
 ousph【现货3折】黑色修身显瘦挂脖连衣裙女纯欲性感露背包臀短裙
ousph【现货3折】黑色修身显瘦挂脖连衣裙女纯欲性感露背包臀短裙  MULVAN 纯欲少女 方领自带胸垫吊带上衣女设计感褶皱修身短款背心
MULVAN 纯欲少女 方领自带胸垫吊带上衣女设计感褶皱修身短款背心  6IXTY8IGHT 小胸聚拢显大内衣性感纯欲蕾丝女无钢圈文胸罩防下垂
6IXTY8IGHT 小胸聚拢显大内衣性感纯欲蕾丝女无钢圈文胸罩防下垂 1 项目需求
高速轴制动器自动化打磨及装配,采用机器人实现自动化。
1)客户装配的产品
①名称:BSS-3000高速轴制动器 ;②重量:160kg;③外形尺寸:500×392×350 单位(mm)
2)功能要求
完成BSS-3000高速轴制动器上下钳打磨、回丝等相关工序,并完成产品的装配相关工序。
3)客户现有的设备名称及设备要求
立式数控车床及其附属设备,托盘若干,上料装置及其附属设备。
2 总体方案
2.1 总体系统的布局示意图
高速轴制动器自动化打磨及装配项目工作站共分为3个单元,分别为加工单元、装配单元以及装箱单元。其中加工单元主要工序为清洗及打磨(油污、灰尘、喷涂毛刺、锈迹)、除尘、清理螺纹孔清理;装配单元主要工序为装配调节弹簧组件、装配挡块、装配堵头、装配活塞、定位底座和导柱、装配工具套、装配下钳、装配上钳、装配导向柱压盖、安装6条连接螺栓、打力矩;装箱单元主要工序为装配堵头、装配名牌、装配吊耳以及产品装箱。其中装密封圈和防尘圈、检查与检验、补充机器人加工单位操作工序、耐压试验——清擦表面——补漆、各零件的上下料等均由工人完成。
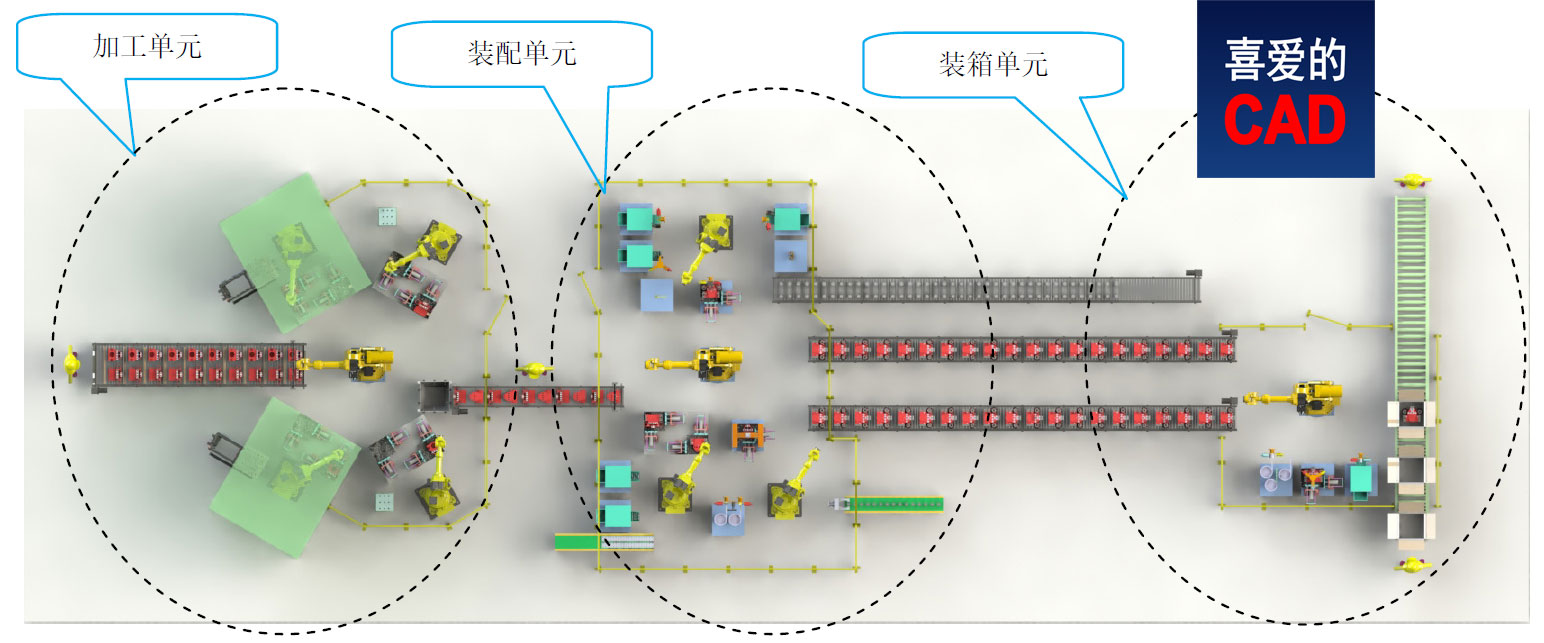
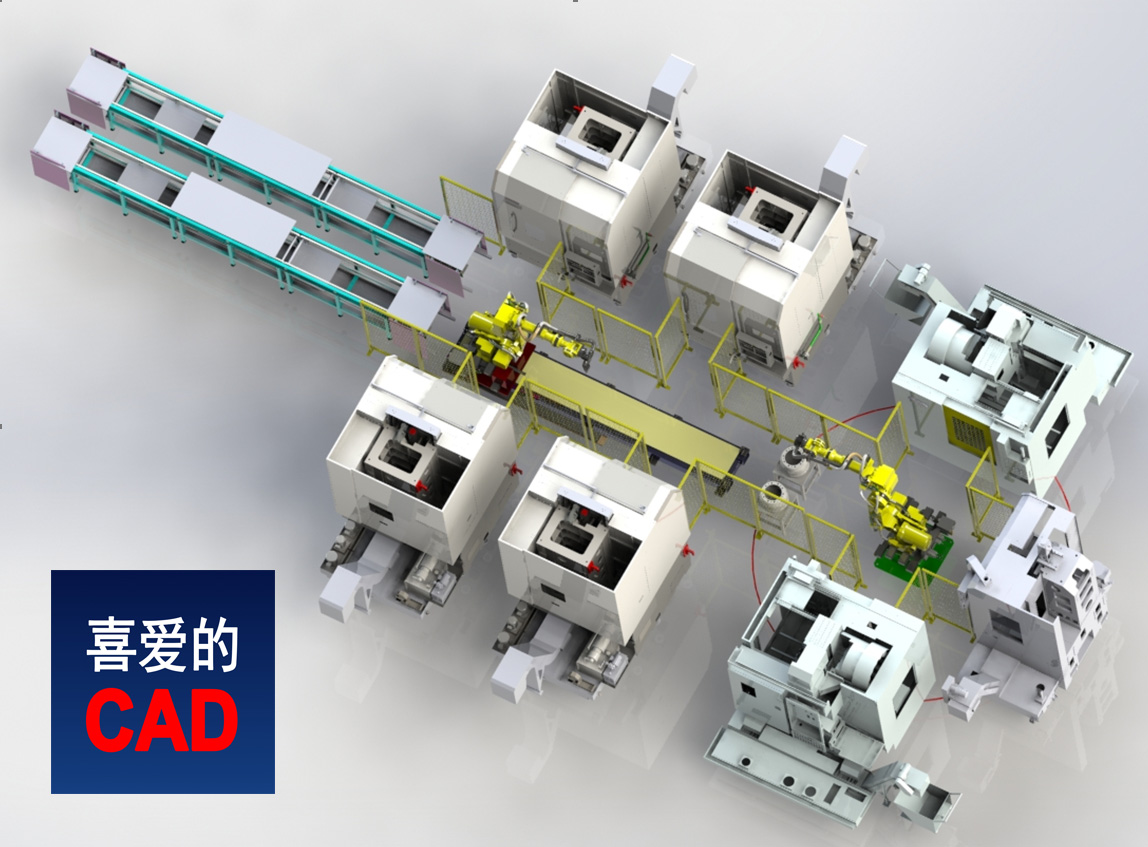
图1 速轴制动器自动化打磨及装配总体布局图
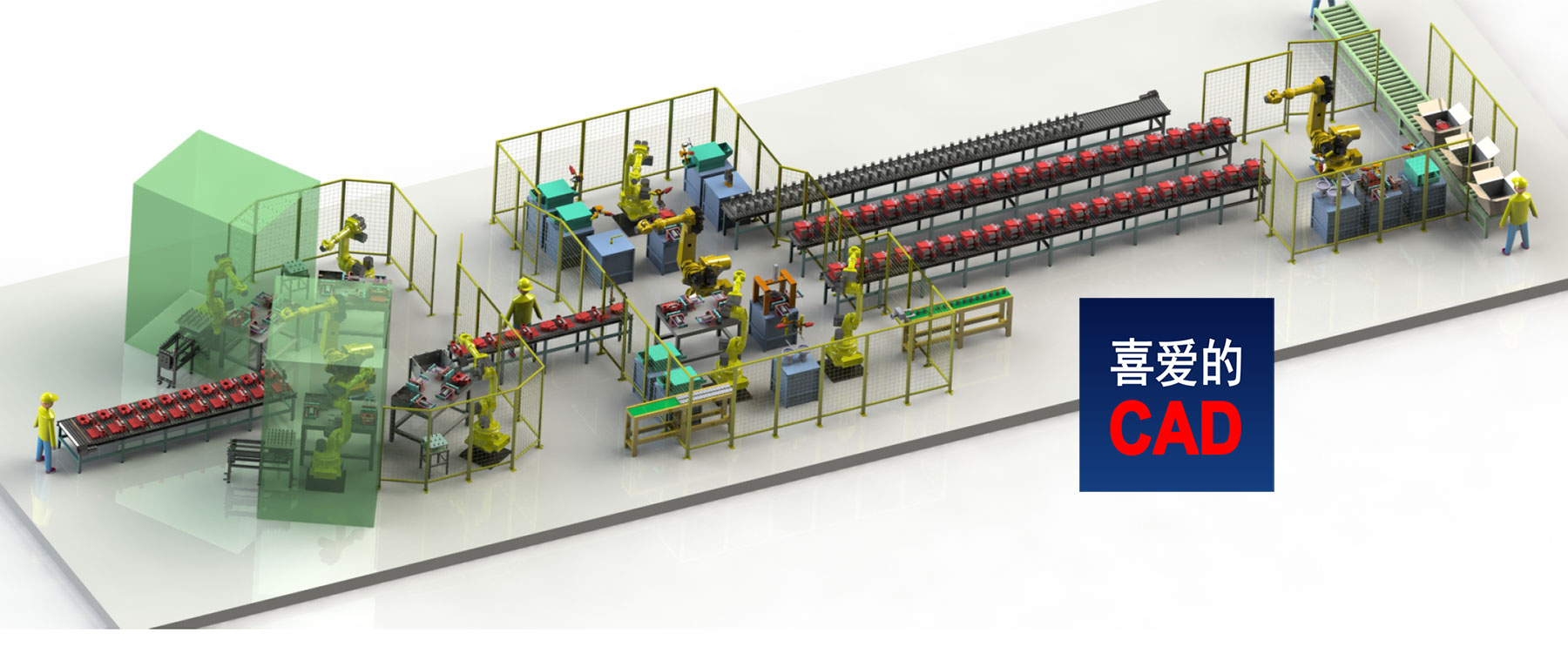
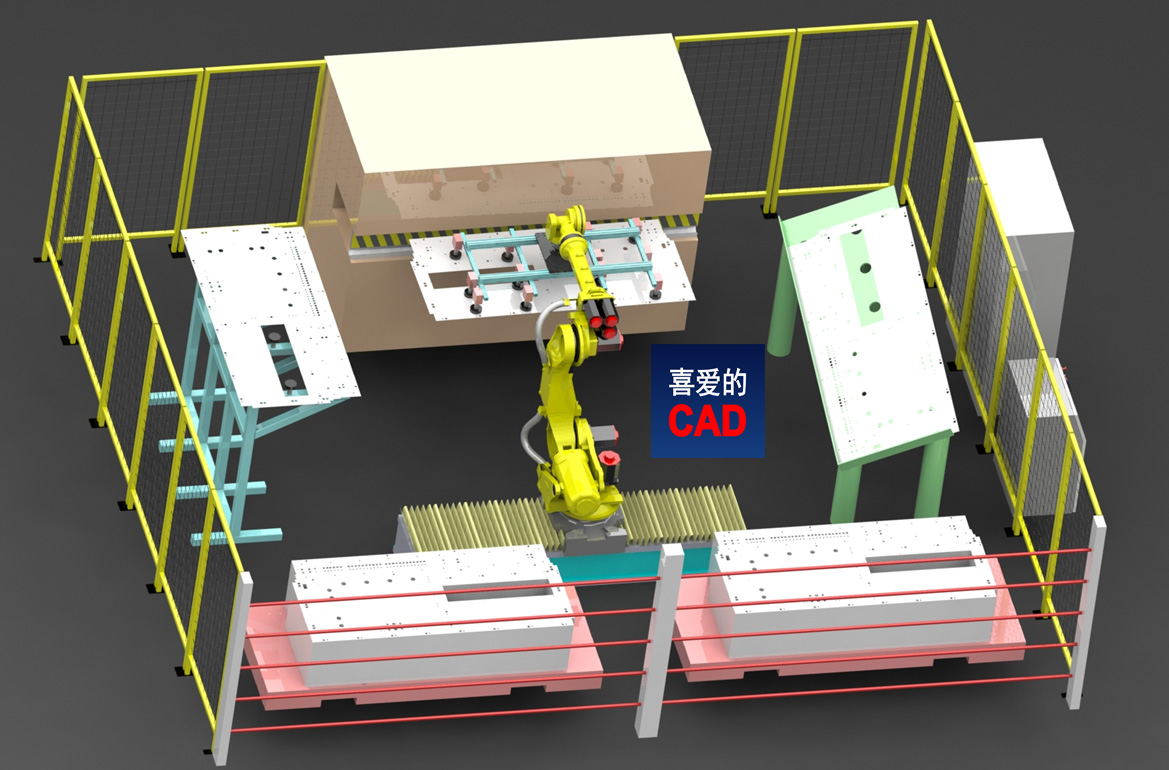
图2 速轴制动器自动化打磨及装配总体布局三维设计效果图
2.2 加工单元局部的布局示意图
