
与
无人机 相关商品:
查看所有与
无人机 相关商品 >>
 大疆 DJI Neo 2 会飞的跟拍摄影师 运动亲子户外露营旅行智能跟拍4K入门航拍飞行相机新手无人
大疆 DJI Neo 2 会飞的跟拍摄影师 运动亲子户外露营旅行智能跟拍4K入门航拍飞行相机新手无人  专业触屏液晶遥控器4K高清航拍避障无人机无刷30公里续航GPS返航无人机高清专业航拍遥控飞机高端飞行
专业触屏液晶遥控器4K高清航拍避障无人机无刷30公里续航GPS返航无人机高清专业航拍遥控飞机高端飞行  2026年新款遥控飞机无人机高清专业航拍小型小学生入门级儿童玩具
2026年新款遥控飞机无人机高清专业航拍小型小学生入门级儿童玩具 齿轮热模锻自动化生产设计方案,根据生产工艺,产品特点、现有设备等条件,设计一条全自动化锻造生产线。
1 项目概况
- 工件:齿轮
- 重量:2kg
- 锻造温度:最高1200℃
- 工艺:棒料拍扁—成型—冲孔
- 锻造方式:3工位满锻
2 功能目标
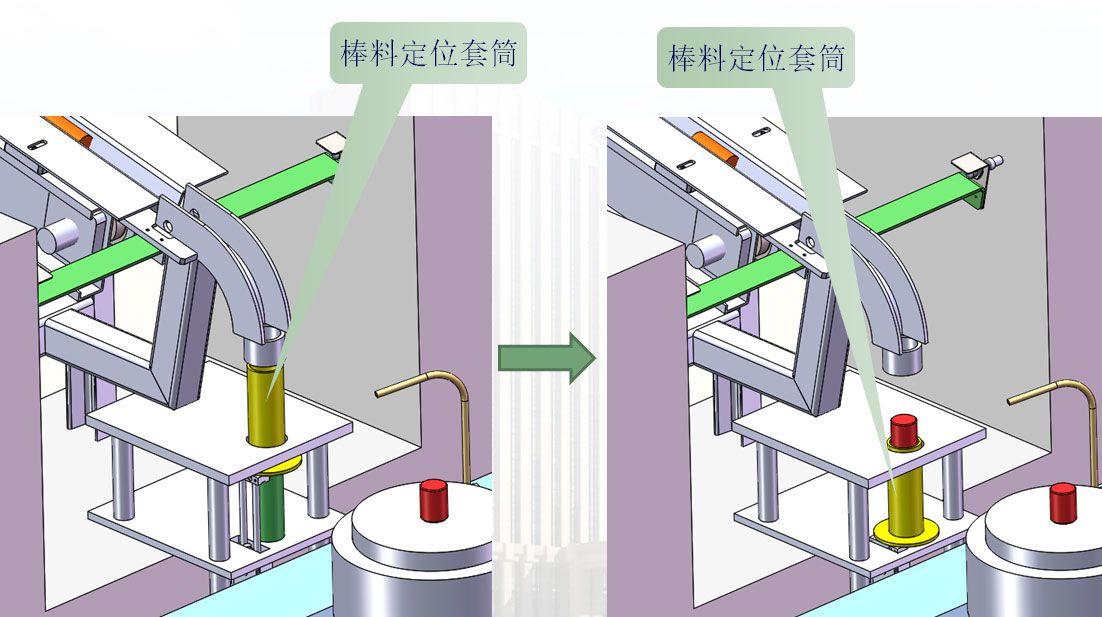
- 棒料自动定位
- 氧化皮吹扫
- 自动喷脱模剂
- 锻压机三工位自动化上下料
- 生产节拍:7s/件
3 方案设计
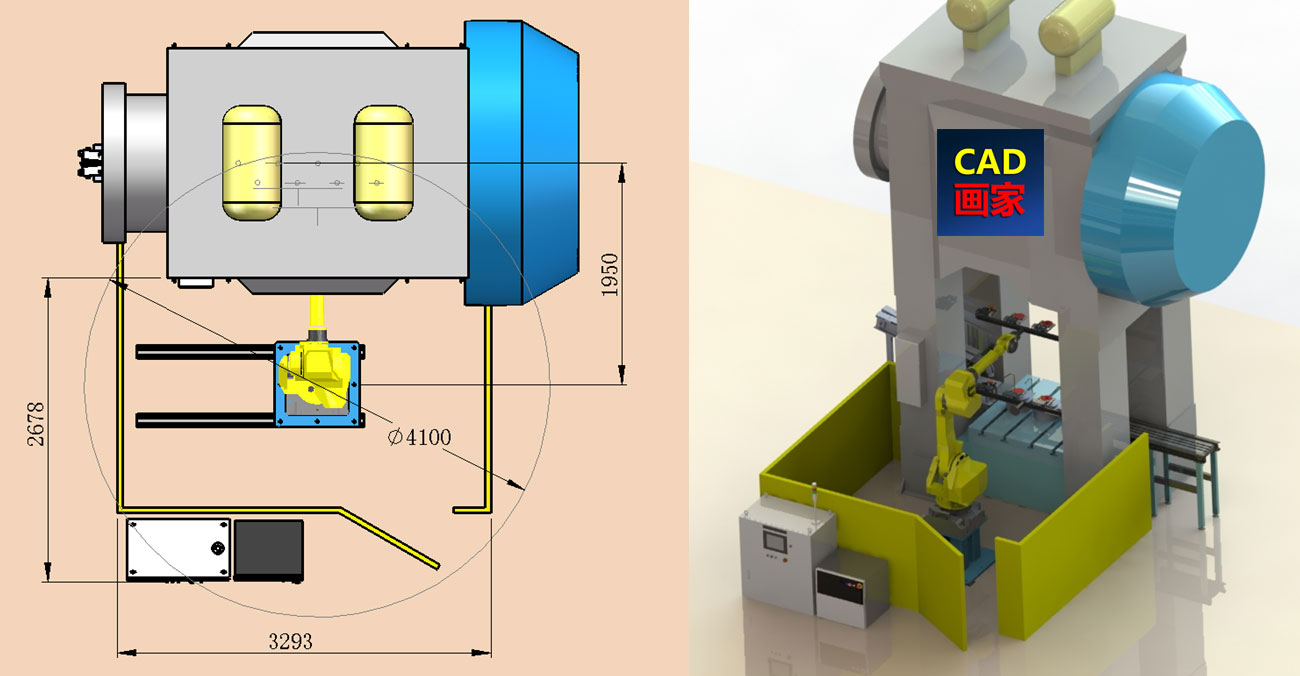
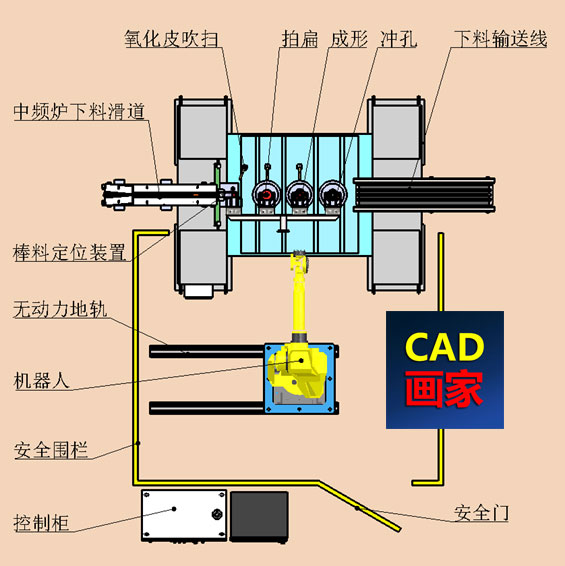
3.1 整体布局
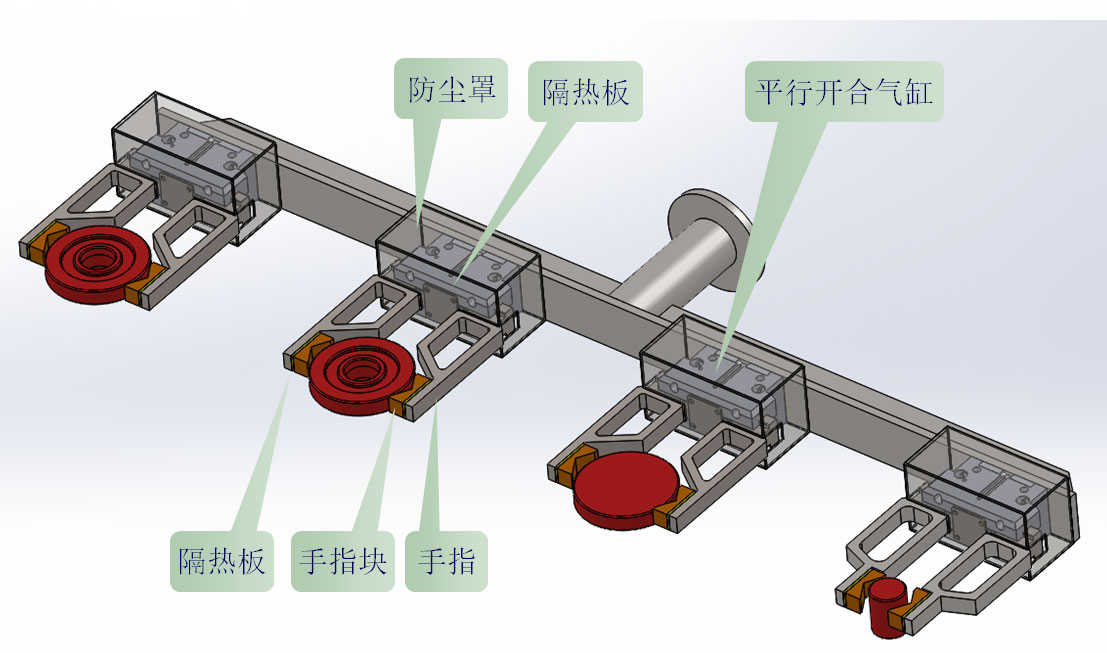
机器人采用4手爪,同时抓取棒料、拍扁、成形、冲孔共计4个工序的工件。移动一个工序间的距离,完成4个工序同时上下料。
中频炉下料滑道棒料落到定位装置里,实现棒料竖直定位。
下料输送线采用链条输送机。
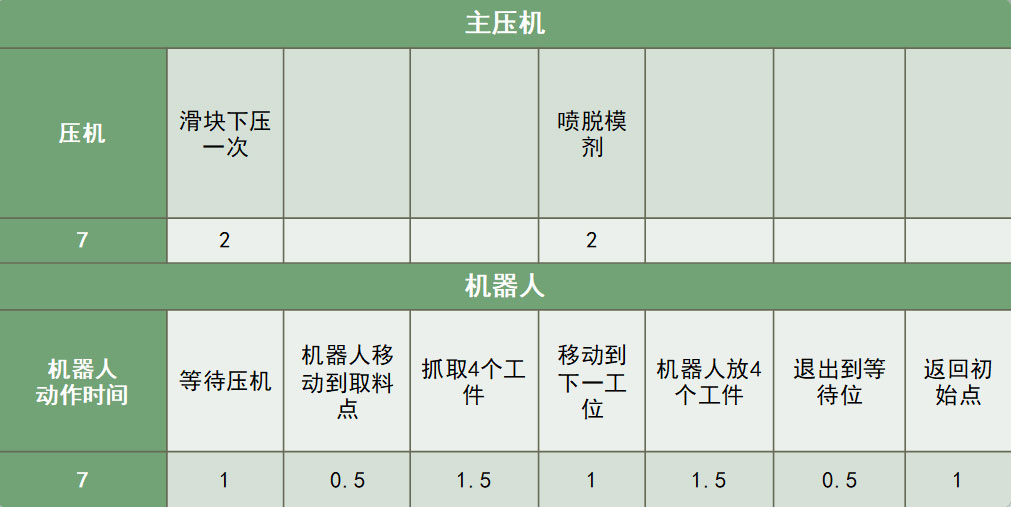
