
2.3.3 节拍计算案例
下面以锻造和机加工为例,说明一下如何计算两种截然不同的节拍计算方法。
锻造和机加工其中一个主要的差异就是节拍,比如曲轴锻造,锻压机压一下的时间只有2s,而机器人搬运工件的时间8.5s,机器人动作时间相对来说长一些,因此重点计算机器人的节拍,而曲轴机加工节拍120s/件,机床是瓶颈,因此重点计算机床的节拍。
2.3.3.1 案例1:锻造自动化生产线节拍计算
由于锻造节拍很快,锻造一般采用单手爪上下料。
针对特定工序,先分析机器人的节拍,然后再校核压机的节拍。
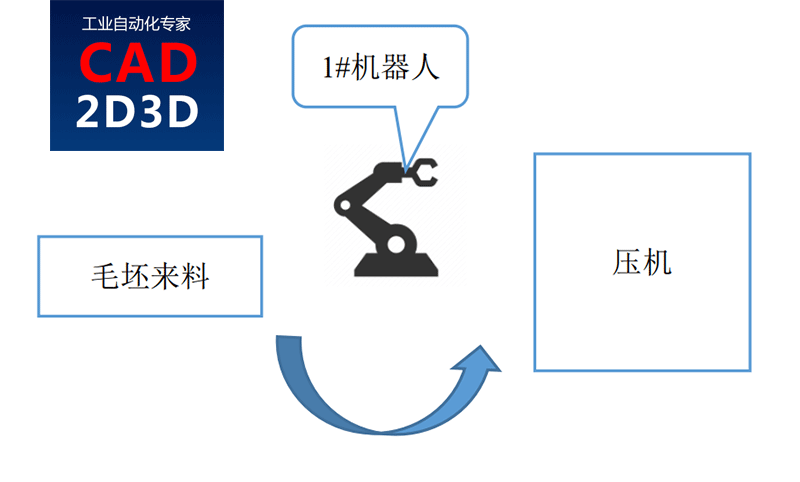
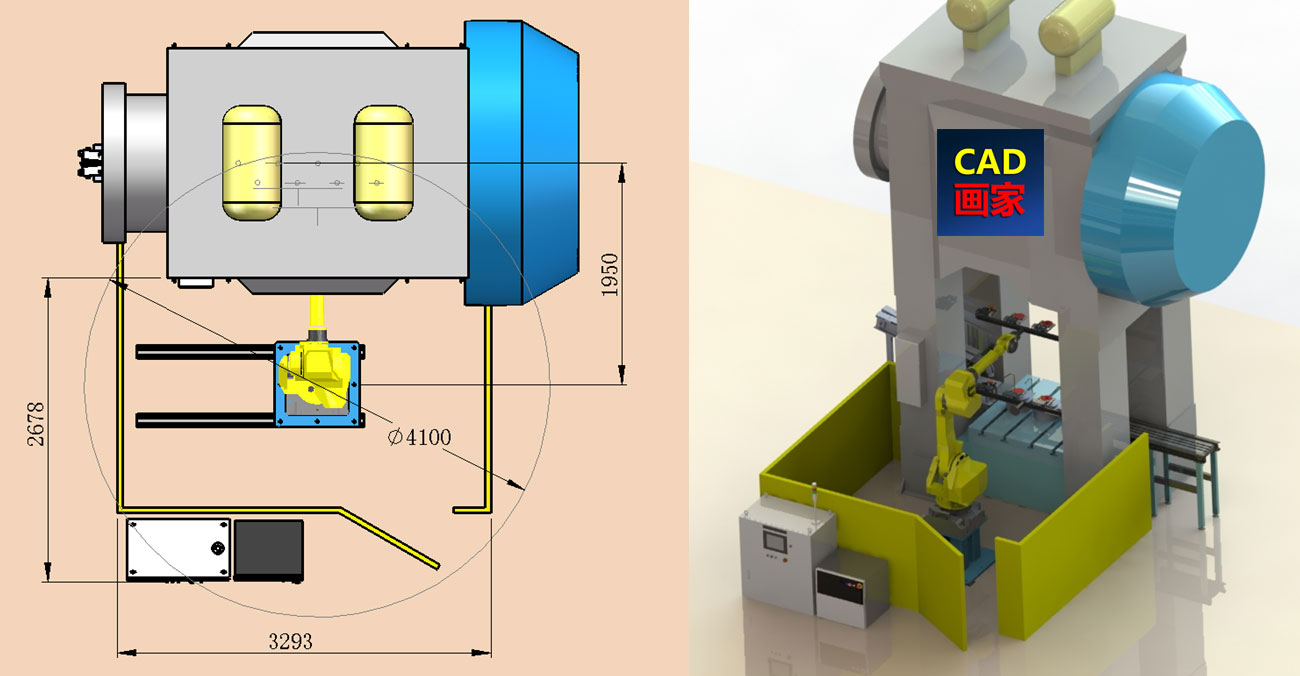
图 14 锻造单元布局示意
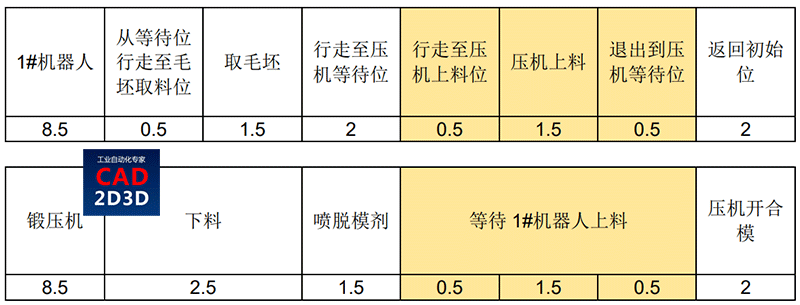
1#机器人完成锻压机(单工序、单工位)上料的循环时间为8.5s,而锻压机完成一次循环的时间为8.5s,整个生产线的节拍以慢的设备为准,因此生产线最终节拍为8.5s。
表 3 锻造时序
2.3.3.2 案例2:机加工自动化生产线节拍计算
由于机床加工时间较长,机加工一般采用双手爪上下料。
针对特定工序,先分析机器人的节拍,然后找出机器人上下料占用机床的时间,再加上机加工的时间,就是这个工序的循环节拍。
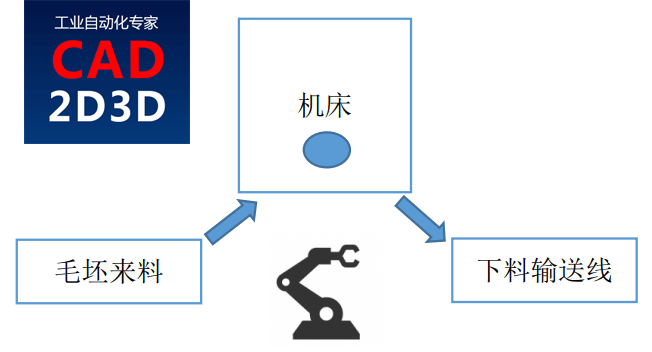
图15 机加工单元布局示意图
机加工工序的总时间=机加工时间+机内测量时间+机床开关门时间+装夹时间+机内清洗时间+上下料时间。
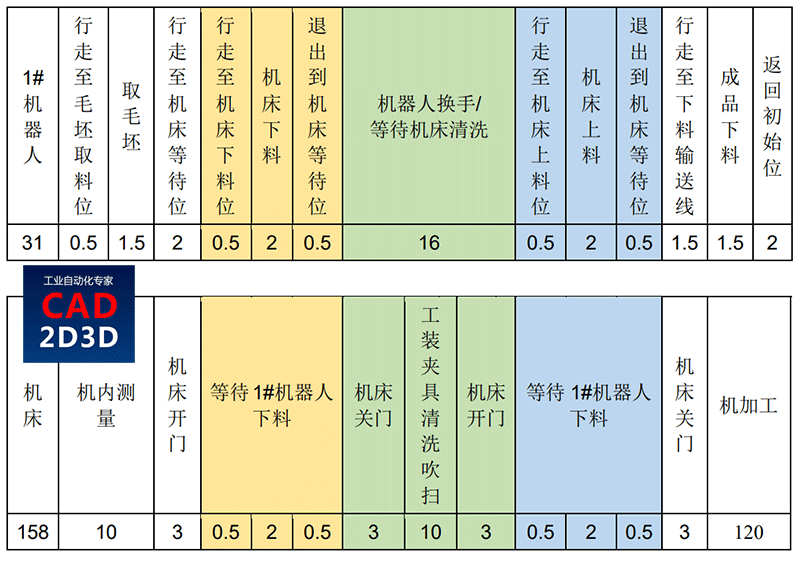
机器人完成一次机床上下料的总时间为31s,其中上下料+工装清洗占用机床的时间为21s。
