
 户外登山野营旅行用品露营野炊装备营地灯帐篷灯
户外登山野营旅行用品露营野炊装备营地灯帐篷灯  脉鲜进口户外气罐扁气罐高山气罐野营高山炉具高原便携野炊燃气罐
脉鲜进口户外气罐扁气罐高山气罐野营高山炉具高原便携野炊燃气罐  野餐垫防潮垫加厚便携户外露营野营沙滩草地野炊防水垫子帐篷地垫
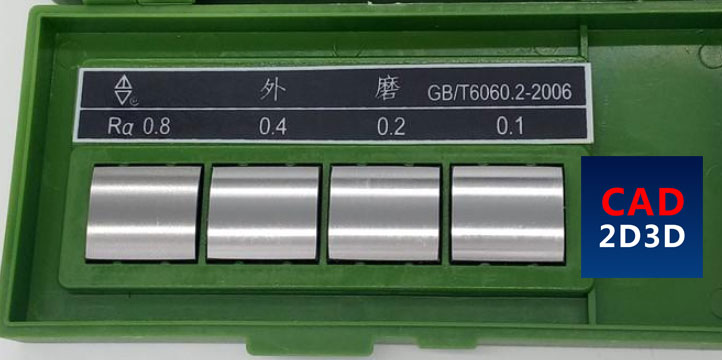
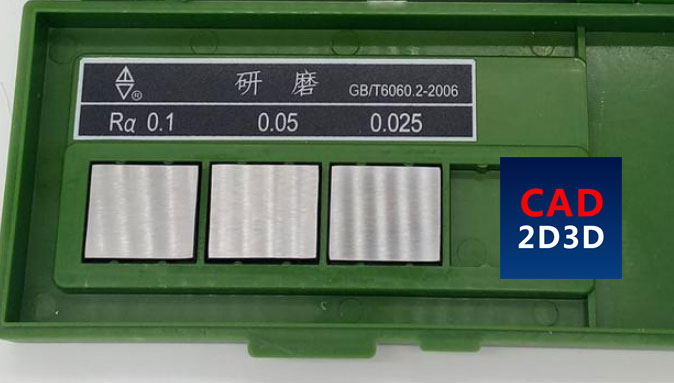
野餐垫防潮垫加厚便携户外露营野营沙滩草地野炊防水垫子帐篷地垫 机加工零部件都会标注粗糙度等级,比如Ra3.2等,通常采用表面粗糙度比较样块来判断粗糙度等级,表面粗糙度比较样块采用特定材料和加工方法,具有不同的表面粗糙度参数值,通过触觉和视觉与同其所表征的材质和加工方法相同的被测件表面做比较,以确定被测件表面粗糙度的直接比较测量器具。
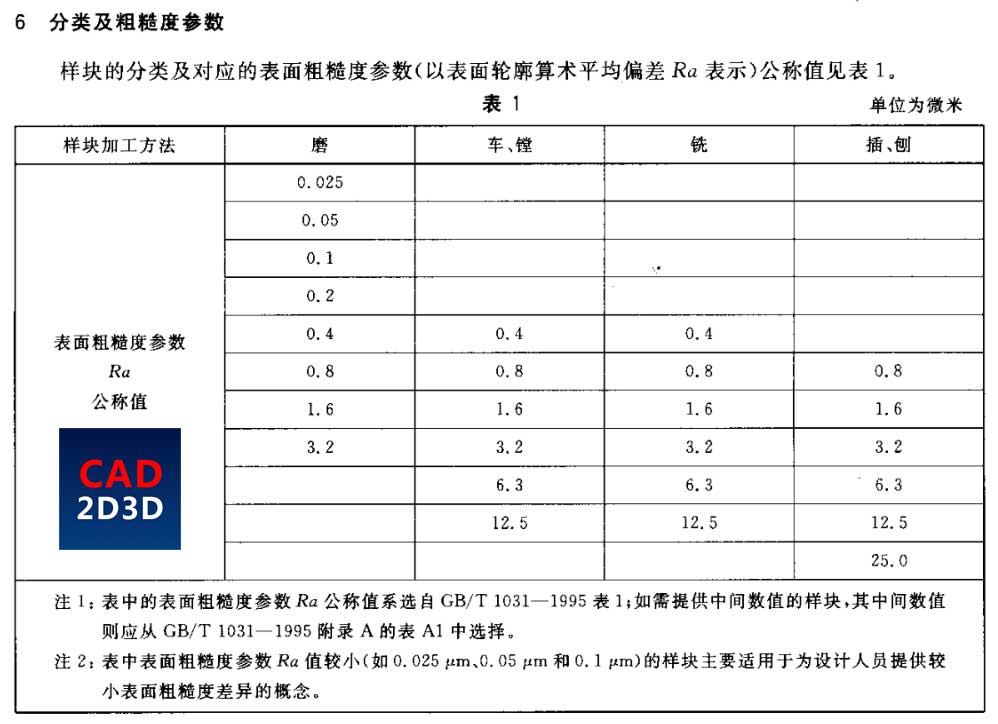
表面粗糙度比较样块标准:GB/T 6060.2-2006 表面粗糙度比较样块磨、车、镗、铣、插及刨加工表面
样块按下列方法制造:
- 用电铸法复制的表面的阳模
