
 数控刀杆95度外圆车刀MCLNR2020K12/2525M12/3232P16机加工车刀杆
数控刀杆95度外圆车刀MCLNR2020K12/2525M12/3232P16机加工车刀杆  塑钢焊机刀具无缝焊接机配刀压钳断桥铝合金塑料门窗加工设备配件
塑钢焊机刀具无缝焊接机配刀压钳断桥铝合金塑料门窗加工设备配件  小镗刀CG0d5RS-10B TF15 VP15TF数控刀具 数控车牀凸轮机加工刀具
小镗刀CG0d5RS-10B TF15 VP15TF数控刀具 数控车牀凸轮机加工刀具 机加工自动化生产的节拍其实不是由自动化集成商负责的,而是由刀具厂家负责的,机加工节拍跟刀具息息相关,选用不同的刀具,直接影响节拍,因此专业的刀具厂计算的节拍是最准确的。
专业的事情交给专业的人做,机加工节拍计算最好也是交给刀具厂,而山特维克是全球机加工刀具行业的领导者,其计算方法值得我们学习和研究,下面分享一个山特维克内部工作人员使用的机加工节拍的计算表格。
山特维克机加工节拍计算表下载地址:见页面底部下载链接
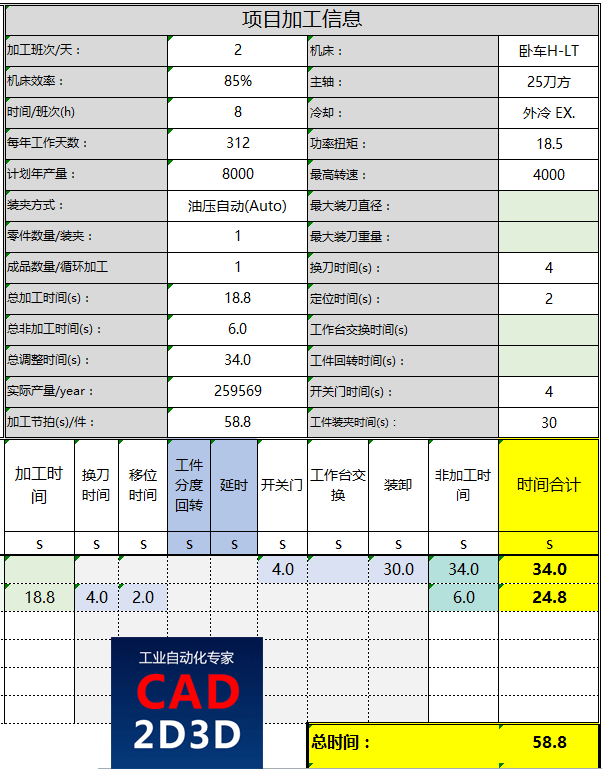
机加工节拍计算表格主要内容:
1. 前提条件参数,日可动时间、时间/班次、月可动日、月开动时间、日班次、计划年产能、材料、硬度等。
2. 机床参数,机床型号、机床效率、主轴、冷却方式、功率扭矩、最高转速、装夹方式、最大装刀直径、最大装刀量、零件数量/装夹、成品数量/循环加工、换到时间、定位时间、开关门时间等。
3. 机加工工艺参数,刀具号、刀具类型、加工类型、加工内容、内外径、恒线速/恒转速、齿数、每齿进给、工作进给、走到角度、切削长度、安全距离、加工次数、加工件数、换到时间、移位时间、工件分度回转时间、延时、工作台交换、装卸时间等