高速轴制动器自动化打磨及装配项目工作站加工单元是4台 Robot 60-2.0机器人(包括机器人手爪和基座)、1台 Robot 160-2.6机器人(包括机器人手爪和基座)、1台上料输送装置、2台打磨工具输送装置、2台打磨专用厂房、1台上钳打磨平台、1台下钳打磨平台、2台回丝清洁工具台、1台上钳回丝清洁平台、1台下钳回丝清洁平台、1台吹气清洁装置、1台中间输送装置以及安全门、安全围栏、电气控制系统集成等组合而成。以下内容为本方案中引用的系统及主要设备的介绍。
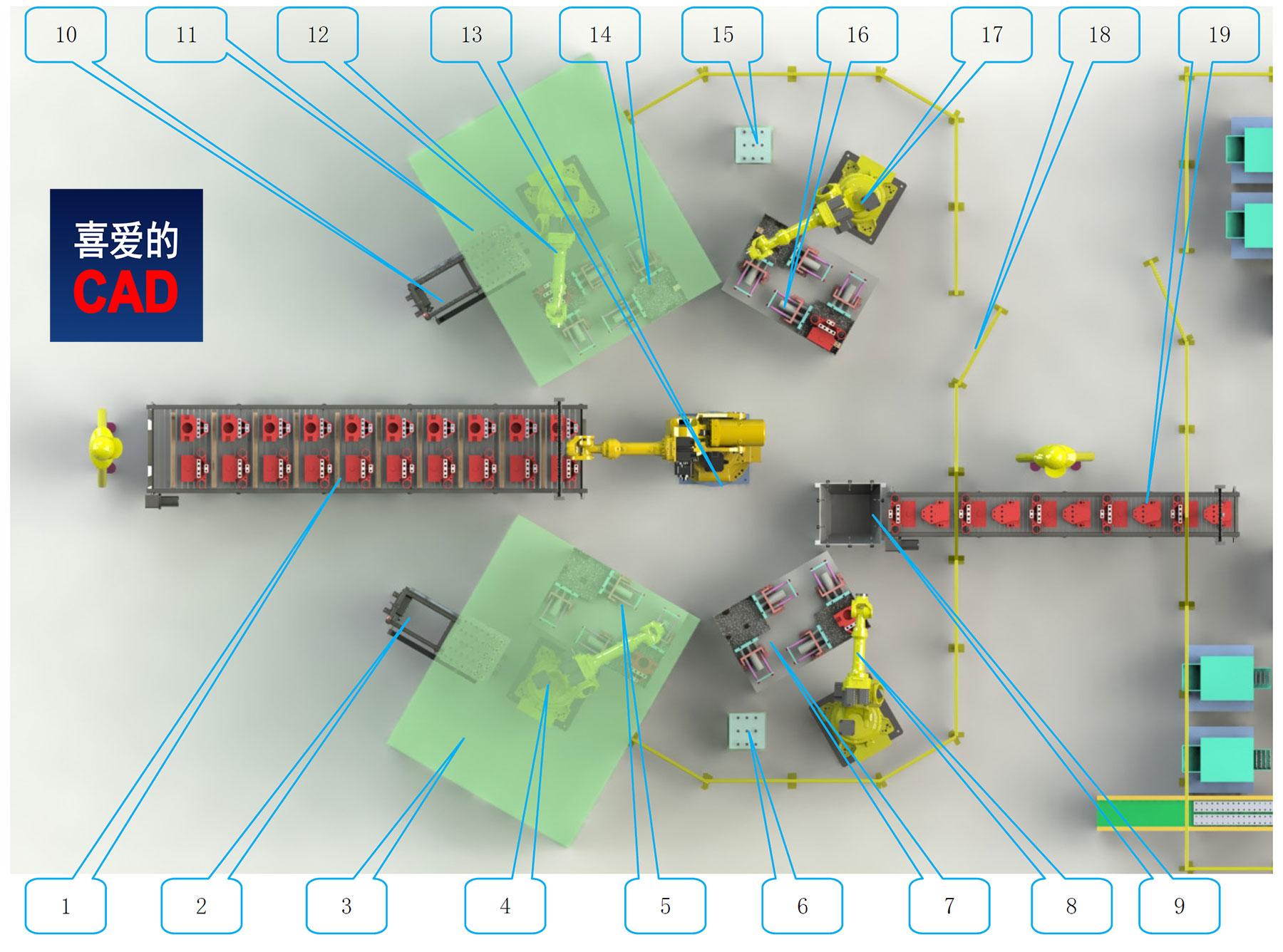
图3 加工单元局部的布局示意图
注:1、上料输送线 2、打磨工具输送装置 3、打磨专用厂房 4、上钳打磨机器人(Robot 60-2.0)5、下钳打磨平台 6、丝清洁工具 7、上钳回丝清洁平台 8、上钳回丝清洁机器人 (Robot 60-2.0)9、吹气清洁装置 10、打磨工具输送装置 11、打磨专用厂房 12、下钳打磨机器人(Robot 60-2.0)13、搬运机器人(Robot 160-2.6) 14、下钳打磨平台 15、丝清洁工具台 16、下钳回丝清洁平台 17、下钳回丝清洁机器人 (Robot 60-2.0) 18、安全门 19、中间输送装置
2.3 装配单元局部的布局示意图
高速轴制动器自动化打磨及装配项目工作站装配单元是3台 Robot 60-2.0机器人(包括机器人手爪和基座)、1台FANUC M-900i/350机器人(包括机器人手爪和基座)、1台弹簧上料机,1台M10螺栓上料机、1台挡块输送线、堵头及橡胶圈上料机、1台堵头挡块等零件装配平台、1台活塞输送线、1台活塞装配平台、1台M24螺栓上料机、一台垫片上料机、1台工具套上料机、1台导向柱压盖上料机、1台装配工具台、1台总体装配平台、1台导柱机底座输送线、2条成品输送线以及安全门、安全围栏、电气控制系统集成等组合而成。以下内容为本方案中引用的系统及主要设备的介绍。
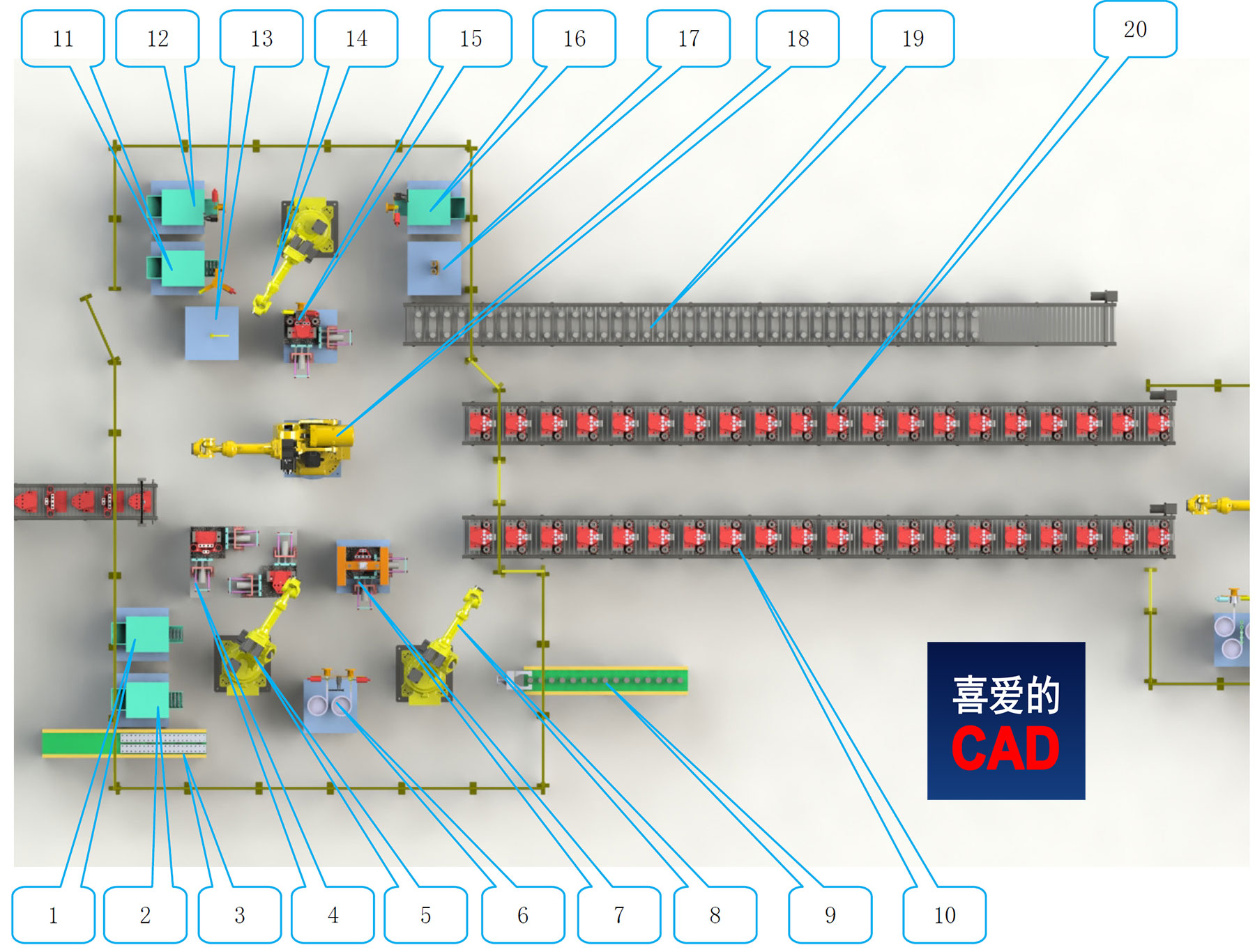
图4 装配单元局部的布局示意图
注:1、弹簧上料机 2、M10螺栓上料机 3、挡块输送线 4、堵头挡块等零件装配平台 5、堵头挡块等零件装配机器人(Robot 60-2.0) 6、堵头及橡胶圈上料机 7、活塞装配平台 8、活塞装配机器人 (JRobot 60-2.0) 9、活塞输送线 10、成品输送线 11、M24螺栓上料机 12、垫片上料机 13、装配工具台 14、总体装配机器人(Robot 60-2.0) 15、总体装配平台 16、工具套上料机 17、导向柱压盖上料机 18、搬运机器人(FANUC M-900i/350)19、导柱机底座输送线 20、成品输送线