- 用塑料或其他材料复制的具有机械加工表面特征的阳模
- 直接用样块表征的机械加工方法制造的表面
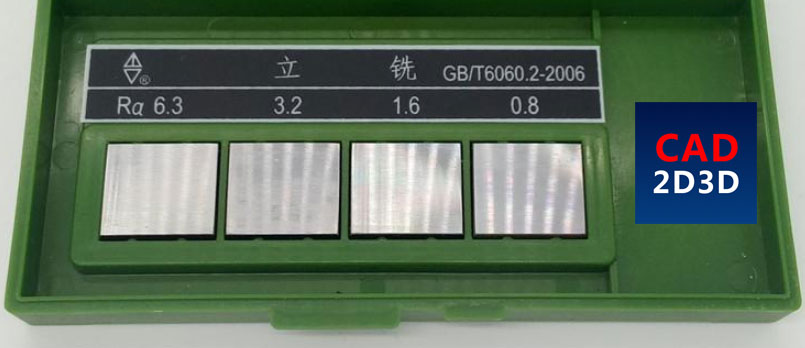
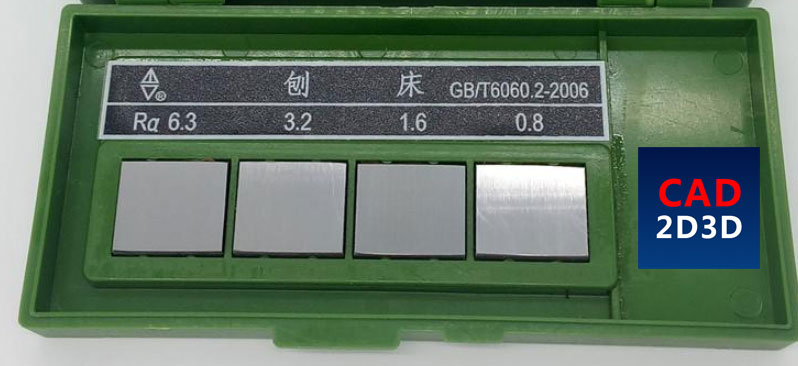
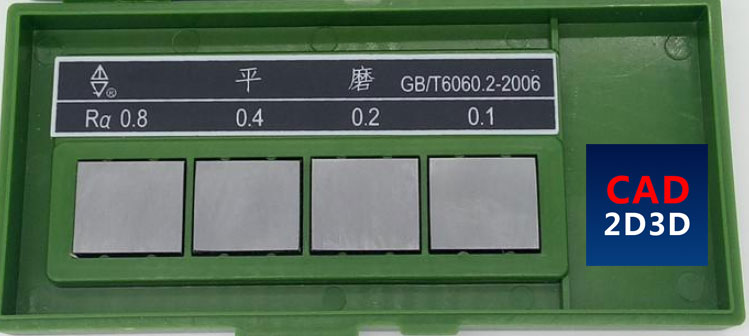
各种机加工方法所能达到的表面粗糙度值
表面粗糙度比较样块


粗糙度比较样块检验需注意事项
1. 在进行比较时,所选用的样块应和被测件的加工方法相同,样块的材料、形状、表面色泽、加工纹理等亦应和被测件一致。
判断的准则是根据工件加工痕迹的深浅来决定表面粗糙度是否符合图纸(或工艺)的要求。当被检工件表面的加工痕迹深浅程度相当或小于样块工作表面加工痕迹深度时,则被测工件的表面粗糙度一般不大于样块的标记公称值。之所以要求被测表面与样块材质、加工方法、加工纹理要相同,是因为只有满足这些要求才有可比性,才能进行比较检验。如果两者的材质、加工方法及加工纹理不同,其加工痕迹的形状、深浅就不同,反射光线的强弱、方向和手感就不同,将会引起判断误差。因此检验时,必须根据被测表面的材质、加工方法和加工纹理选择相应的粗糙度比较样块,而不能随便选用。
