
 虞书欣同款ubras洛可可蕾丝内衣法式性感纯欲小胸聚拢文胸罩套装
虞书欣同款ubras洛可可蕾丝内衣法式性感纯欲小胸聚拢文胸罩套装  虞书欣同款ubras小花瓣杯内衣薄款小胸聚拢性感纯欲无痕文胸罩女
虞书欣同款ubras小花瓣杯内衣薄款小胸聚拢性感纯欲无痕文胸罩女  直降208|维密格蕾丝LOGO肩带文胸纯欲蕾丝法式吊带美背小胸内衣女
直降208|维密格蕾丝LOGO肩带文胸纯欲蕾丝法式吊带美背小胸内衣女 液压刀柄原理是利用两个气胀轴的同心圆筒,封住两端组成一个圆筒形的空腔,用液压油把圆筒的其中一个给充满,并且对油液进行施加一定的压力,这个压力就会用相等的数值传到油腔的每一个部位。这两个同心的圆筒的外筒壁较薄,受到压力后,就会向外膨胀,根据这个变形的薄壁,就可以实现对内孔的胀紧夹持和对外径的胀紧夹持。这个时候的薄壁其实是每一处都均匀着承受着油压,因此对零件的内孔和外径进行涨紧后,它的夹持精度就会非常高, 液压刀柄就是根据这个原理开发出来,并成功地应用到数控机械加工制造行业。
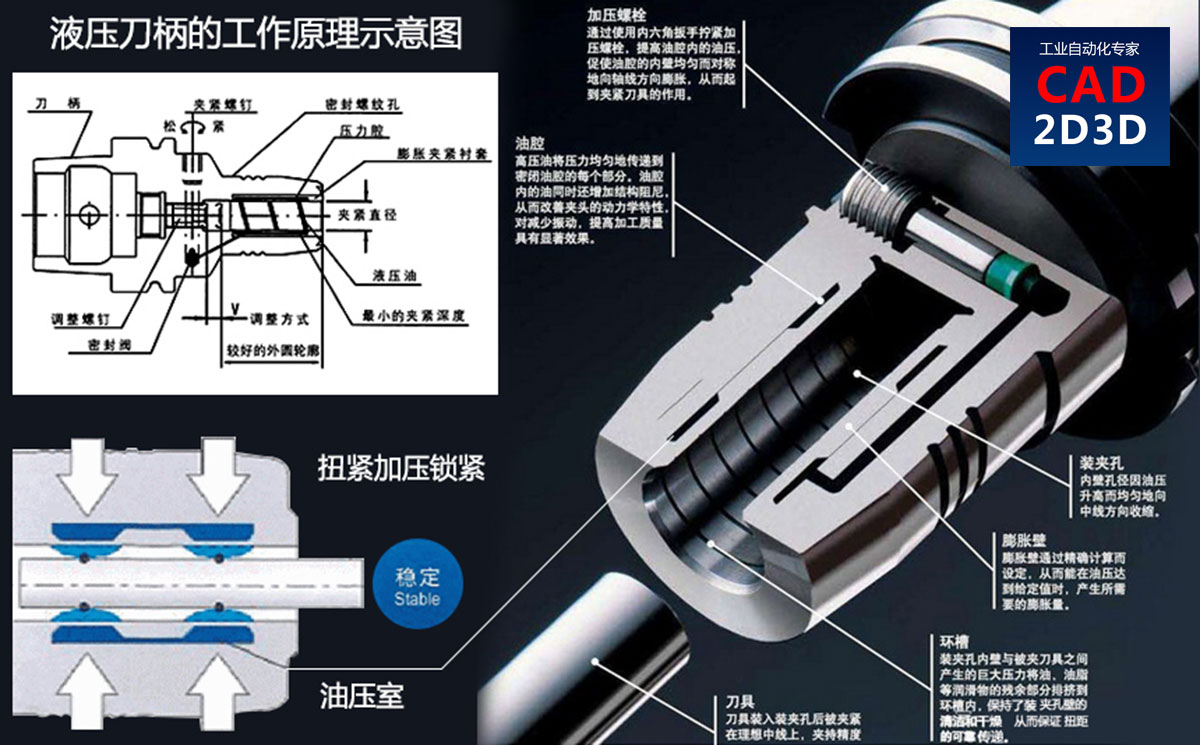
液压刀柄主要由
液压刀柄的使用方法及注意事项:油压室、加压螺栓、油腔、膨胀壁,装夹孔、环槽等组成。
加压螺栓:通过使用内六角扳手拧紧加压所患,提高油腔内的油压,促使油腔的内壁均匀而对称地向轴线方向膨胀,从而起到夹紧刀具的作用。
油腔:高压油将压力均匀地传递到密闭油腔的每个部分,油腔内的油同事还增加结构阻尼,从而改善夹头的动力学特性,对减少振动,提高加工质量具有显著效果。
膨胀壁:膨胀壁通过精确计算而设定,从而能在油压达到给定值时,产生所需要的膨胀量。
环槽:装夹孔内壁与被夹刀具之间产生的巨大压力将油、油脂等润滑物的残余部分排挤到环槽内,保持了装夹孔壁的清洁和干燥,从而保证扭矩的可靠传递。
装夹孔:内壁孔径因油压升高而均匀地向中心线防线收缩。
1,锁紧液压刀柄时请将锁紧螺丝锁到底,但切记在未插入刀具前请勿空锁螺丝。(人工锁紧螺丝时请锁至螺丝自然停止,此时液压刀柄的夹持力最佳,空锁螺丝会导致刀具无法插入,刀柄漏油以及精度下降等问题)
2,装刀具时,请把刀具插入液压刀柄底部紧密贴紧。因加工深度不同而无法密切贴紧时,请使用液压筒夹,未使用筒夹时,请不要超过刀柄内径下端8MM以上距离。(小于8MM以上时,会导致刀柄内径缩小及变形)
