
 Z轴对刀仪 Z轴设定器 带表式对刀仪 CNC对刀仪 对刀器 ZDI-50A
Z轴对刀仪 Z轴设定器 带表式对刀仪 CNC对刀仪 对刀器 ZDI-50A  z轴设定器 带表对刀仪 cnc对刀仪 Z轴对刀器 数显式 光电式对刀仪
z轴设定器 带表对刀仪 cnc对刀仪 Z轴对刀器 数显式 光电式对刀仪  无磁分中棒高精度陶瓷寻边器对刀仪数控加工中心铣床分钟对刀棒
无磁分中棒高精度陶瓷寻边器对刀仪数控加工中心铣床分钟对刀棒 1 对刀仪概述
在工件的加工过程中,工件装卸、刀具调整等辅助时间,占加工周期中相当大的比例,其中刀具的调整既费时费力,又不易准确,最后还需要试切。统计资料表明,一个工件的加工,纯机动时间大约只占总时间的55%,装夹和对刀等辅助时间占45%。因此,对刀仪便显示出极大的优越性。

通过对刀,可在开始切削之前测量刀具尺寸(刀长和直径)并在机床运行期间检查刀具破损情况。
对刀仪的核心部件是由一个高精度的开关(测头),由接触式和非接触式两种方式。
接触是对刀仪是由一个高硬度、高耐磨的硬质合金四面体(对刀探针)和一个信号传输接口器组成(其他件略)。四面体探针是用于与刀具进行接触,并通过安装在其下的挠性支撑杆,把力传至高精度开关,开关所发出的通、断信号,通过信号传输接口器,传输到数控系统中进行刀具方向识别、运算、补偿、存取等。
2 对刀仪的工作原理
1.机床各直线运动轴返回各自的机械参考点之后,机床坐标系和对刀仪固定坐标之间的相对位置关系就建立起了具体的数值。
2.不论是使用自动编程控制,还是手动控制方式操作对刀仪,当移动刀具沿所选定的某个轴,使刀尖(或动力回转刀具的外径)靠向且触动对刀仪上四面探针的对应平面,并通过挠性支撑杆摆动触发了高精度开关传感器后,开关会立即通知系统锁定该进给轴的运动。因为数控系统是把这一信号作为高级信号来处理,所以动作的控制会极为迅速、准确。