2.被测表面和粗糙度 比较样块的工作面要放在相同的条件下进行比较,特别是用视觉法检验时,更要注意这一点。
3.光亮度和粗糙度不能混淆,有些表面很亮,但粗糙度的数值很大,有些表面暗淡无光,而粗糙度数值却很小,有些表面很亮,其粗糙度数值也很小,检验时要区别这些情况,用视觉法检验时,更要注意。
一般粗糙度值R=3.2-12.5时,用眼睛直接观察,R=1.6-0.8用5-10倍放大镜观察,R=0.4-0.1时用比较显微镜观察可以得到比较准确的结果。触觉法检验表面粗糙度比视觉法检验简便,它不需要光线,也不需要其他工具,仅凭手抚摸即可判断出被检表面和样板工作面要放在同一温度条件下,若两者温差太大,会引起手感错觉,造成误差。
转载请注明:
文章作者: 任鸟飞 原文链接:https://www.cad2d3d.com/post-1304.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。

也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




可能感兴趣的文章
- 为什么汽轮机出口位置后要加冷凝器?后序还要再次加热,是不是多此一举?
- 差点笑掉大牙!日本一家螺钉生产企业,社长还要负责现场作业,这不就是小作坊吗?
- 我们不缺工匠,缺的是高端岗位,低端制造业只需操作工
- 家丑外扬!这一骚操作让日本神户制钢碾压99%的公司,造假不可怕,可怕的是知错能改
- 阀门流量系数(Cv)?WHAT IS VALVE FLOW COEFFICIENT (Cv)?
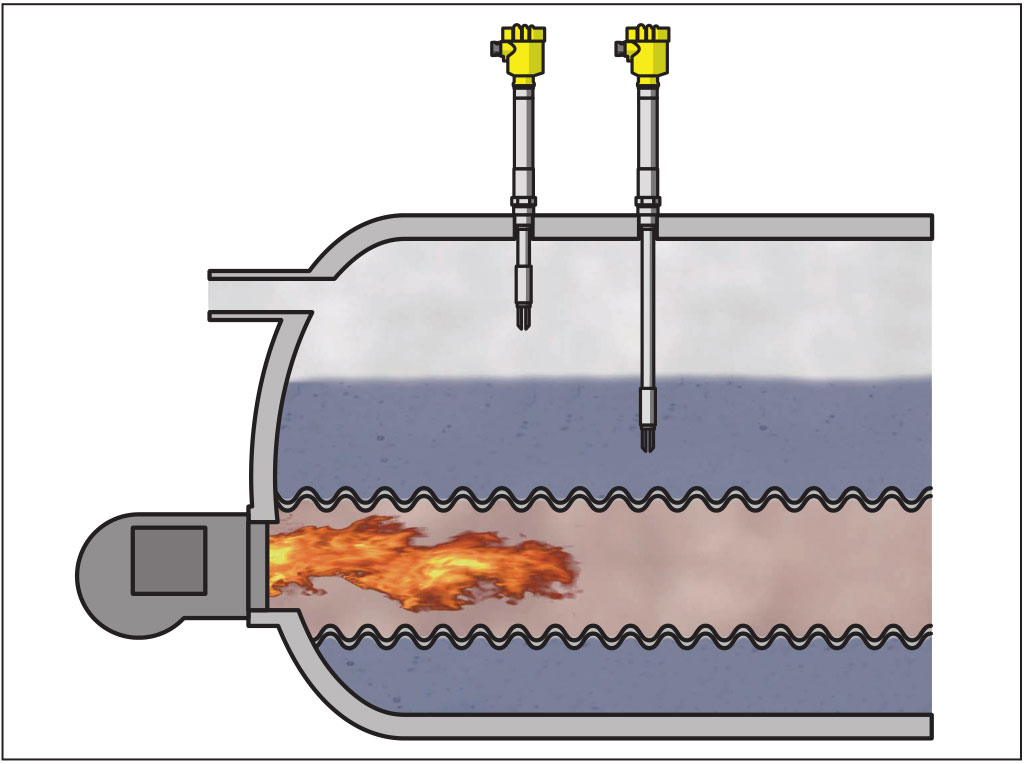 音叉振动液位计,可以测量蒸汽锅炉液位高度
音叉振动液位计,可以测量蒸汽锅炉液位高度- 3D视觉专用名词概念解释,深度图、点云图、IR图、RGB图像
- 机器人标准惯量和高惯量模式的区别联系—日本发那科FANUC 165F/210F
- 304 304L 316 316L 抗拉强度和屈服强度 ASME A321/A321M规定
- 碳素钢和合金钢(含不锈钢)的焊接坡口形式和尺寸
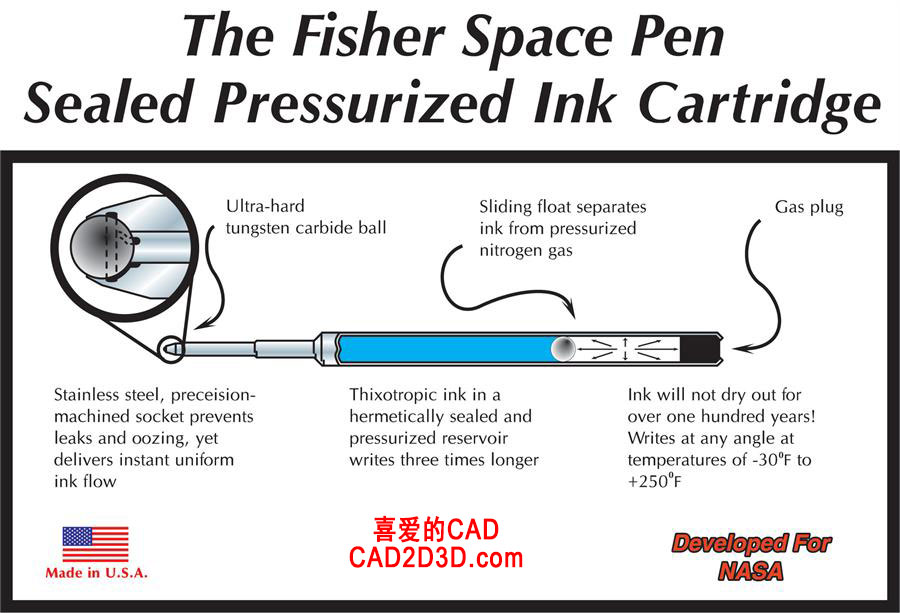 一支太空笔,美国吹了半个世纪,当我看到太空笔内部构造和原理之后,我呵呵一笑,原来这么简单
一支太空笔,美国吹了半个世纪,当我看到太空笔内部构造和原理之后,我呵呵一笑,原来这么简单