2.4 装箱单元局部的布局示意图
高速轴制动器自动化打磨及装配项目工作站装箱单元1台FANUC M-900i/350机器人(包括机器人手爪和基座)、1台堵头、铆钉及吊耳上料机、1台堵头及吊耳装配平台、1台铭牌输送机、1台滚筒输送机以及安全门、安全围栏、电气控制系统集成等组合而成。以下内容为本方案中引用的系统及主要设备的介绍。
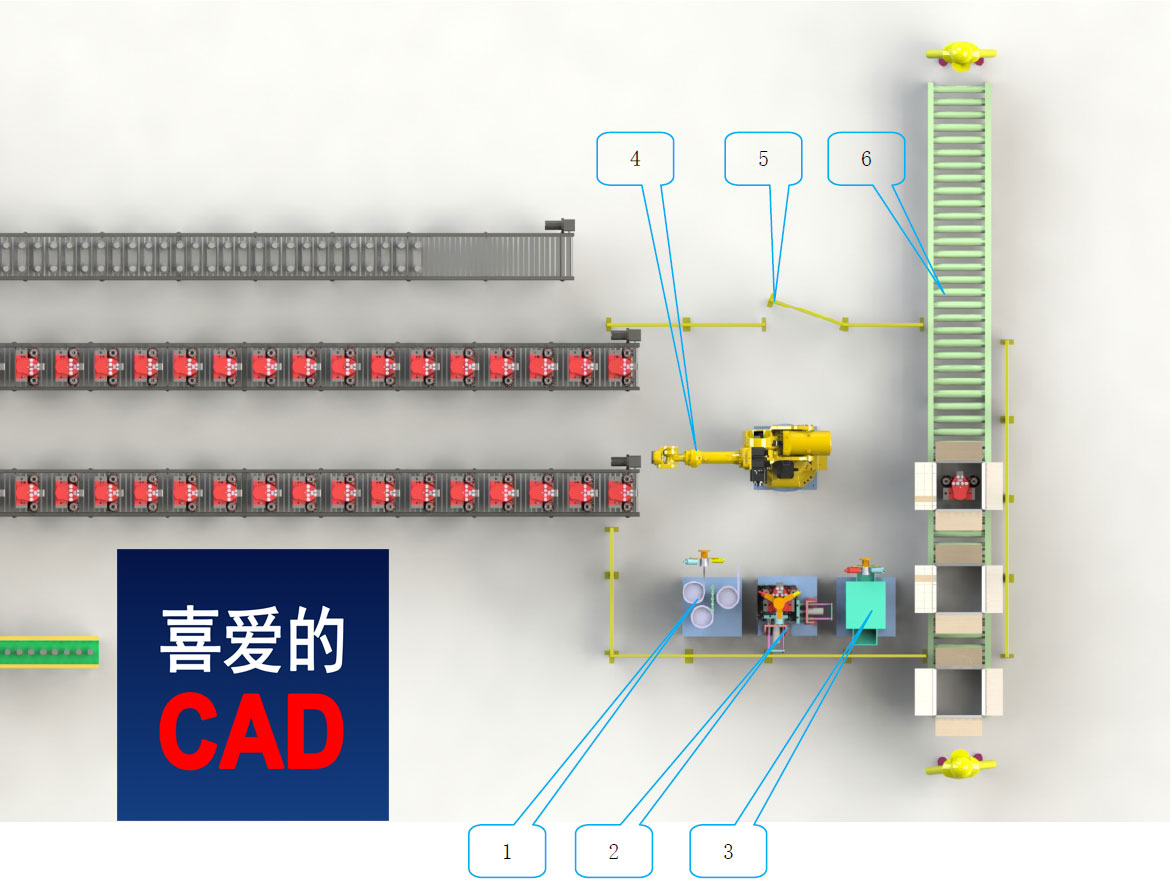
图5 装箱单元局部的布局示意图
注:1、堵头、铆钉、吊耳上料机 2、堵头、吊耳装配平台 3、铭牌输送机 4、搬运机器人(FANUC M-900i/350) 5、安全门 6、滚筒输送机
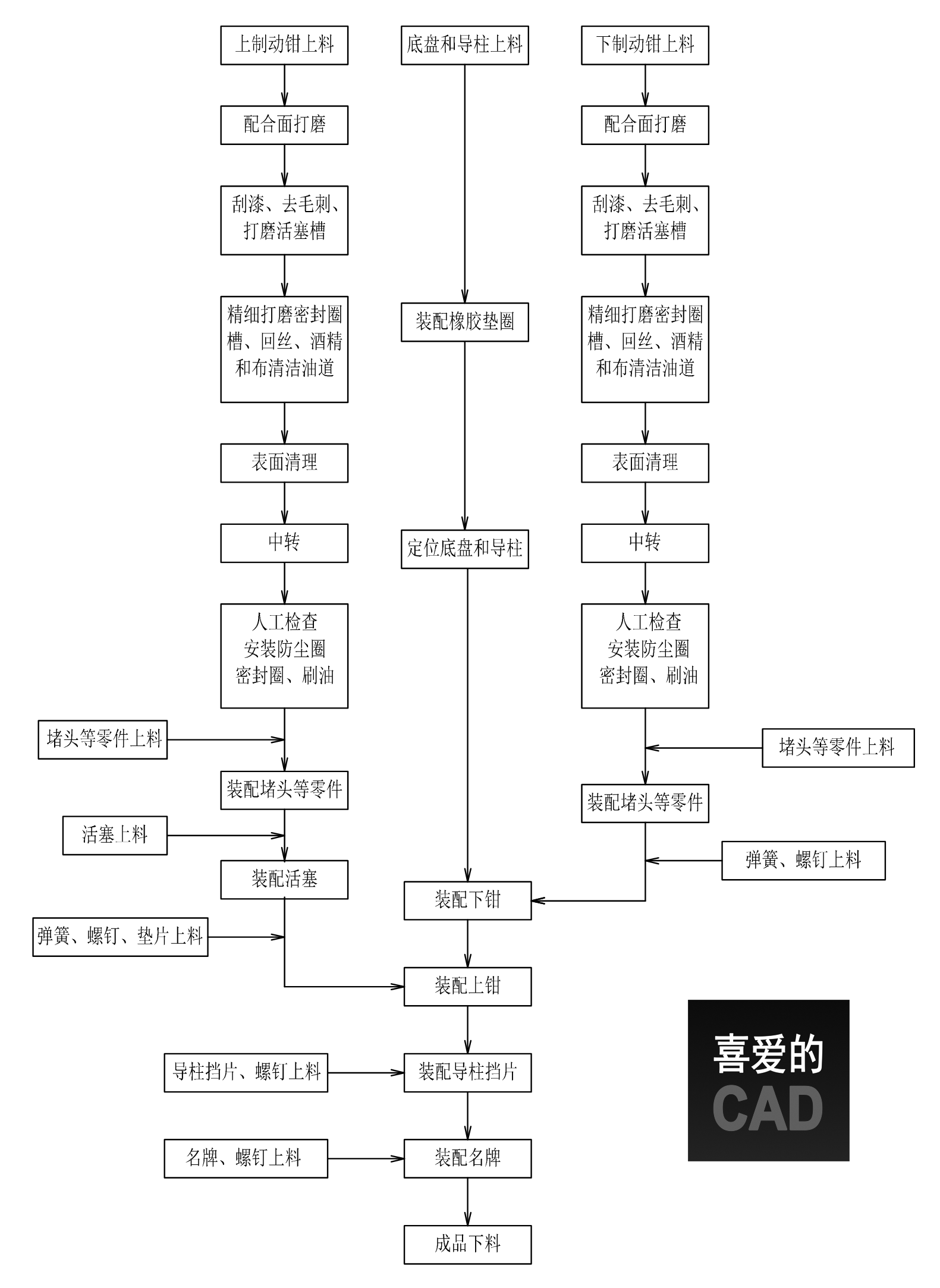
2.5 系统工作流程
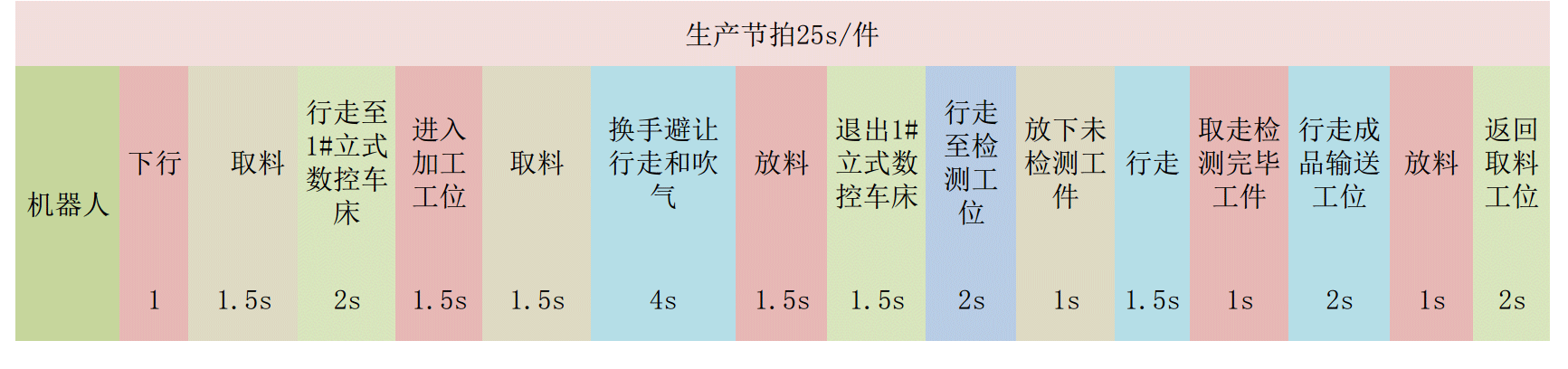
2.6 时序分析
在两台立式车床均能正常使用,且每台立式车床的加工时间不大于20s,并且工人按照规定时间完成其他非机器人操作工序的条件下,满足节拍25s/件,其中检测时间为21.5s。
2.7 设备清单
表1 设备清单表
| 序号 | 描述 | 数量 | 功能 |
| 1 | 上料输送机 | 1 | 输送上钳和下钳 |
| 2 | 打磨工具输送装置 | 2 | 输送打磨工具 |
| 3 | 打磨专用厂房 | 2 | 封闭打磨空间 |
| 4 | 上钳打磨平台 | 1 | 打磨上钳 |
| 5 | 下钳打磨平台 | 1 | 打磨下钳 |
| 6 | 回丝清洁工具台 | 2 | 输送丝锥和清洁工具 |
| 7 | 上钳回丝清洁平台 | 1 | 螺纹孔回丝、清洁油道 |
| 8 | 下钳回丝清洁平台 | 1 | 螺纹孔回丝、清洁油道 |
| 9 | 吹气清洁平台 | 1 | 清理工件表面 |
| 10 | 中间输送装置 | 1 | 输送工件至装配单元 |
| 11 | 堵头及橡胶圈上料机 | 1 | 堵头及橡胶圈上料 |
| 12 | 挡块输送线 | 1 | 输送挡块 |
| 13 | 弹簧上料装置 | 1 | 弹簧上料 |
| 14 | M10螺栓上料装置 | 1 | M10螺栓上料 |
| 13 | 堵头等零件装配平台 | 1 | 装配堵头、橡胶圈等零件 |
| 14 | 活塞输送线 | 1 | 输送活塞 |