机床有效的机加工的的时间为120s,加上机床空闲时间38s(机床关门时间12s,机内测量时间10s,机器人上下料时间6s,工装夹具清洗时间10s),合计158s,因此机床的循环时间为158s,此工序的生产节拍为158s/件。
表4 机加工时序图
未完待续
更多精彩内容请参见完整版教材。
《工业机器人系统集成自动化生产线方案设计大师》教材获取方法:
关注微信公众号 CAD2D3D,回复 方案大师 获取本教材。
留言说明
如对本文有疑问,可关注微信公众号 科技大爆炸TheBigBang 直接留言即可。
手机扫描下方二维码直接关注 科技大爆炸TheBigBang。

也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com
转载请注明:
文章作者:尚延伟 原文链接:https://www.cad2d3d.com/post-1534.html



 齿轮锻造自动化生产线方案设计,如何利用机器人实现锻造自动化
齿轮锻造自动化生产线方案设计,如何利用机器人实现锻造自动化
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 1.3万套机械设备3D模型 机械工程师必备 2025年持续更新中
1.3万套机械设备3D模型 机械工程师必备 2025年持续更新中 AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 科技从一颗螺丝钉开始,看似简单的螺丝钉,可惜有几个人用对了?
科技从一颗螺丝钉开始,看似简单的螺丝钉,可惜有几个人用对了? 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载