
机加工自动化生产的节拍其实不是由自动化集成商负责的,而是由刀具厂家负责的,机加工节拍跟刀具息息相关,选用不同的刀具,直接影响节拍,因此专业的刀具厂计算的节拍是最准确的。
专业的事情交给专业的人做,机加工节拍计算最好也是交给刀具厂,而山特维克是全球机加工刀具行业的领导者,其计算方法值得我们学习和研究,下面分享一个山特维克内部工作人员使用的机加工节拍的计算表格。
山特维克机加工节拍计算表下载地址:见页面底部下载链接
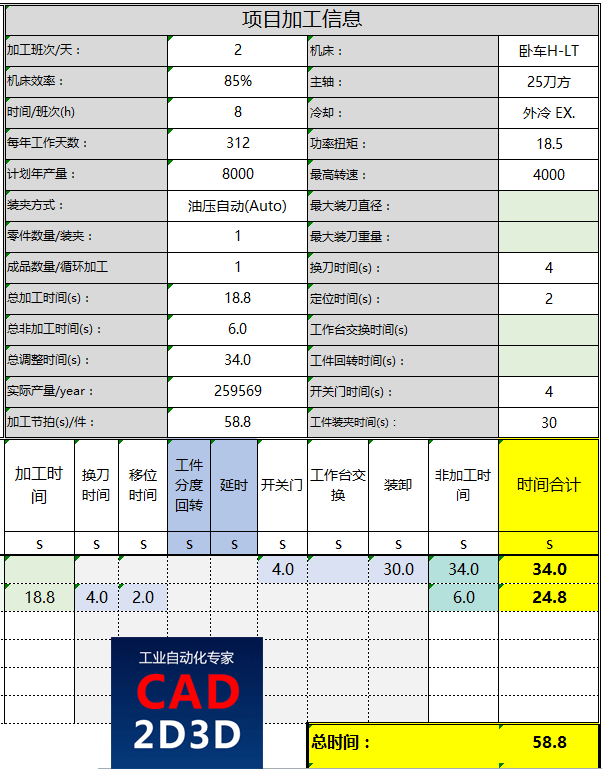
机加工节拍计算表格主要内容:
1. 前提条件参数,日可动时间、时间/班次、月可动日、月开动时间、日班次、计划年产能、材料、硬度等。
2. 机床参数,机床型号、机床效率、主轴、冷却方式、功率扭矩、最高转速、装夹方式、最大装刀直径、最大装刀量、零件数量/装夹、成品数量/循环加工、换到时间、定位时间、开关门时间等。
3. 机加工工艺参数,刀具号、刀具类型、加工类型、加工内容、内外径、恒线速/恒转速、齿数、每齿进给、工作进给、走到角度、切削长度、安全距离、加工次数、加工件数、换到时间、移位时间、工件分度回转时间、延时、工作台交换、装卸时间等
4. 根据以上参数自动计算出实际走刀时间。
实际走刀时间计算公式:
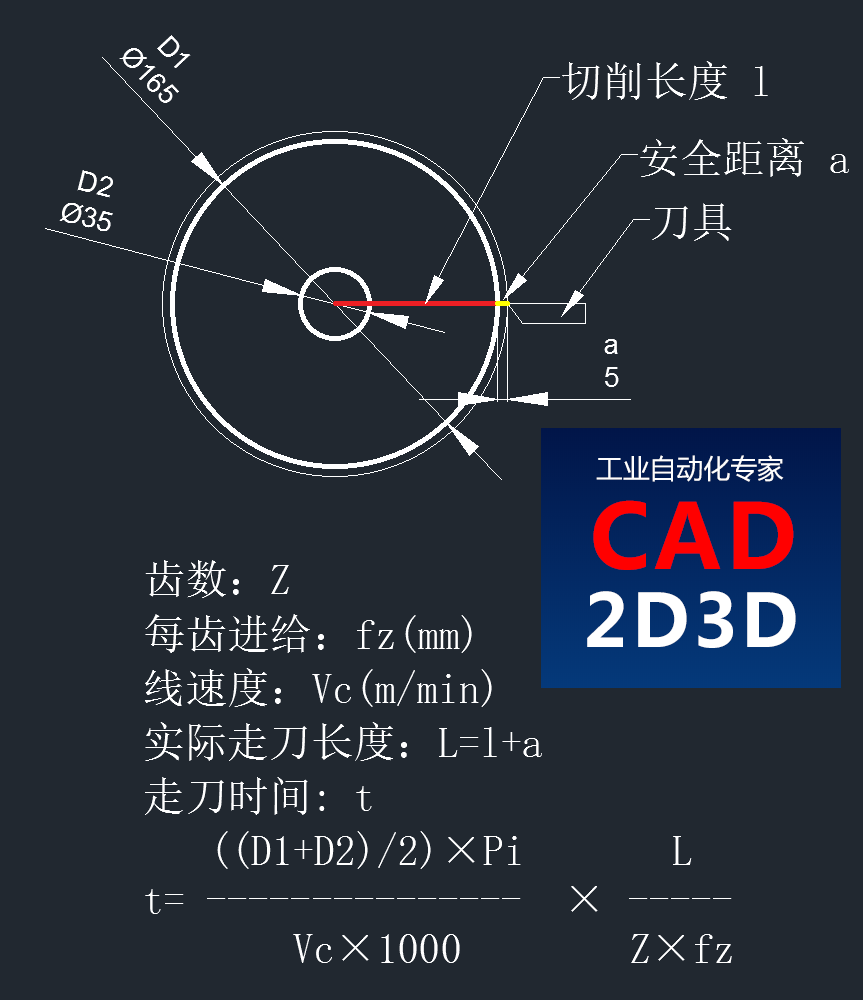
具体公式如下:
齿数:Z
每齿进给:fz(mm)
线速度:Vc(m/min)
实际走刀长度:L=l+a
走刀时间: t
((D1+D2)/2)×Pi L