| 15 | 活塞装配平台 | 1 | 装配活塞等零件 |
| 16 | 工具套上料机 | 1 | 工具套上料 |
| 17 | M24螺栓上料机 | 1 | M24螺栓上料 |
| 18 | 垫片上料机 | 1 | 垫片上料 |
| 19 | 导向柱压盖上料机 | 1 | 导向柱压盖上料 |
| 20 | 底座及导柱输送线 | 1 | 底座及导柱上料 |
| 21 | 工具套上料机 | 1 | 工具套上料 |
| 22 | 总体装配平台 | 1 | 总体装配 |
| 23 | 装配工具台 | 1 | 承载装配工具 |
| 24 | 成品输送线 | 2 | 输送成品 |
| 25 | 堵头、铆钉、吊耳上料机 | 1 | 堵头、铆钉、吊耳上料 |
| 26 | 堵头、吊耳装配平台 | 1 | 装配堵头、吊耳 |
| 27 | 铭牌输送机 | 1 | 铭牌上料 |
| 28 | 滚筒输送机 | 1 | 输送装箱产品 |
3 主要设备及参数描述
3.1 上料输送装置
上料输送装置主要用于输送上钳和下钳,在上料输送装置上有两种不同颜色的挡板组成的定位区域,分别放置人工上料时上钳和下钳,上料输送线末端有视觉定位系统用于定位工件,机器人可根据定位结果,调整姿态,抓取工件。上料输送装置结构示意图如下图所示:
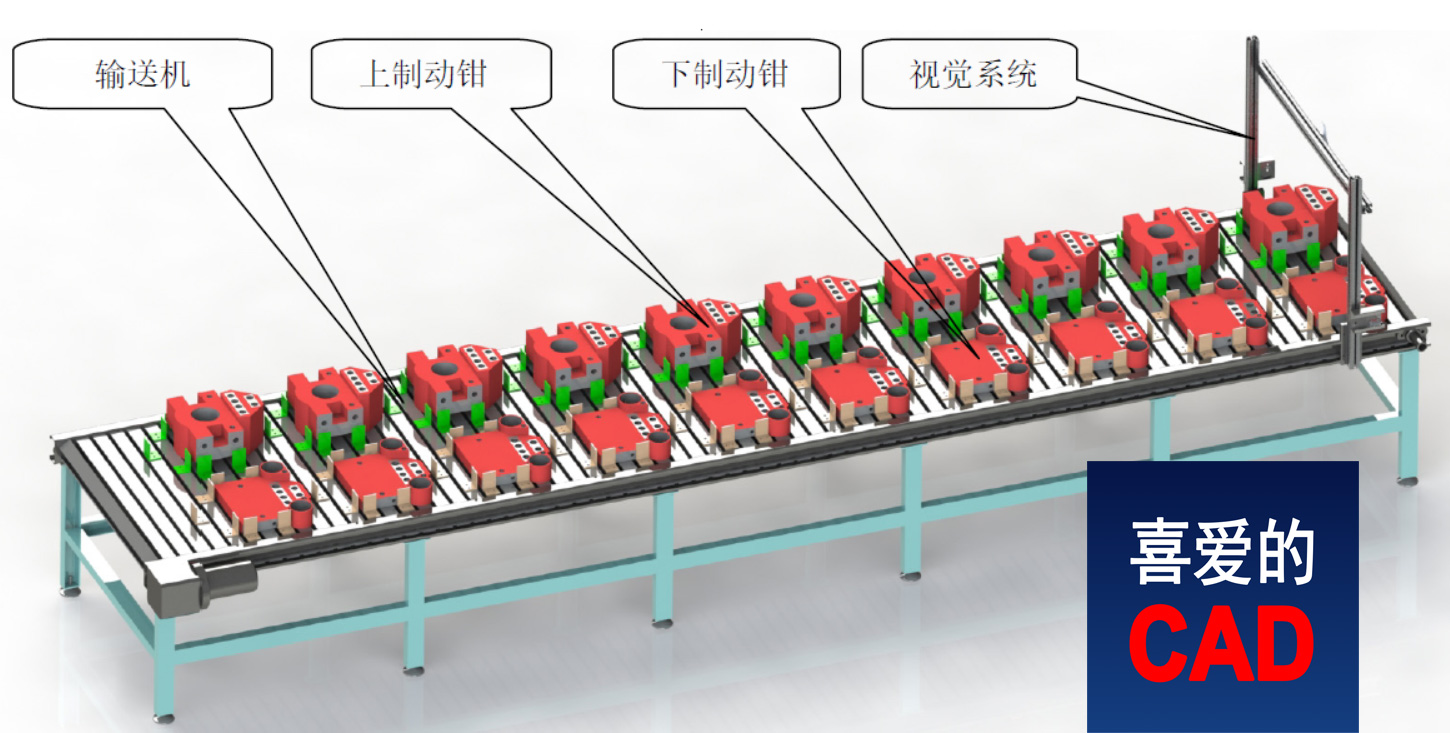
图6 上料输送装置示意图
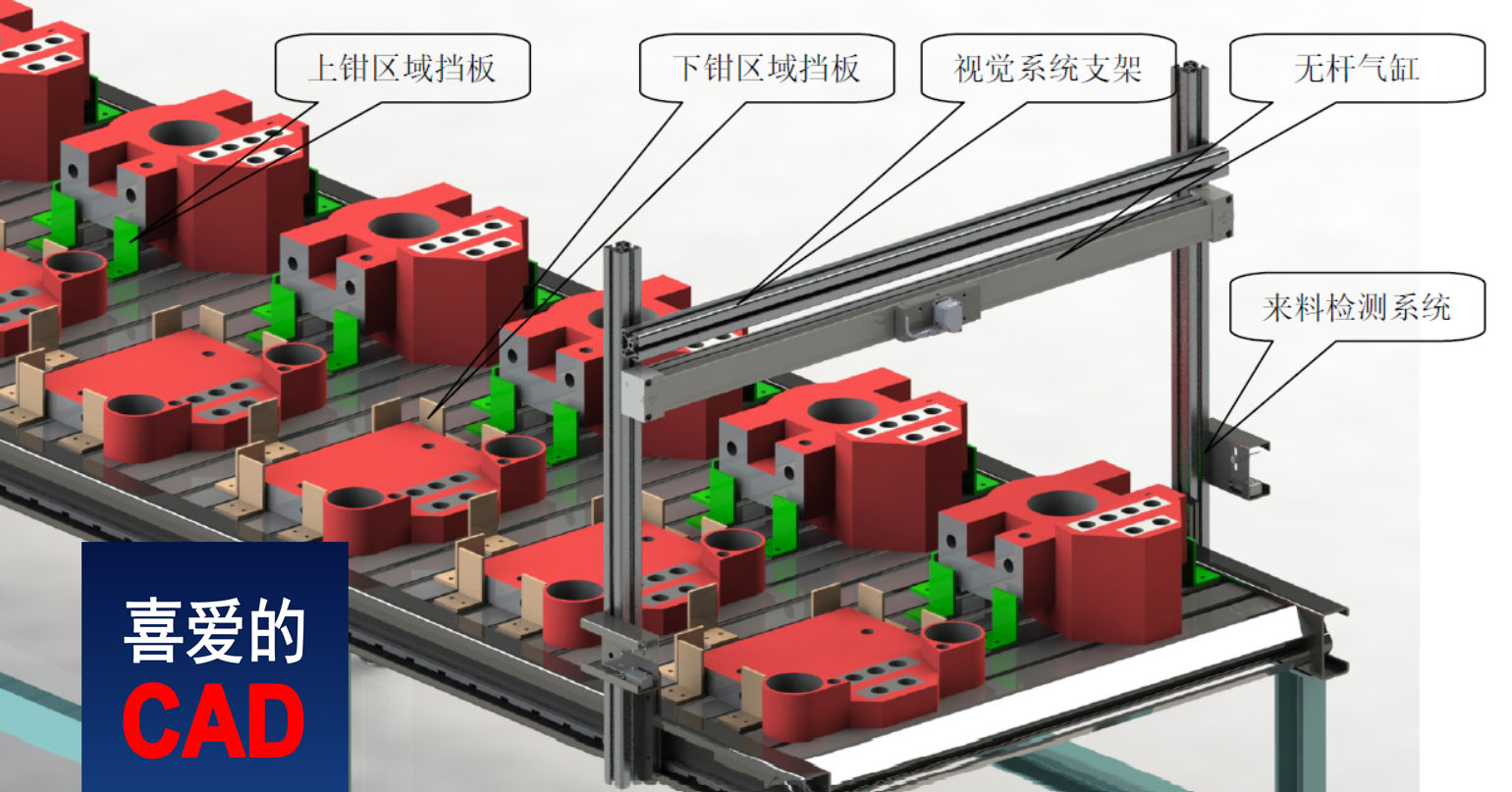
图6 上料输送装置示意图
3.2 打磨工具输送装置
打磨工具输送装置主要用于输送打磨需要的工具。在生产开始前,工人按照规定的放料方式将打磨工具放在指定位置处,按下确认键后,打磨工具输送装置自动将打磨工具自动输送至打磨房间,机器人在生产时可自动根据需要选取不同的打磨工具,避免了人工进入打磨房间更换打磨工具,从而减少了粉尘等其他物质对人工的伤害。每个打磨工具的寿命有限,在打磨工具打磨一定数量的工件后,便不可再使用,此时机器人会将老的打磨工具放下,同时换上新的打磨工具,此过程无需人工干预。当所用打磨工具均使用完毕后,机器人会发出报警,同时打磨工具输送装置会将打磨工具托盘输送出去,此时人工需将新的打磨工具更换,并按下确认键,打磨工具到位后,机器人方可继续打磨工序,打磨工具的数量和种类根据打磨的工件部位、频率和损耗等因素有关,打磨工具的结构示意图以及打磨工具输送装置结构示意图如下图所示:
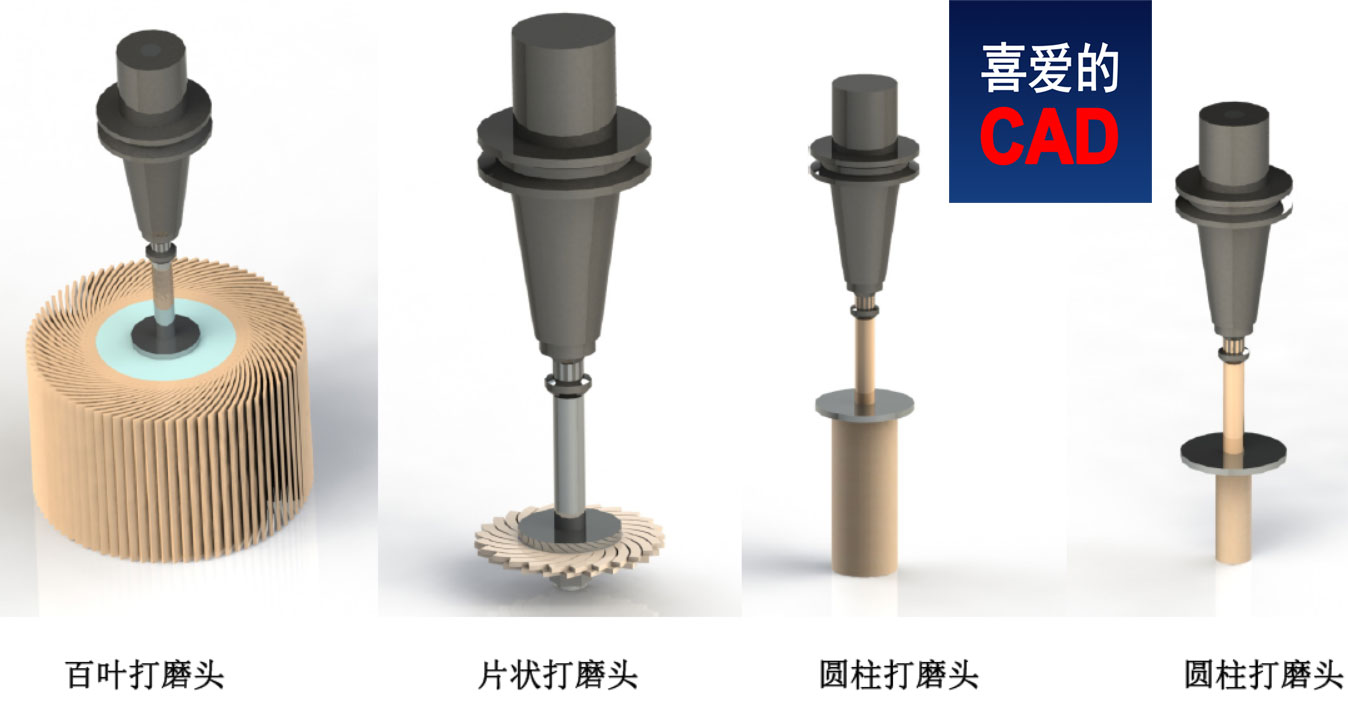
图7 打磨工具输送装置示意图
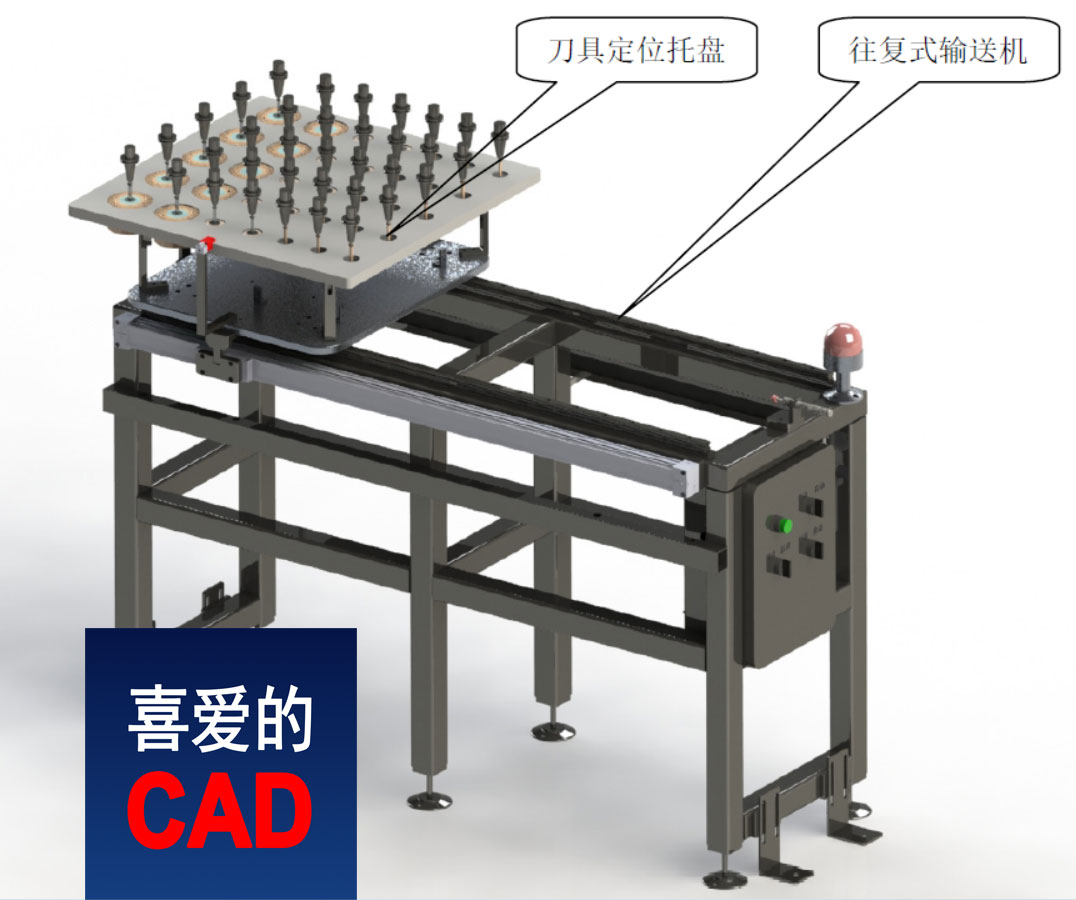
图8 打磨工具输送装置示意图
3.3 下钳打磨工作平台
下钳打磨工作平台主要是由用于在机器人打磨时能够定位下钳,方便机器人打磨,其主要由定位装置,工装板、支撑块、支撑桌等部分组成,工作时,首先机器人将已经经过视觉初定位的工件抓走,然后将其放在支撑块上,两侧的定位装置先后将工件推向定位侧,从而将工件精确定位,待定位完成后,打磨机器人接收信号,从而开始对工件开始进行打磨。由于工件放在支撑块上,工件本体与支撑块接触面有限,并且工件经过视觉初定位后,在本次定位中未定移动量较小,因此对工件本体漆面的影响较小。下钳打磨工作平台结构示意图如下所示:
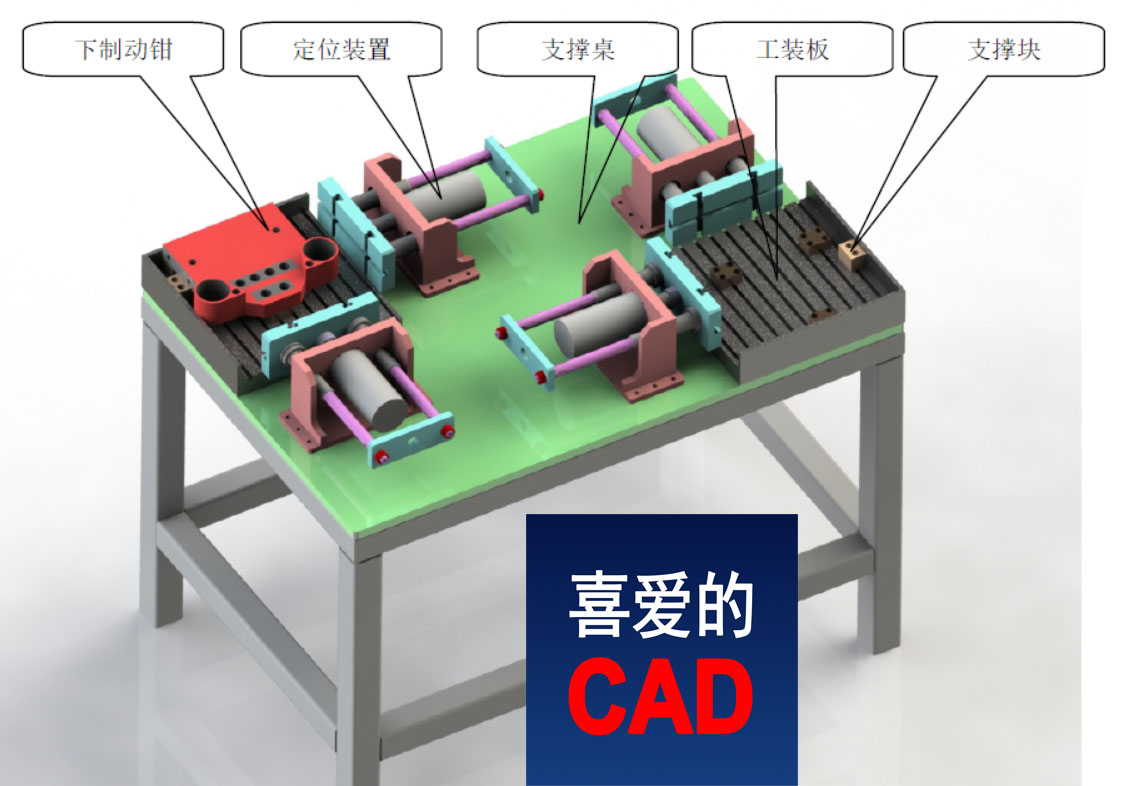
图9 下钳打磨工作平台示意图
3.4 上钳打磨工作平台
上钳打磨工作平台作用和结构与下钳打磨工作平台相似,其亦主要由定位装置,工装板、支撑块、支撑桌等部分组成,也主要用于定位工件方便机器人打磨。上钳打磨工作平台结构示意图如下所示:
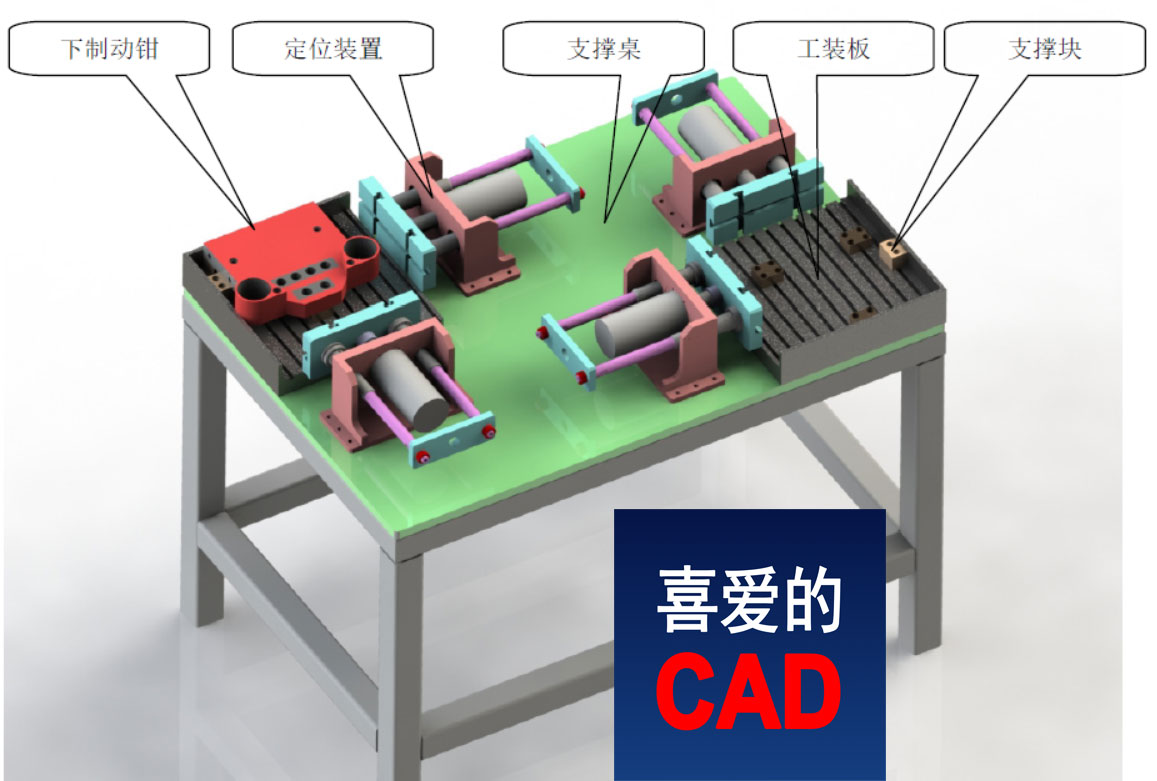
图10 下钳打磨工作平台示意图
3.5 打磨机器人手爪
打磨机器人手爪结构示意图如下图所示,主要由安装法兰盘、气动工具、主轴安装座、自动换刀刀柄、打磨头等零件组成。根据打磨的部位不同,机器人自动选择合适的打磨头进行打磨,打磨头的数量和种类与打磨的部位、每天消耗量等因素有关。
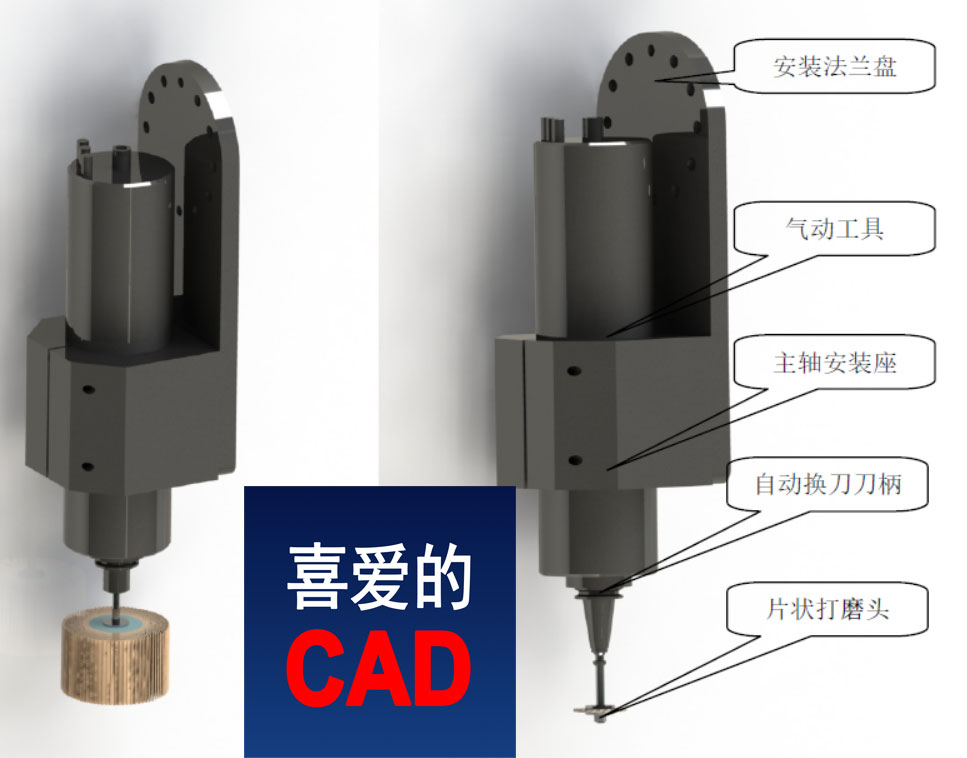
图11 打磨机器人手爪示意图
3.6 打磨房间及除尘单元
打磨房间的作用主要用于封闭打磨区域,防止打磨产生的粉尘扩散,从而减少对工作环境造成污染。正常工作时,除尘设备连续工作,在打磨房间里造成负压,从而将打磨产生的粉尘等其他物质吸走,以保障车间环境。除尘设备下面带有四个万向轮,方便移动。

图12 打磨房间及除尘单元示意图
3.7 回丝清洁工具台
回丝清洁工具台主要由工具定位板、支撑台面等部分组成,其作用为支撑和定位回丝清洁工作平台所需要的刀具,回丝丝锥和清洁布棒的数量和种类与工序尺寸等因素有关。