 塞焊缝、槽焊缝是什么样子的?塞焊缝、槽焊缝示意图、符号、3D示意图和实物图展示
塞焊缝、槽焊缝是什么样子的?塞焊缝、槽焊缝示意图、符号、3D示意图和实物图展示
 油漆也能实现导线绝缘?电机转子就是这么干的,认知又一次被颠覆
油漆也能实现导线绝缘?电机转子就是这么干的,认知又一次被颠覆
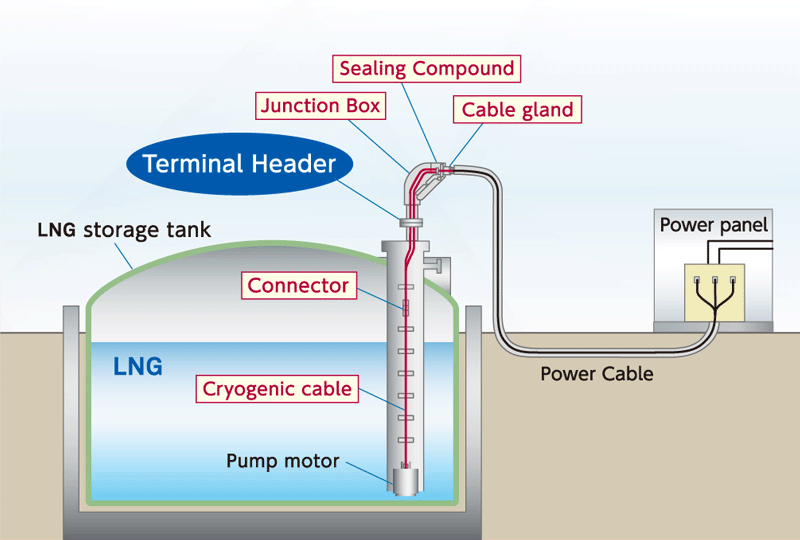 LNG罐内泵电气终端接头(接线端子)内部构造、绝缘和密封
LNG罐内泵电气终端接头(接线端子)内部构造、绝缘和密封
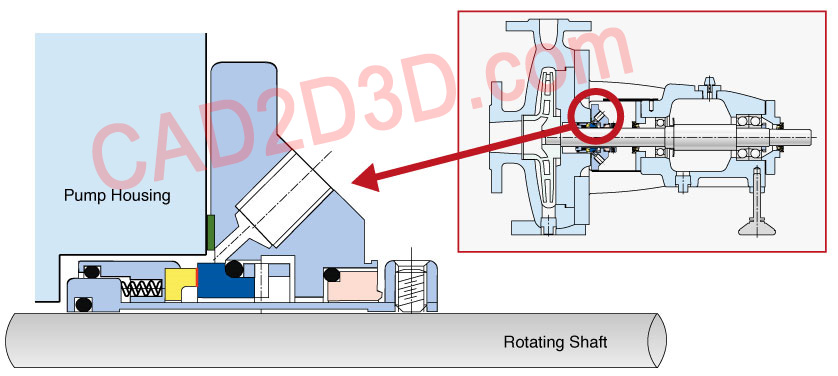 泵机械密封组成、内部构造和运行原理
泵机械密封组成、内部构造和运行原理
 减速机种类、特性及其优劣势
减速机种类、特性及其优劣势
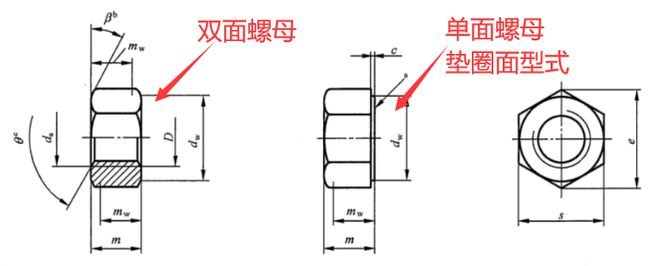 惊呆了!印度工程师居然说我们的螺母装反了,螺母还分正反面?
惊呆了!印度工程师居然说我们的螺母装反了,螺母还分正反面?
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载