4. 根据以上参数自动计算出实际走刀时间。
实际走刀时间计算公式:
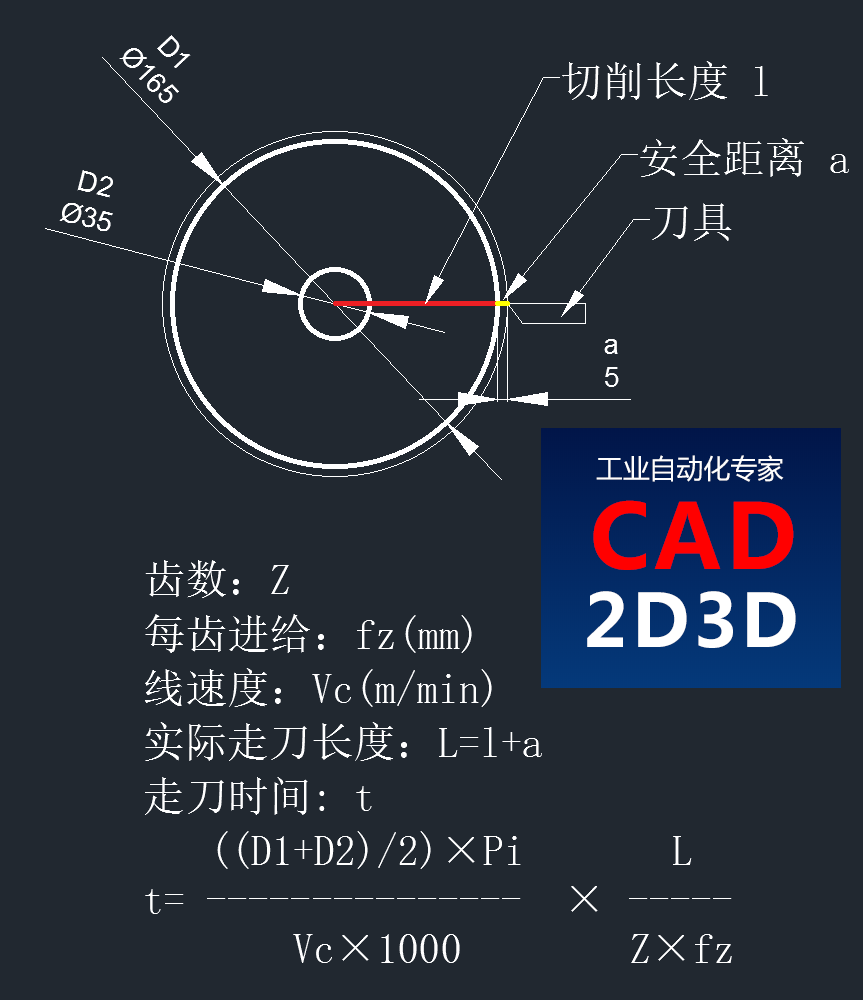
具体公式如下:
齿数:Z
每齿进给:fz(mm)
线速度:Vc(m/min)
实际走刀长度:L=l+a
走刀时间: t
((D1+D2)/2)×Pi L
t= ---------------- × -----
Vc×1000 Z×fz
根据金属切削原理,线速度是影响刀具寿命和工件表面粗糙度的重要因素,所以在编程的时候,需要考虑的是线速度是否适合,而不是考虑转速。
如果加工过程中采用恒角速度(转速不变),加工大外圆的时候线速度很高,容易造成刀具磨损。加工小外圆的时候线速度很低,造成加工效率低,还有可能引起积屑瘤,工件表面质量变差。
特别是平端面的时候,如果转速不变,加工的效果比较差。
采用恒线速度控制后,可以确保刀具的潜力得到最大程度的发挥,可以得到较为一致的表面质量。
机床编程时,可以使用指令直接限定使用线速度恒定。程序代码:G96 S(恒定的线速度值,单位:米/分钟)
转载请注明:
文章作者: 尚延伟 原文链接:https://www.cad2d3d.com/post-1365.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。

也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




可能感兴趣的文章
 比起到处画饼的人形机器人,晋亿螺丝这样的实在公司才该被追捧
比起到处画饼的人形机器人,晋亿螺丝这样的实在公司才该被追捧 崇洋媚外?国内一公司的伙伴/客户清单清一色国外顶尖院校和公司,是不是蹭人家热度?难道我们不值一提?