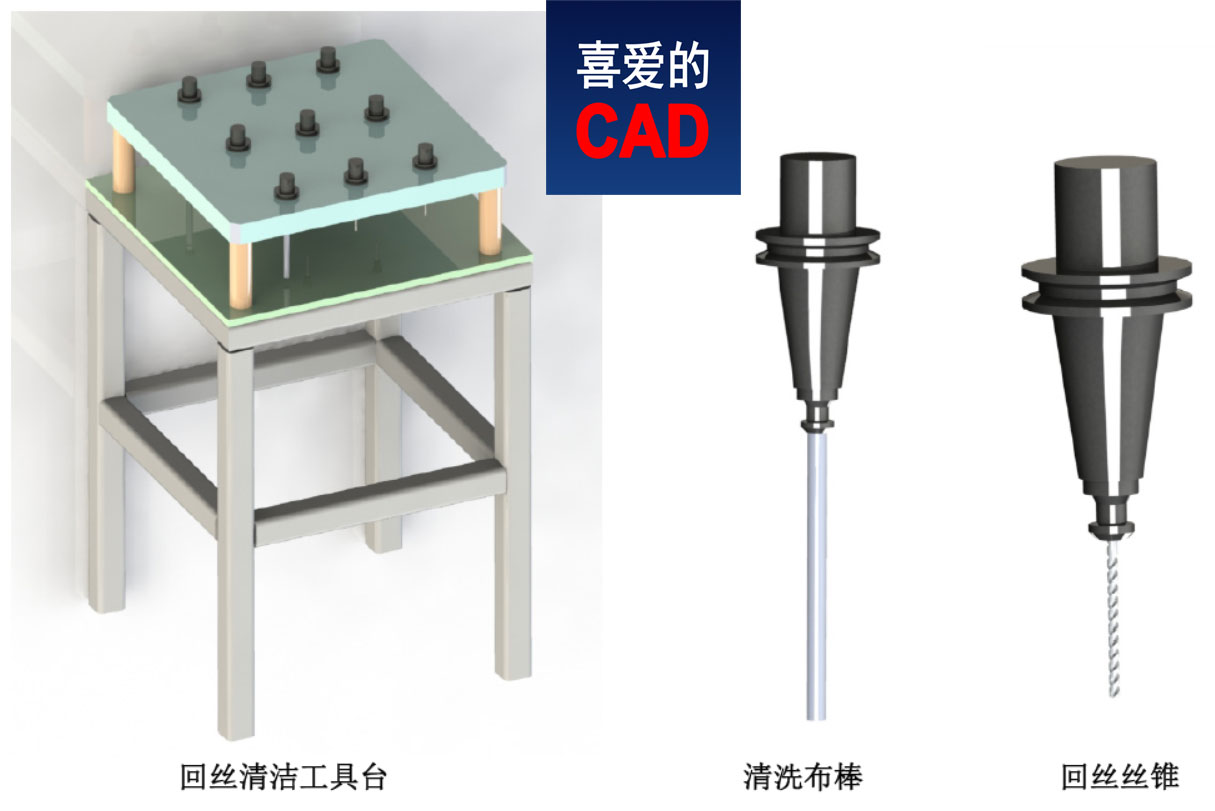
图13 回丝清洁工具台示意图
3.8 下钳回丝清洁工作平台
下钳回丝清洁工作平台主要是由用于在机器人回丝清洁时能够定位下钳,方便机器人回丝清洁,其主要由定位装置,工装板、支撑块、支撑桌等部分组成,工作时,机器人从下钳打磨工作平台上取走已完成打磨的工件,并后将其放在下钳回丝清洁工作平台支撑块上,两侧的定位装置先后将工件推向定位侧,从而将工件精确定位,待定位完成后,回丝清洁机器人接收信号,从而开始对工件开始进行回丝清洁。由于工件放在支撑块上,工件本体与支撑块接触面有限,并且工件上道工序已经定位,因此,在本次定位中未定移动量较小,因此对工件本体漆面的影响较小。下钳回丝清洁工作平台结构示意图如下所示:
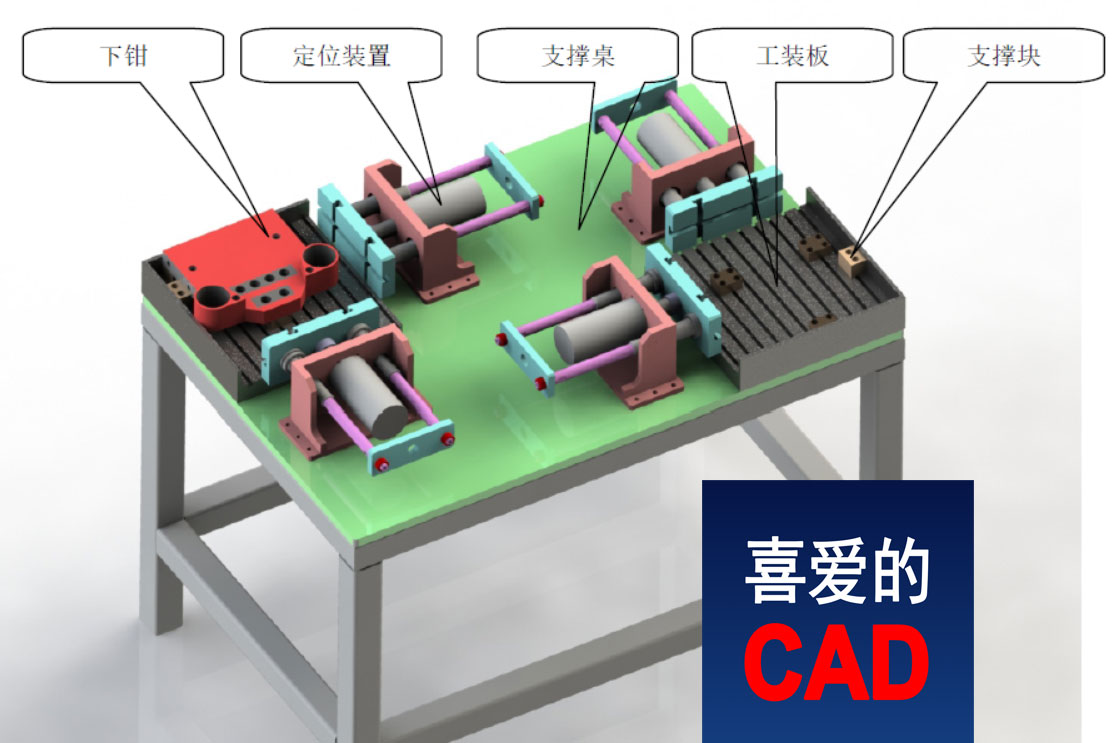
图14 下钳回丝清洁工作平台示意图
3.9 上钳回丝清洁工作平台
上钳回丝清洁工作平台作用和结构与下钳回丝清洁工作平台相似,其亦主要由定位装置,工装板、支撑块、支撑桌等部分组成,也主要用于定位工件方便机器人回丝清洁。上钳回丝清洁工作平台结构示意图如下所示:
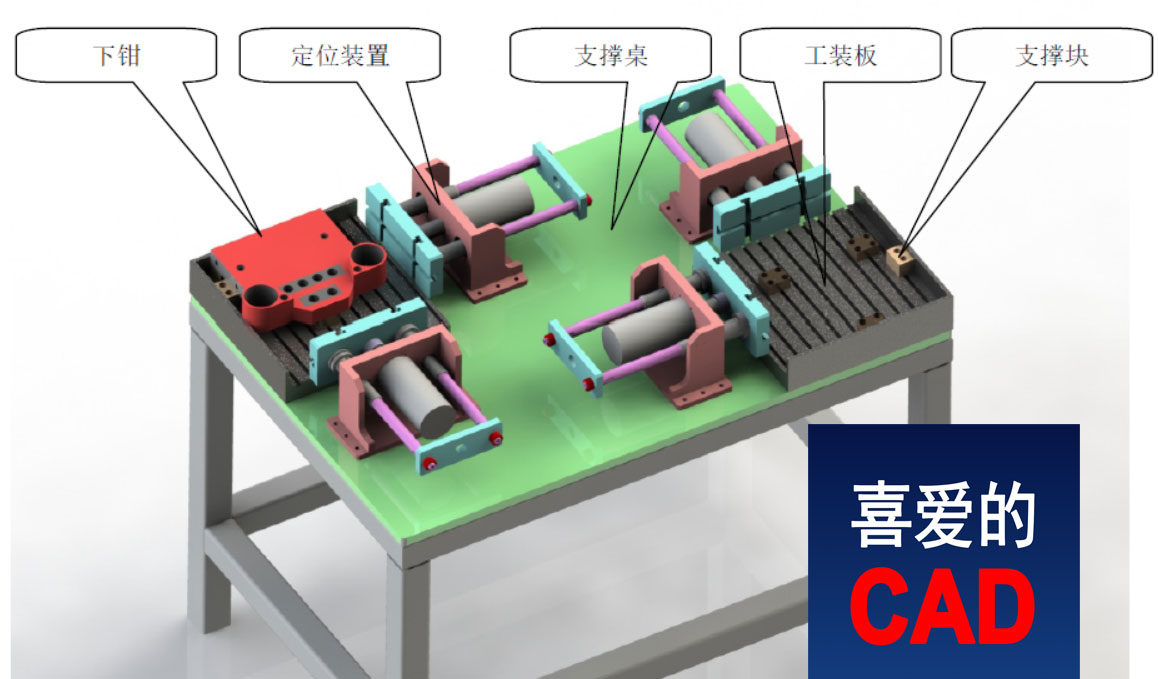
图15 上钳回丝清洁工作平台示意图
3.10 回丝清洁机器人手爪
回丝清洁机器人手爪结构示意图如下图所示,主要由辅助气缸、气缸安装板、安装法兰盘、气动工具、主轴安装座、自动换刀刀柄、回丝丝锥等零件组成。根据打磨的部位不同,机器人自动选择合适的打磨头进行打磨,打磨头的数量和种类与打磨的部位、每天消耗量等因素有关。
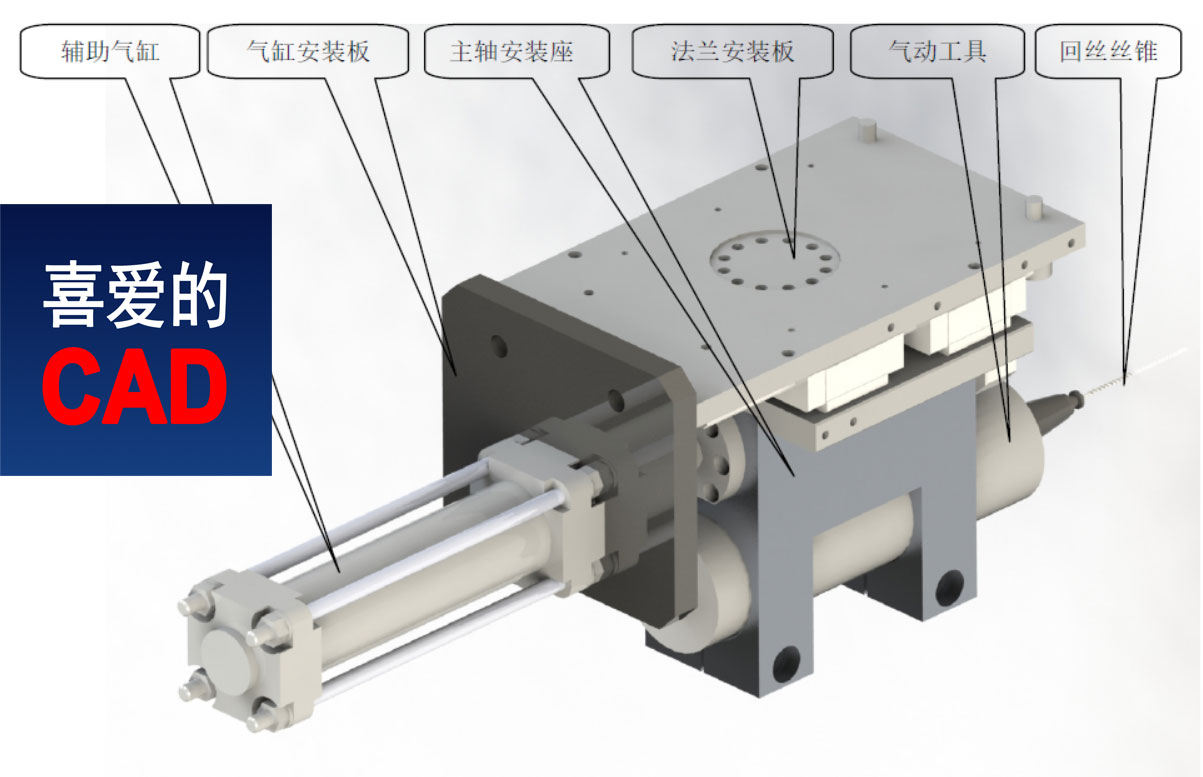
图16 回丝清洁机器人手爪示意图
3.11 中间输送装置
中间输送装置主要用于连接加工单元和装配单元两部分,从而将已加工好的工件输送至装配单元,进行装配。同时在中间输送装置中间部位为人工操作区,主要用于检验机器人加工效果,并进行必要的补充工序,此外工人还需装配密封圈和防尘圈。中间输送装置的结构示意图如下图所示:

图17 中间输送装置示意图
3.12 堵头及橡胶圈上料装置
堵头及橡胶圈上料装置主要用于堵头和橡胶圈上料,其主要由振动盘、支撑台面等部件组成,堵头及橡胶圈上料装置的结构示意图如下图所示:

图18 堵头及橡胶圈上料装置示意图