t= ---------------- × -----
Vc×1000 Z×fz
根据金属切削原理,线速度是影响刀具寿命和工件表面粗糙度的重要因素,所以在编程的时候,需要考虑的是线速度是否适合,而不是考虑转速。
如果加工过程中采用恒角速度(转速不变),加工大外圆的时候线速度很高,容易造成刀具磨损。加工小外圆的时候线速度很低,造成加工效率低,还有可能引起积屑瘤,工件表面质量变差。
特别是平端面的时候,如果转速不变,加工的效果比较差。
采用恒线速度控制后,可以确保刀具的潜力得到最大程度的发挥,可以得到较为一致的表面质量。
机床编程时,可以使用指令直接限定使用线速度恒定。程序代码:G96 S(恒定的线速度值,单位:米/分钟)
留言说明
如对本文有疑问,可关注微信公众号 科技大爆炸TheBigBang 直接留言即可。
手机扫描下方二维码直接关注 科技大爆炸TheBigBang。

也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com
转载请注明:
文章作者:尚延伟 原文链接:https://www.cad2d3d.com/post-1365.html



 减速机种类、特性及其优劣势
减速机种类、特性及其优劣势
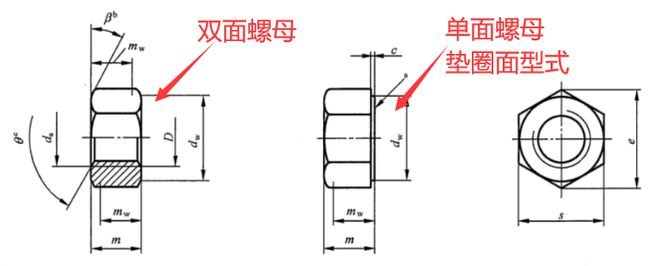 惊呆了!印度工程师居然说我们的螺母装反了,螺母还分正反面?
惊呆了!印度工程师居然说我们的螺母装反了,螺母还分正反面?