崇洋媚外?国内一公司的伙伴/客户清单清一色国外顶尖院校和公司,是不是蹭人家热度?难道我们不值一提?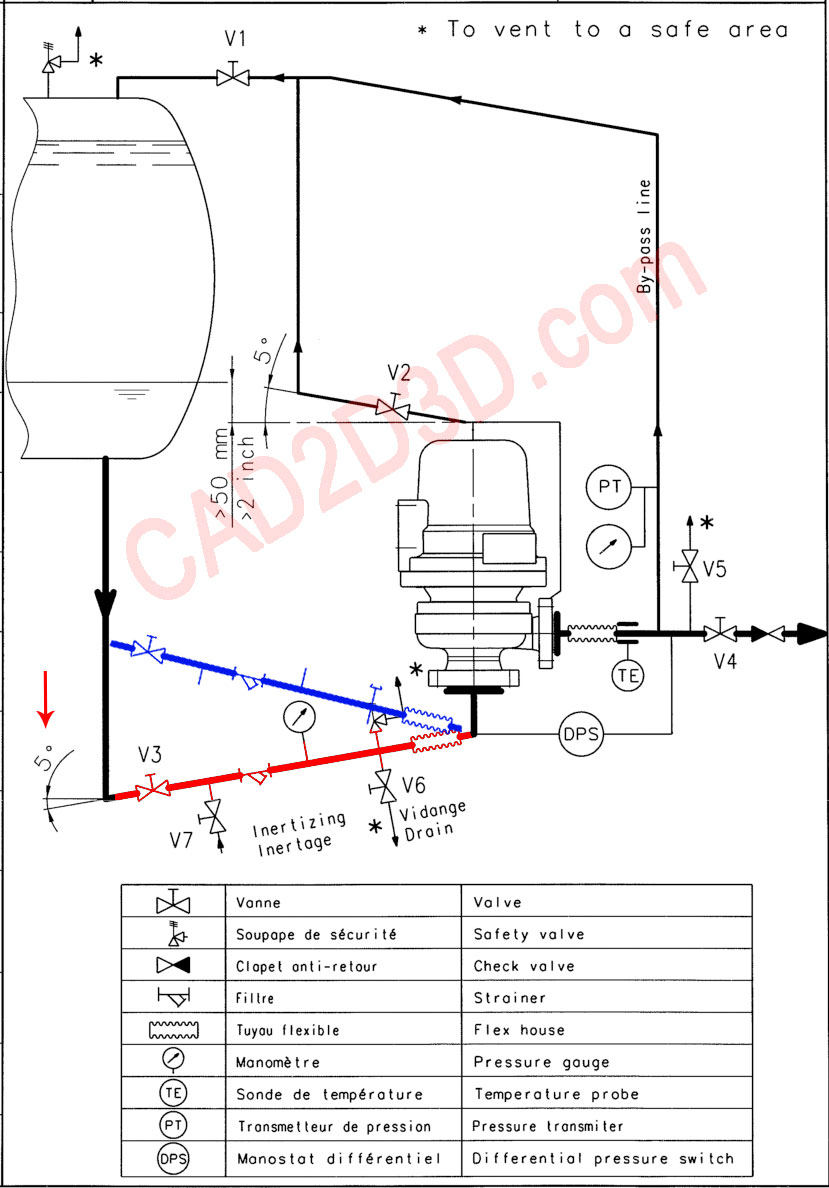 离心泵吸入口管道向上还是向下倾斜?看完法国低温之星离心泵技术要求之后更糊涂了
离心泵吸入口管道向上还是向下倾斜?看完法国低温之星离心泵技术要求之后更糊涂了- 很多国产软件明明不行,但为何大行其道,归根到底是无知用户太多
- 日本标准居然是大学老师编写,而我们大多是生产厂家编写,大学老师和生产厂家哪个更厉害?
- 国内机器人厂家为什么不生产并联机器人?是看不上还是生产能力达不到?
- 中国与国外材料标准及牌号对照表,工业管道材料国标 GBT20801.2-2020
 柔性关节手爪,不规则成袋土豆自动抓取,国外技术应用领先一步
柔性关节手爪,不规则成袋土豆自动抓取,国外技术应用领先一步 瑞典洛帝牢(NORD-LOCK)官网,专业的防松垫圈、螺母制造商
瑞典洛帝牢(NORD-LOCK)官网,专业的防松垫圈、螺母制造商- 为什么喜欢用国外的教材,特别是美国、日本的教材?我们不光在技术方面落后,我们的教材跟人家的差距同样很大。
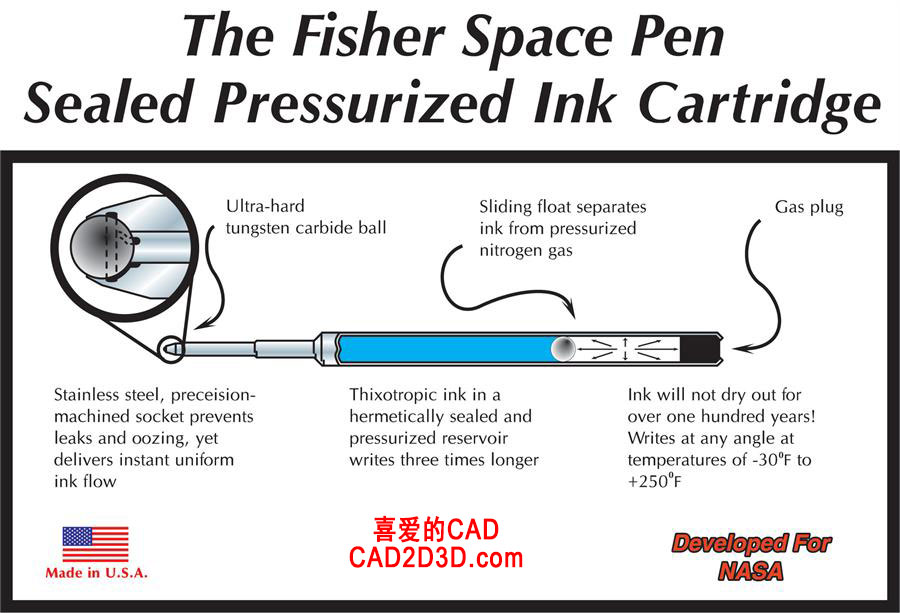 一支太空笔,美国吹了半个世纪,当我看到太空笔内部构造和原理之后,我呵呵一笑,原来这么简单