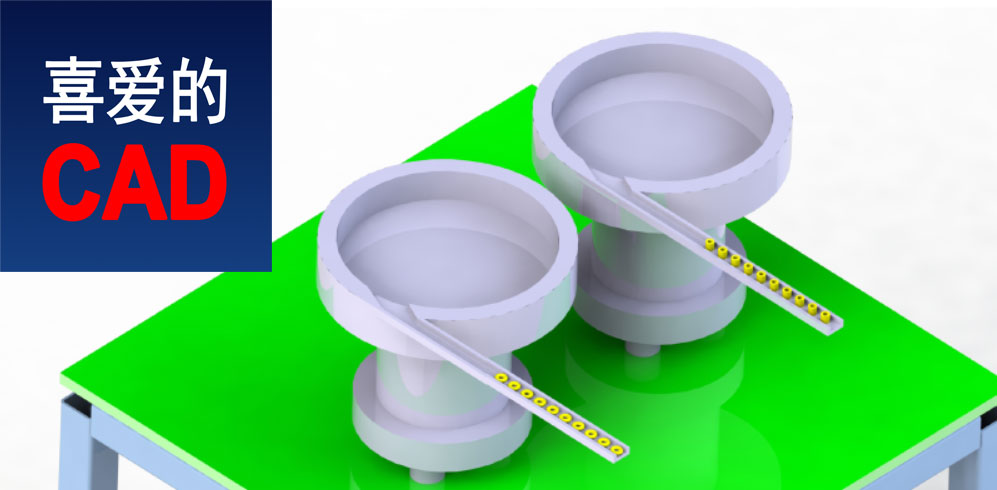
图19 堵头及橡胶圈上料装置示意图
3.13 弹簧上料装置
弹簧上料装置主要用于弹簧上料,其主要定位装置、支撑台面等部件组成,弹簧上料装置的结构示意图如下图所:
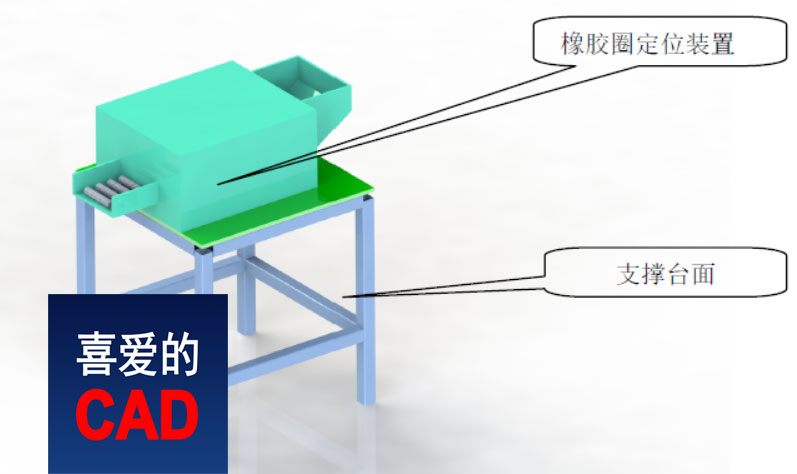
图20 弹簧上料装置布局示意图
3.14 M10螺栓上料装置
螺钉上料装置主要用于内六角M10×190螺栓上料,其主要定位装置、支撑台面等部件组成,螺栓上料装置的结构示意图如下图所示:
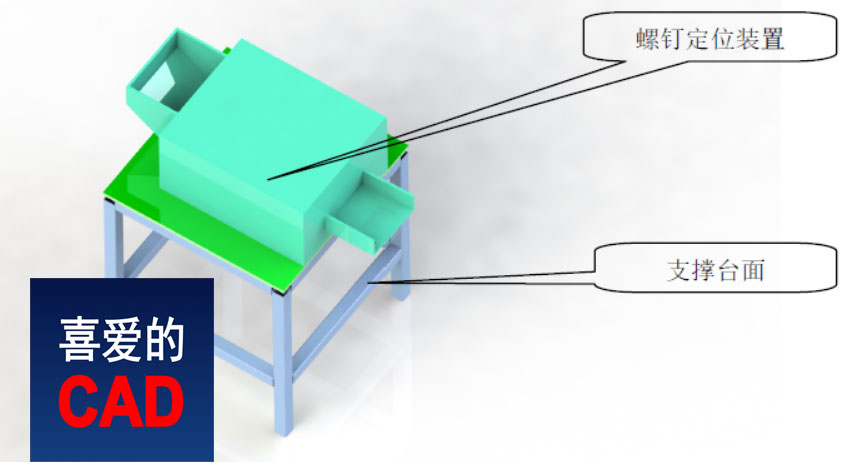
图21 M10螺栓上料装置示意图
3.15 挡块输送装置
挡块输送装置主要用于输送上挡块和下挡块,挡块输送装置有积放功能,工人一次性上满料后,可自行离开,等待机器人将挡块取走一定数量后,会发出报警,通知人工上料,人工上料时需按照规定的放在方式将挡块放在挡块输装置上,具体积累工件的数量后续根据加工工艺、加工时间以及现场布局等其他因素而定。挡块输送装置的结构示意图如下图所示:
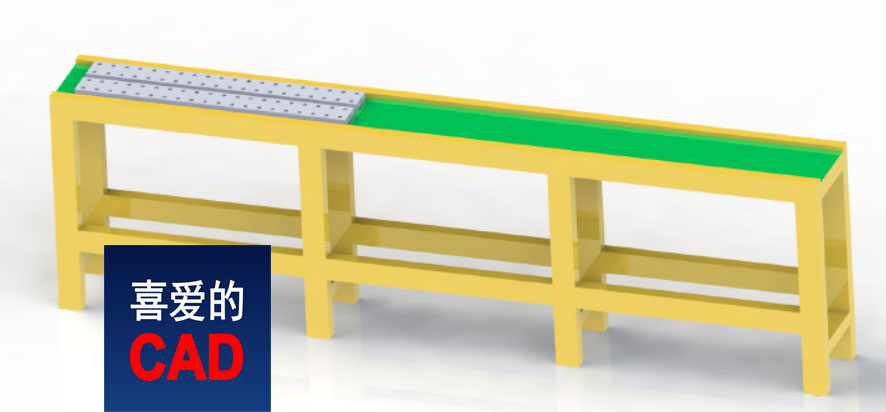
图22 挡块输送装置示意图
3.16 装配工作平台
装配工作平台下钳打磨工作平台主要是由用于在机器人打磨时能够定位下钳,方便机器人打磨,其主要由定位装置,工装板、支撑块、支撑桌等部分组成,工作时,首先机器人将已经经过视觉初定位的工件抓走,然后将其放在支撑块上,两侧的定位装置先后将工件推向定位侧,从而将工件精确定位,待定位完成后,打磨机器人接收信号,从而开始对工件开始进行打磨。由于工件放在支撑块上,工件本体与支撑块接触面有限,并且工件经过视觉初定位后,在本次定位中未定移动量较小,因此对工件本体漆面的影响较小。下钳打磨工作平台结构示意图如下所示:
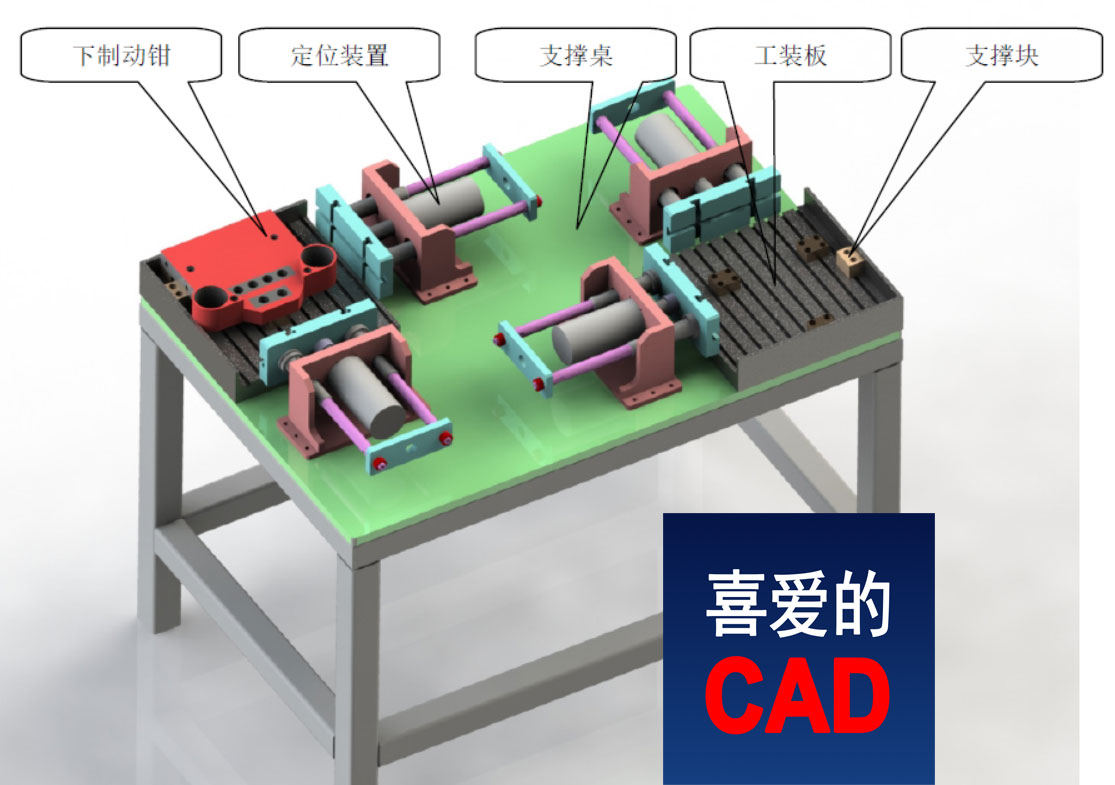
图23 装配工作平台示意图
未完待续 ~
输入暗号阅读全文
暗号:
暗号获取方式
关注本站微信公众号 喜爱的CAD,私信回复:
暗号2239
即可自动获取。
手机扫描下方二维码快速关注公众号 喜爱的CAD ↓↓↓

转载请注明:
文章作者: 尚延伟 原文链接:https://www.cad2d3d.com/post-2239.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。