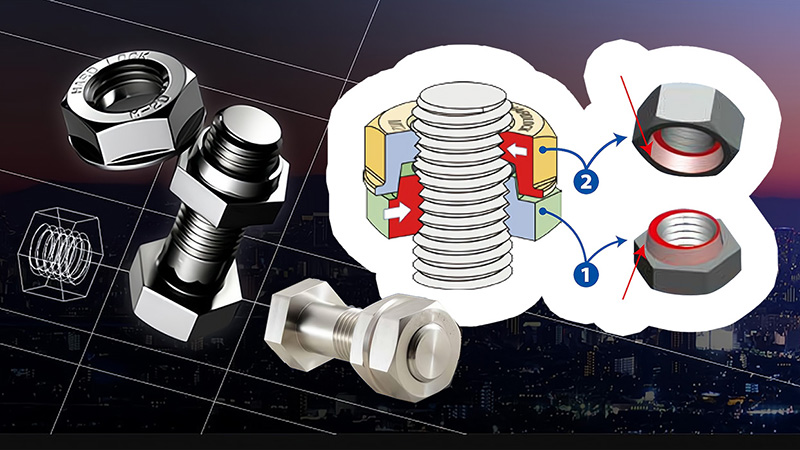 日本永不松动螺母构造和原理,价格是国内普通螺母42倍
日本永不松动螺母构造和原理,价格是国内普通螺母42倍
 看到这样的手爪设计,我隐约有点担心,机械设计切忌能用就行
看到这样的手爪设计,我隐约有点担心,机械设计切忌能用就行
 轴和孔不一定是圆柱形的,也可以是方形、三角形或其他形状
轴和孔不一定是圆柱形的,也可以是方形、三角形或其他形状
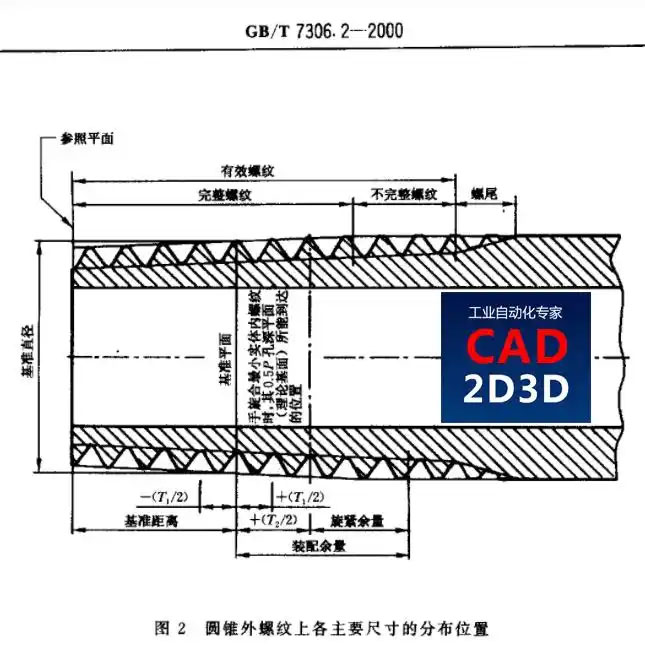 圆锥管螺纹的基准平面是什么?看完标准更懵圈,学习只能靠悟性!
圆锥管螺纹的基准平面是什么?看完标准更懵圈,学习只能靠悟性!
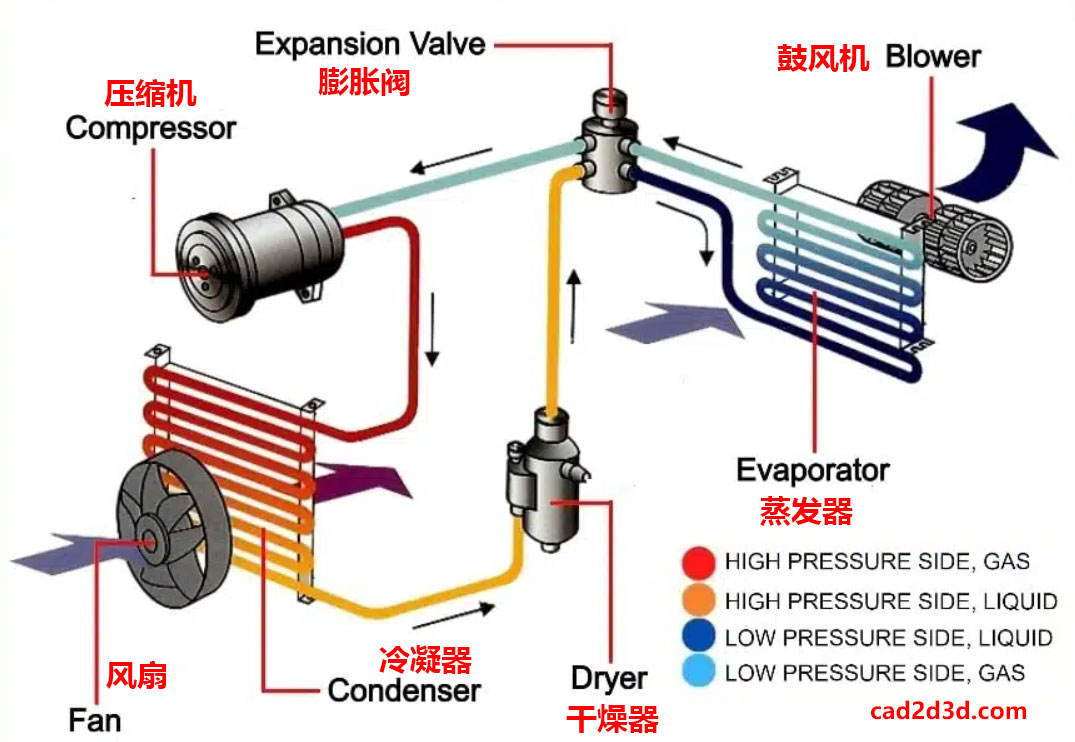 图解空调的内部构造和组成,图文并茂一看就懂
图解空调的内部构造和组成,图文并茂一看就懂
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 1.3万套机械设备3D模型 机械工程师必备 2025年持续更新中
1.3万套机械设备3D模型 机械工程师必备 2025年持续更新中 AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 科技从一颗螺丝钉开始,看似简单的螺丝钉,可惜有几个人用对了?
科技从一颗螺丝钉开始,看似简单的螺丝钉,可惜有几个人用对了? 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载