
 国行正品 Apple/苹果 iPhone 14/苹果14/13/12全网通手机三期免息
国行正品 Apple/苹果 iPhone 14/苹果14/13/12全网通手机三期免息  国行正品 Apple/苹果 iPhone 15 苹果15Plus/14Plus全网通5G手机
国行正品 Apple/苹果 iPhone 15 苹果15Plus/14Plus全网通5G手机  Apple/苹果 iPhone 15 Plus预激活国行正品 苹果15双卡手机现货16
Apple/苹果 iPhone 15 Plus预激活国行正品 苹果15双卡手机现货16 3.4.1 机加工基础知识
常见的机加工方法有车、铣、刨、磨、钻、镗、冲、锯、插等。
与机加工相关的内容有工艺、机床、刀具、工装夹具、断屑、对刀、机内测量、刀补、清洗等。
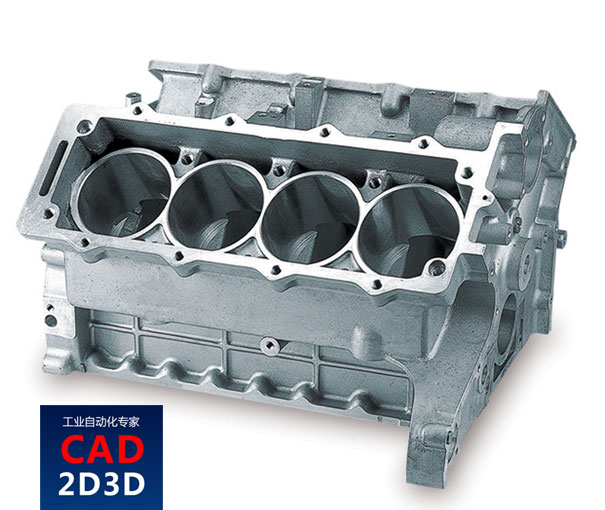
图77 发动机壳体
深度阅读:
- 刀具与机床主轴是如何连接?:https://www.cad2d3d.com/post-1137.html
- 机加工自动化案例视频:https://www.cad2d3d.com/post-1435.html
3.4.2 机加工工艺流程
工艺设计是机加工的难点,涉及到机床参数、刀具选型、加工方法、材料等等,一次装夹尽量完成较多的加工内容,减少设备数量。自动化生产线要求各工序节拍尽量相等。
工艺流程:前序来料—工件清洗—OP10—工件清洗—OP20—工件下料
3.4.3 发动机壳体机加工生产线组成及布局
发动机缸体机加工自动化生产由4台卧式加工中心(OP10 2台,OP20 2台)、2台FANUC M-710iC/45M机器人(含桁架、检修台及手爪)、1套视觉定位装置、3台清洗机、1条上料输送线、1个下料输送线、2个缓存台、1条抽检滑台,1套地面接水槽、安全围栏、安全门及系统控制柜等设备组成。
机器人第7轴行走采用桁架侧挂结构,每台机器人各负责单侧2台机床的上下料,2台机器人协调运行,互不干涉。

图78 机加工自动化生产线布局
3.4.4 机加工节拍时序
OP10、OP20机加工时间为120s,机床开关门合计8s,机床工装夹具清洗时间10s。
马扎克卧式加工中心机床为转台式双工作台,机床上下料不影响机加工。
机器人完成OP10上下料用时56s,OP20和OP10类似,1台机器人完成OP10和OP20用时总计112s(56+56),小于机加工的时间(120s),可以满足机床节拍要求。
表17 机器人完成OP10上下料节拍时序表

3.4.5 机加工自动化配套设备详述
3.4.5.1 机床
机床种类很多,常见的由车床和加工中心。车床最好具有主轴回原点功能。
为实现机加工闭环控制,机床最好配置对刀仪和机内测头,实现工件自动寻位和过程测量,实现反馈到控制系统,自动进行刀补。
1) 对刀仪
在CNC机床上使用自动对刀测头大大提高了生产质量。如果使用机外对刀仪,就不能够在有效工作状态下测量刀具,而且以人工方式把数据输入CNC也会造成错误。另外,外部测量系统不能用于检查刀具磨损和两个加工循环之间的刀具的切削刃的情况。
对刀测头可用于确定:刀具长度、半径、刀具切削刃磨损评估、刀具破损检测以及检查换刀后主轴内的刀具是否正确。这些功能均在机床上自动实现,同时把测量数据写入刀具参数表。

图79 对刀仪及机内测头
2) 工件测量头
工件测量头直接装在机床刀塔上,机床加工完成后,执行换刀程序,取工件测量头,执行工件测量程序。对刀仪是安装在机床指定位置,若机床刀具不能移动的话,则移动对刀仪,若机床刀具可以移动,则移动机床刀具。测量头主要包括发射器和接收器两部分,两者之间可以采用无线、红外、电缆连接。
深度阅读:
- 机床对刀仪和机内测头概述:https://www.cad2d3d.com/post-1376.html
- 机床对刀仪和机内测头详细说明及应用示意:https://www.cad2d3d.com/post-795.html

图80 机内测头
3) 机床工装夹具
工装夹具须具有自动定位和夹紧松开的功能,保证工件可以轻松取放。
工装夹具须具有自动清理铁屑的功能,保证定位面和装夹面无铁屑和切削液。
工装夹具须具有工件到位检测功能,可以采用气密检测的方法,自动检测工件是否安装到位。