也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




可能感兴趣的文章
- 自动化和机电居然变成热门专业,20年前狗不理,如今飞上枝头变凤凰
 阀门种类及对应的实物图,各种阀门名称中英文对照,一图看懂所有
阀门种类及对应的实物图,各种阀门名称中英文对照,一图看懂所有- PCV自力式压力调节阀、PRV减压阀、过滤减压阀的内部结构、原理和区别
- 画了15年图,第一次用到曲线阵列,SolidWorks强大到我无法想象
- 文件夹被病毒隐藏,无法显示,在命令行直接通过attrib命令更改显示属性
- 液压刀柄夹紧刀具的工作原理图解,依靠液压油引起的壳体变形实现夹紧松开
- 气动离合器,齿式、牙嵌式离合器,内部结构和运行原理
- 英国雷尼绍Renishaw公司官网,是高精度测量和医疗技术领域的跨国公司
- 日本THK官网,专业生产滚动导轨、滚珠花键、滚珠丝杠、智能组合单元
- 工业机器人用户坐标系(user frame)的含义以及用法详解,巧妙使用PR存储相对位置,切换用户坐标系,即可执行相同动作
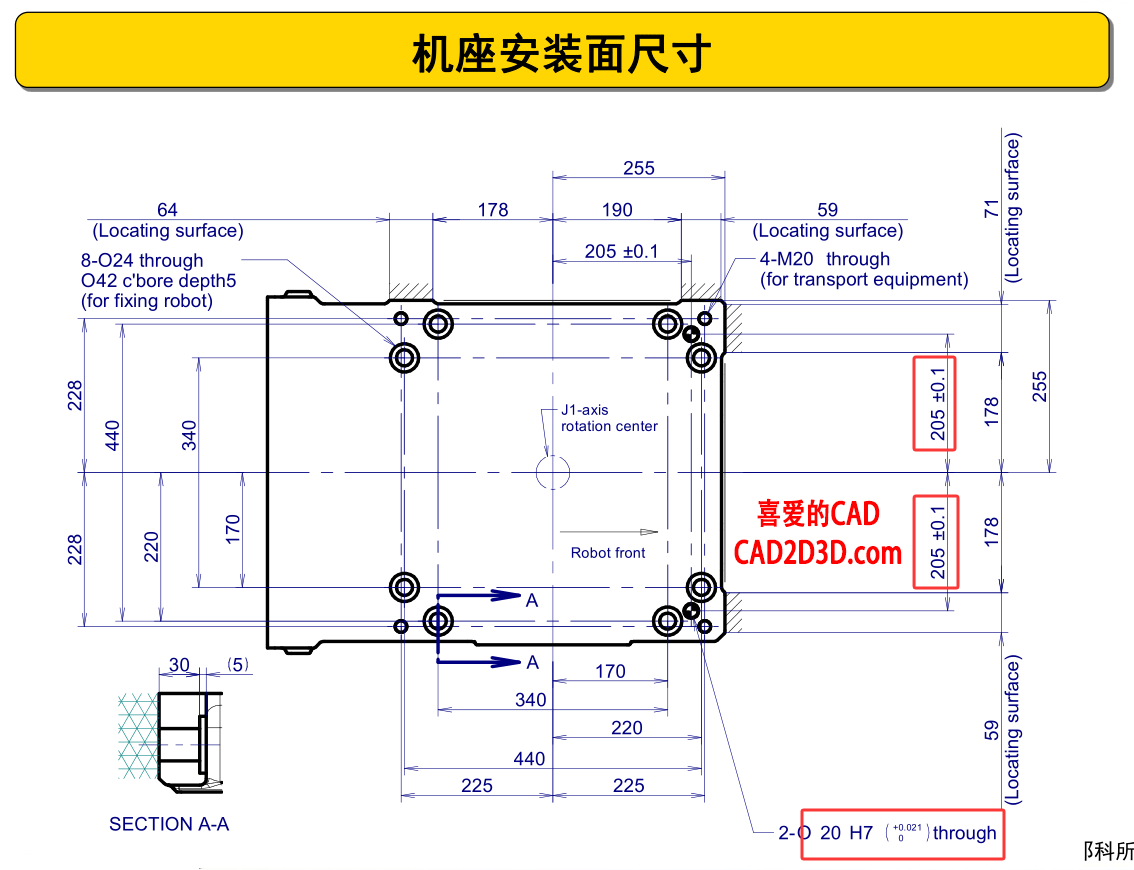 机器人安装定位方法及示例,机器人基座不一定有定位销孔,难道定位对机器人安装不重要吗?
机器人安装定位方法及示例,机器人基座不一定有定位销孔,难道定位对机器人安装不重要吗?
 大跌眼镜!机器人居然走不了直线!FANUC M-710iC/50 机器人圆形轨迹精度 0.525mm
大跌眼镜!机器人居然走不了直线!FANUC M-710iC/50 机器人圆形轨迹精度 0.525mm
 机器人码垛自动化单元设计方案
机器人码垛自动化单元设计方案
 钣金折弯机器人上下料自动化单元系统设计方案
钣金折弯机器人上下料自动化单元系统设计方案
 汽车车轮制动鼓机加工机器人自动上下料技术解决方案
汽车车轮制动鼓机加工机器人自动上下料技术解决方案
 国产机器人完胜!8颗螺钉就能解决的问题,日本居然用了24颗
国产机器人完胜!8颗螺钉就能解决的问题,日本居然用了24颗
 为什么只有我们的机器人使用开口弹垫?不敢多想,想多了越发迷茫
为什么只有我们的机器人使用开口弹垫?不敢多想,想多了越发迷茫
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载