3.由于数控机床直线进给轴上均装有进行位置环反馈的脉冲编码器,数控系统中也有记忆该进给轴实际位置的计数器。此时,系统只要读出该轴停止的准确位置,通过机床、对刀仪两者之间相对关系的自动换算,即可确定该轴刀具的刀尖(或直径)的初始刀具偏置值了。换一个角度说,如把它放到机床坐标系中来衡量,即相当于确定了机床参考点距机床坐标系零点的距离,与该刀具测量点距机床坐标系零点的距离及两者之间的实际偏差值。
4.不论是工件切削后产生的刀具磨损、还是丝杠热伸长后出现的刀尖变动量,只要再进行一次对刀操作,数控系统就会自动把测得的新的刀具偏置值与其初始刀具偏置值进行比较计算,并将需要进行补偿的误差值自动补入刀补存储区中。当然,如果换了新的刀具,再对其重新进行对刀,所获得的偏置值就应该是该刀具新的初始刀具偏置值了。
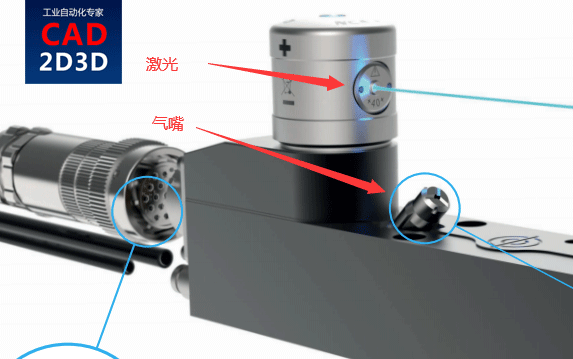
3 非接触对刀仪NC4结构组成
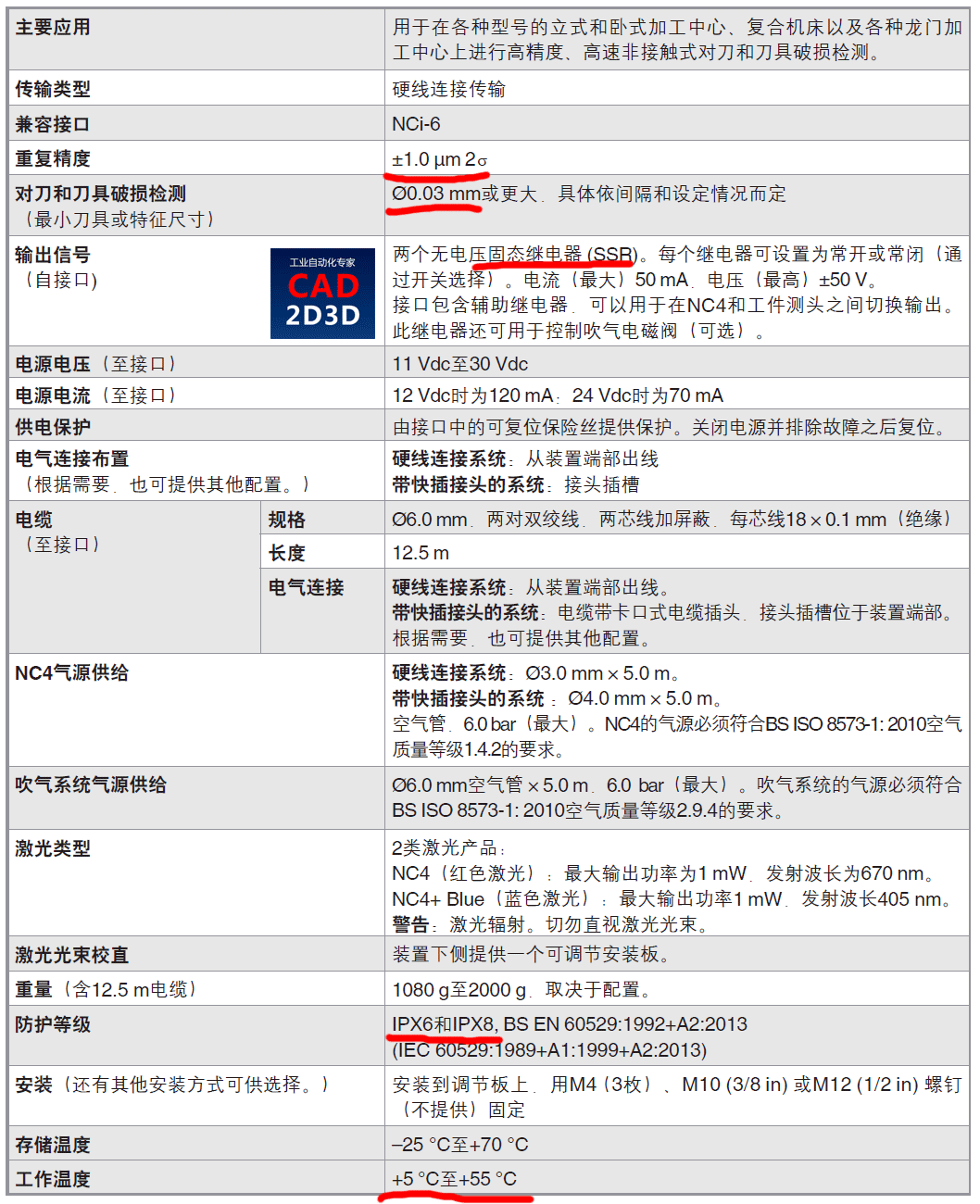
4 非接触对刀仪NC4(雷尼绍)技术参数
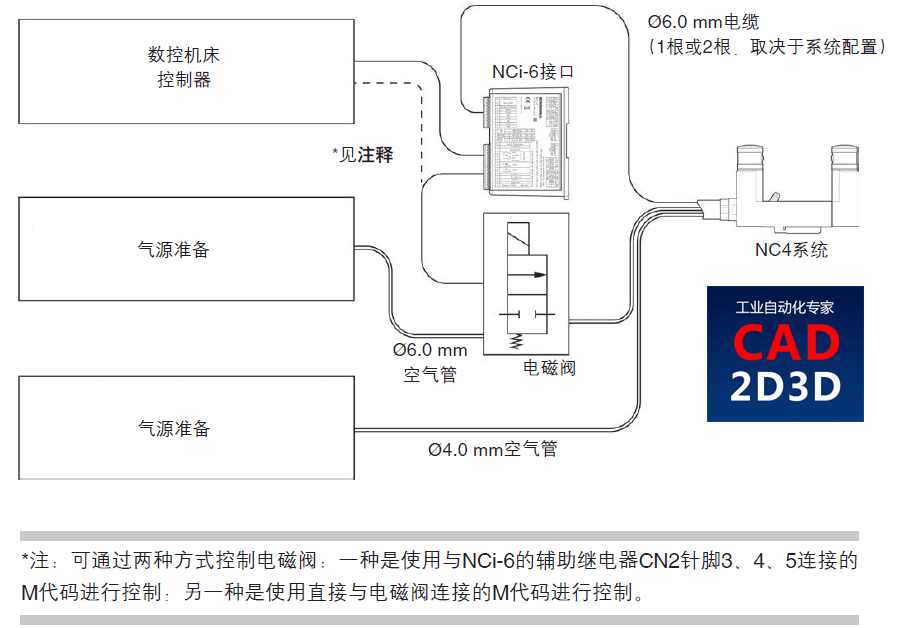
5 电路气路连接图
参考文献:雷尼绍
未完待续 ~
输入暗号阅读全文
暗号:
暗号获取方式
关注微信公众号 喜爱的CAD,私信回复以下关键字:
1346暗号
即可自动获取暗号,输入的候别忘记数字后面的暗号两个字。
手机扫描下方二维码快速关注公众号 喜爱的CAD ↓↓↓

转载请注明:
文章作者: 尚延伟 原文链接:https://www.cad2d3d.com/post-1346.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。
也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




 油漆也能实现导线绝缘?电机转子就是这么干的,认知又一次被颠覆
油漆也能实现导线绝缘?电机转子就是这么干的,认知又一次被颠覆 看俄罗斯的图纸,真是一种享受!没想到战斗民族也有精致细腻的一面
看俄罗斯的图纸,真是一种享受!没想到战斗民族也有精致细腻的一面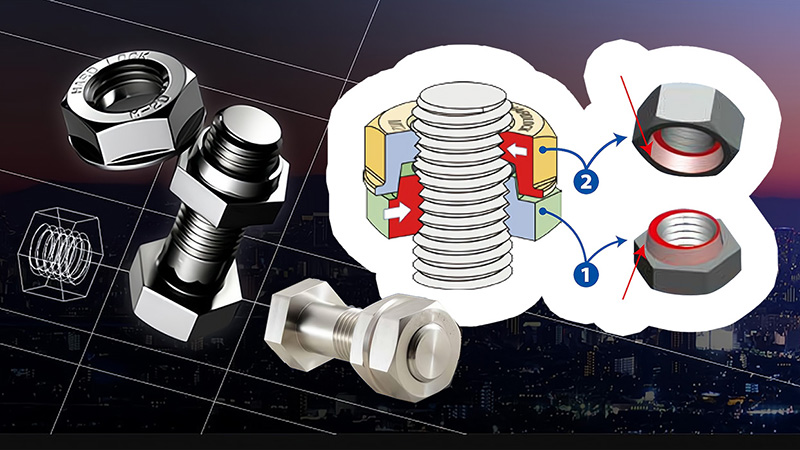 日本永不松动螺母构造和原理,价格是国内普通螺母42倍
日本永不松动螺母构造和原理,价格是国内普通螺母42倍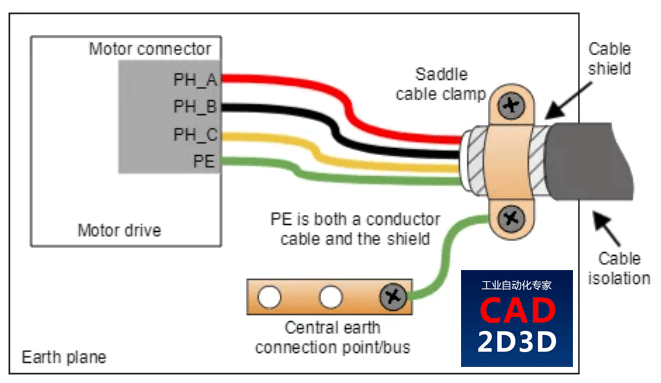 德国工程师来了,说我们机器人地线接错了
德国工程师来了,说我们机器人地线接错了 滚针凸轮导向器,作为凸轮机构和直线运动的导向使用
滚针凸轮导向器,作为凸轮机构和直线运动的导向使用 日本不二缓冲器规格书,缓冲器的种类及选型计算方法
日本不二缓冲器规格书,缓冲器的种类及选型计算方法
 钢丝绳还能减震缓冲?日本都把它做成标准产品了,而我才第一次见
钢丝绳还能减震缓冲?日本都把它做成标准产品了,而我才第一次见
 女司机爽了,丰田车新增螃蟹行走模式,可横行霸道
女司机爽了,丰田车新增螃蟹行走模式,可横行霸道
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载