一支太空笔,美国吹了半个世纪,当我看到太空笔内部构造和原理之后,我呵呵一笑,原来这么简单
 塞焊缝、槽焊缝是什么样子的?塞焊缝、槽焊缝示意图、符号、3D示意图和实物图展示
塞焊缝、槽焊缝是什么样子的?塞焊缝、槽焊缝示意图、符号、3D示意图和实物图展示
 油漆也能实现导线绝缘?电机转子就是这么干的,认知又一次被颠覆
油漆也能实现导线绝缘?电机转子就是这么干的,认知又一次被颠覆
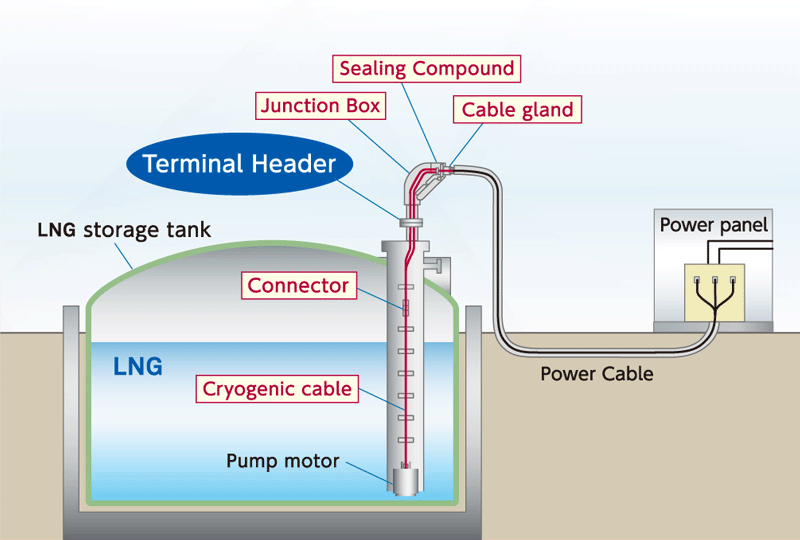 LNG罐内泵电气终端接头(接线端子)内部构造、绝缘和密封
LNG罐内泵电气终端接头(接线端子)内部构造、绝缘和密封
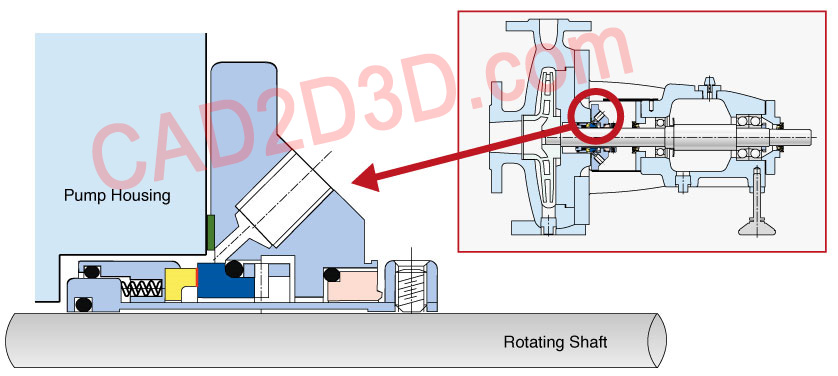 泵机械密封组成、内部构造和运行原理
泵机械密封组成、内部构造和运行原理
 减速机种类、特性及其优劣势
减速机种类、特性及其优劣势
 惊呆了!印度工程师居然说我们的螺母装反了,螺母还分正反面?
惊呆了!印度工程师居然说我们的螺母装反了,螺母还分正反面?
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载