3.2 节拍分析
锻压机滑块下压一次的时间为2s,脱模剂喷雾时间2s,压机循环节拍为7s。
3.3 设备描述
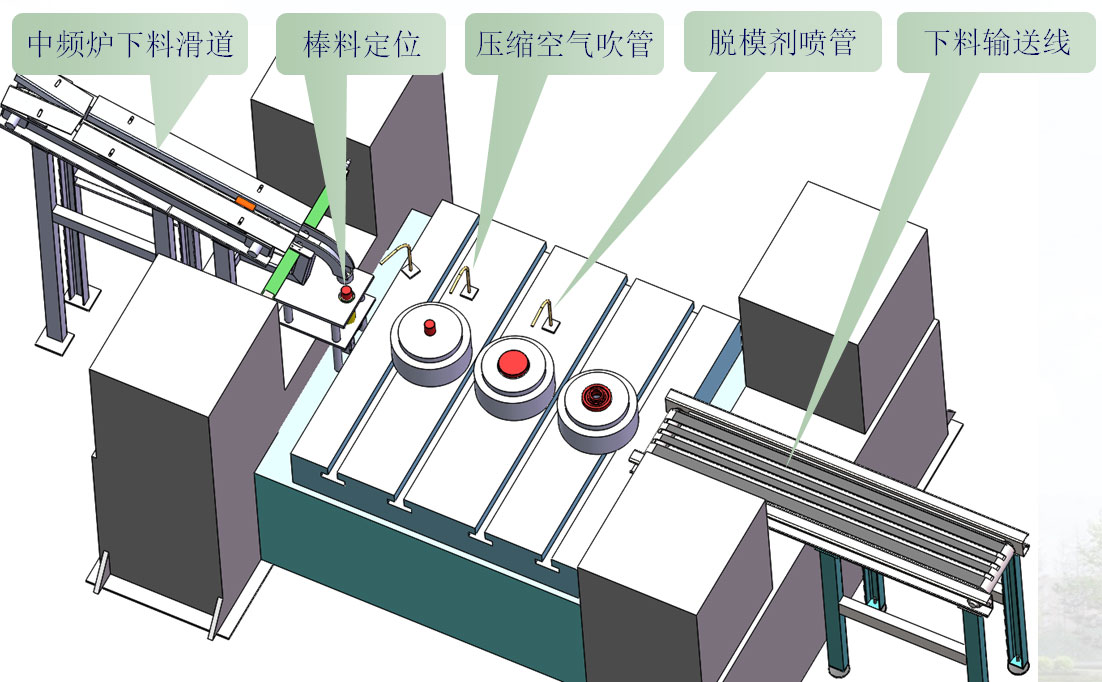
棒料输送采用双通道,利用气缸将通道1上的工件逐个推到通道2上,杜绝2个棒料粘连。

4 总结
小零件锻造自动化生产线的特点是节拍快,生产节拍5~7s/件,采用机器人解决锻造上下料主要难点就是节拍问题,如果是多工位,多台机器人,尽量保证各工位平衡。
热模板温度1200℃,机器人手爪设计时主要绝热和降温,可通过增加隔热板或增加风冷或水冷等方式来降低手爪的温度。
转载请注明:
文章作者: 尚延伟 原文链接:https://www.cad2d3d.com/post-1934.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。

也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




 电子元器件图示,名称中英文对照,一图胜过千言万语
电子元器件图示,名称中英文对照,一图胜过千言万语 超声波高频振刀断屑,机加工断屑不再是难题,自动化产线迎来曙光
超声波高频振刀断屑,机加工断屑不再是难题,自动化产线迎来曙光 机器人给机床开关门,为什么很多人接受不了,非要给加个自动门?
机器人给机床开关门,为什么很多人接受不了,非要给加个自动门? 德国机加工铁屑清理方法,行业最大难题,没想到这么容易就解决了
德国机加工铁屑清理方法,行业最大难题,没想到这么容易就解决了 如何利用视觉相机识别区分平垫片正反面?
如何利用视觉相机识别区分平垫片正反面? 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载