图81 工装夹具
深度阅读:
- 工件到位气密性检测传感器(SMC):https://www.cad2d3d.com/post-952.html
- 车床三爪卡盘工件到位检测实现方法:https://www.cad2d3d.com/post-1027.html
- 三爪卡盘的内部构造和卡紧原理:https://www.cad2d3d.com/post-822.html
- 高压水断屑:https://www.cad2d3d.com/post-812.html
- 刀具缠屑清理方法:https://www.cad2d3d.com/post-1107.html
3.4.5.2 机器人手爪
机器人手爪主要由连接法兰盘、平行开合三爪气缸、平行开合二爪气缸、手指、手指块等组成,三爪气缸撑内孔实现工件定位。
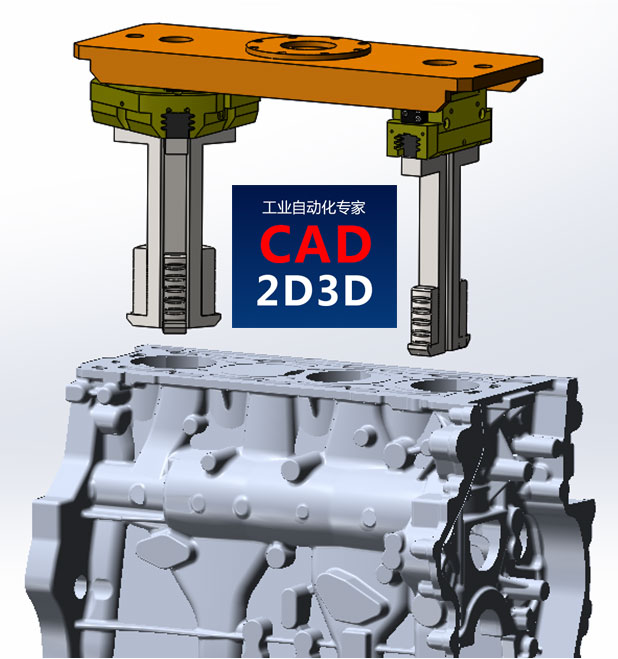
图82 机器人手爪示意图
3.4.5.3 机器人桁架
机器人桁架由机架、伺服马达、减速机、线性导轨、齿轮齿条、行程开关等组成。

图83 机器人桁架示意图
转载请注明:
文章作者: 尚延伟 原文链接:https://www.cad2d3d.com/post-1574.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。

也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




 方程和Equation,方程的含义至今我也不理解,但英文单词Equation让我茅塞顿开,这就是为什么要学习英语的原因
方程和Equation,方程的含义至今我也不理解,但英文单词Equation让我茅塞顿开,这就是为什么要学习英语的原因 工程师有多心虚?大多都不用自己设计的产品,内心总觉得不踏实
工程师有多心虚?大多都不用自己设计的产品,内心总觉得不踏实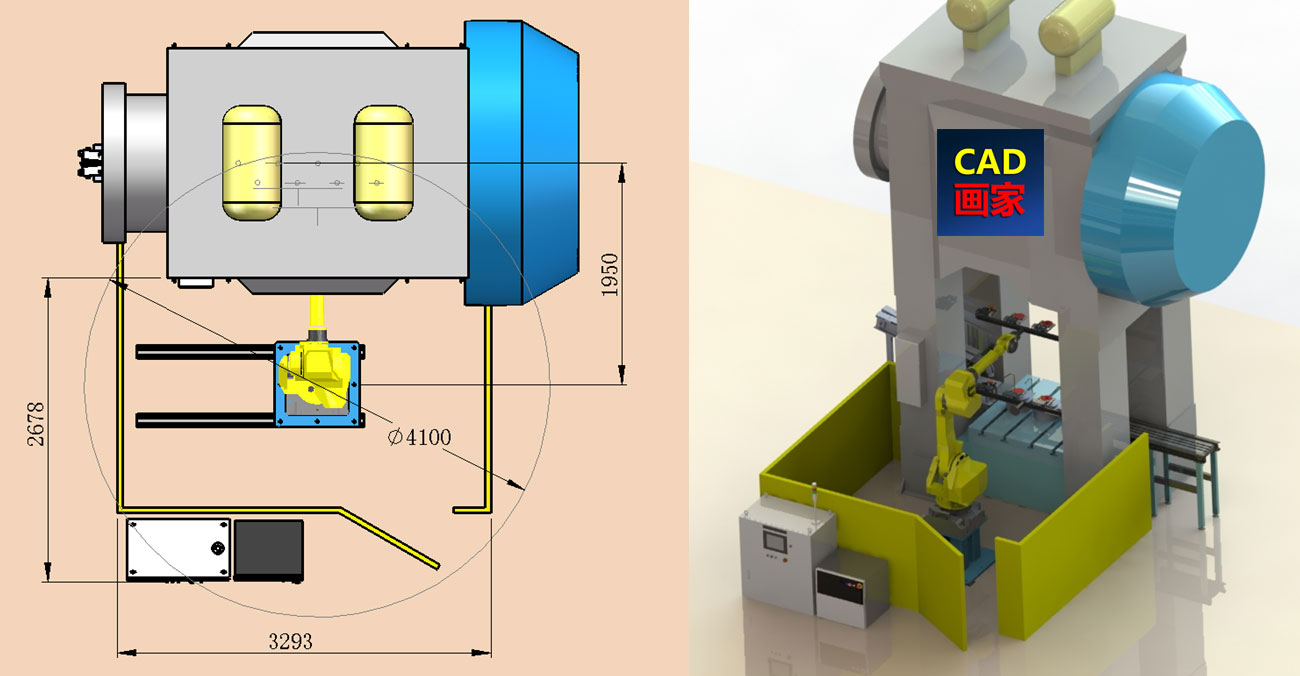 齿轮锻造自动化生产线方案设计,如何利用机器人实现锻造自动化
齿轮锻造自动化生产线方案设计,如何利用机器人实现锻造自动化
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载