3,插入切削工具时,请先清除刀柄内径及切削刀具的湿气和油渍。(液态异物可能会导致加工时刀具脱落)
4,禁止拧开液压刀柄上已封闭螺丝。(如拧开液压刀柄上封闭螺丝会导致漏油及刀柄不能正常使用。)工作过程中如出现刀柄螺丝破损或无液压等情况,请勿私自分解或插入其他异物,应立即与购买处联系。液压刀柄适用刀具:铣刀,钻头,铰刀等高精密刀具。(请不要将液压刀柄用于粗加工)
参考文献:http://www.jinghuashukong.com/baike/yuanli/45.html
未完待续 ~
输入暗号阅读全文
暗号:
暗号获取方式
关注微信公众号 喜爱的CAD,私信回复以下关键字:
1764暗号
即可自动获取暗号,输入的候别忘记数字后面的暗号两个字。
手机扫描下方二维码快速关注公众号 喜爱的CAD ↓↓↓

转载请注明:
文章作者: 尚延伟 原文链接:https://www.cad2d3d.com/post-1764.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。
也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




 惊!电气工程师一年出差250天,每年多赚25000元,这工作是向往还是逃离?
惊!电气工程师一年出差250天,每年多赚25000元,这工作是向往还是逃离? 台钻内部构造及零部件组成,零部件名称中英文对照,一张图胜过千言万语
台钻内部构造及零部件组成,零部件名称中英文对照,一张图胜过千言万语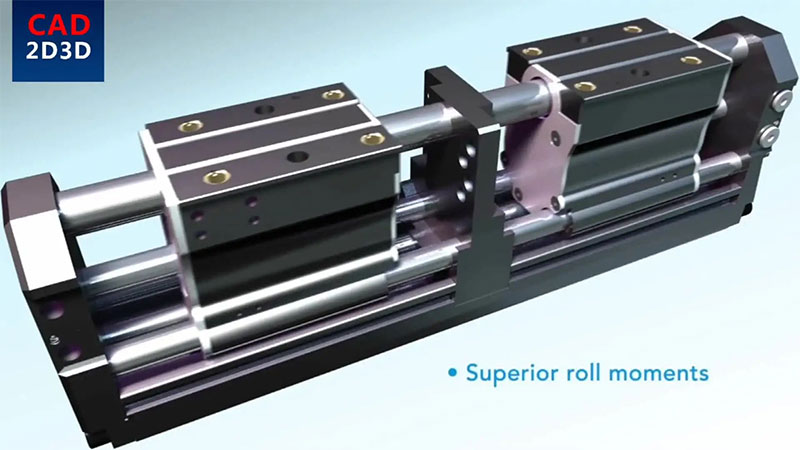 美国制造大行程平行开合气动手爪,驱动和同步装置非同寻常
美国制造大行程平行开合气动手爪,驱动和同步装置非同寻常 日本不二缓冲器规格书,缓冲器的种类及选型计算方法
日本不二缓冲器规格书,缓冲器的种类及选型计算方法
 钢丝绳还能减震缓冲?日本都把它做成标准产品了,而我才第一次见
钢丝绳还能减震缓冲?日本都把它做成标准产品了,而我才第一次见
 女司机爽了,丰田车新增螃蟹行走模式,可横行霸道
女司机爽了,丰田车新增螃蟹行走模式,可横行霸道
 滚针凸轮导向器,作为凸轮机构和直线运动的导向使用
滚针凸轮导向器,作为凸轮机构和直线运动的导向使用
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载