万套机械设备3D模型 机械工程师必备 2025年持续更新中 AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 科技从一颗螺丝钉开始,看似简单的螺丝钉,可惜有几个人用对了?
科技从一颗螺丝钉开始,看似简单的螺丝钉,可惜有几个人用对了? 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载