
 工业机器人 机械手 本体
工业机器人 机械手 本体  二手工业机器人 18kg 4轴 三菱机械手 本体
二手工业机器人 18kg 4轴 三菱机械手 本体  安川机械手 工业机器人 机器人本体 MOTOMAN HP20 20公斤
安川机械手 工业机器人 机器人本体 MOTOMAN HP20 20公斤 2.3.3 节拍计算案例
下面以锻造和机加工为例,说明一下如何计算两种截然不同的节拍计算方法。
锻造和机加工其中一个主要的差异就是节拍,比如曲轴锻造,锻压机压一下的时间只有2s,而机器人搬运工件的时间8.5s,机器人动作时间相对来说长一些,因此重点计算机器人的节拍,而曲轴机加工节拍120s/件,机床是瓶颈,因此重点计算机床的节拍。
2.3.3.1 案例1:锻造自动化生产线节拍计算
由于锻造节拍很快,锻造一般采用单手爪上下料。
针对特定工序,先分析机器人的节拍,然后再校核压机的节拍。
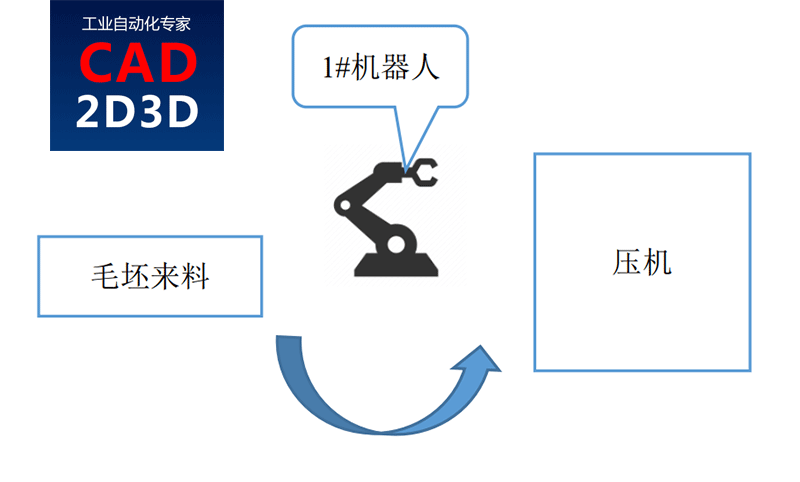
图 14 锻造单元布局示意
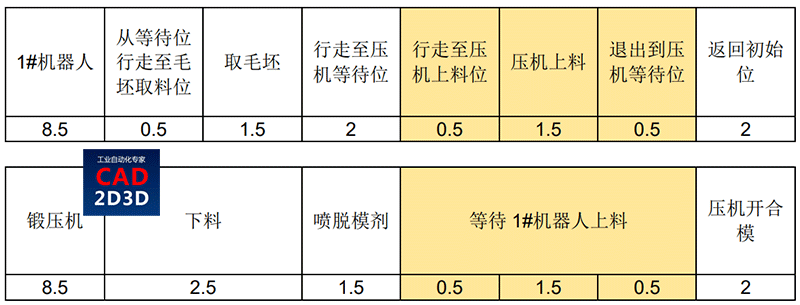
1#机器人完成锻压机(单工序、单工位)上料的循环时间为8.5s,而锻压机完成一次循环的时间为8.5s,整个生产线的节拍以慢的设备为准,因此生产线最终节拍为8.5s。
表 3 锻造时序
2.3.3.2 案例2:机加工自动化生产线节拍计算
由于机床加工时间较长,机加工一般采用双手爪上下料。
针对特定工序,先分析机器人的节拍,然后找出机器人上下料占用机床的时间,再加上机加工的时间,就是这个工序的循环节拍。
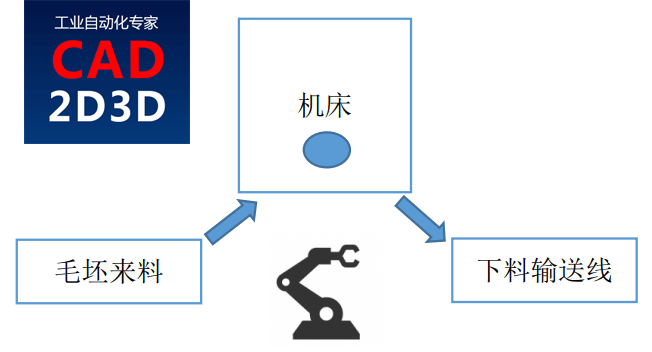
图15 机加工单元布局示意图
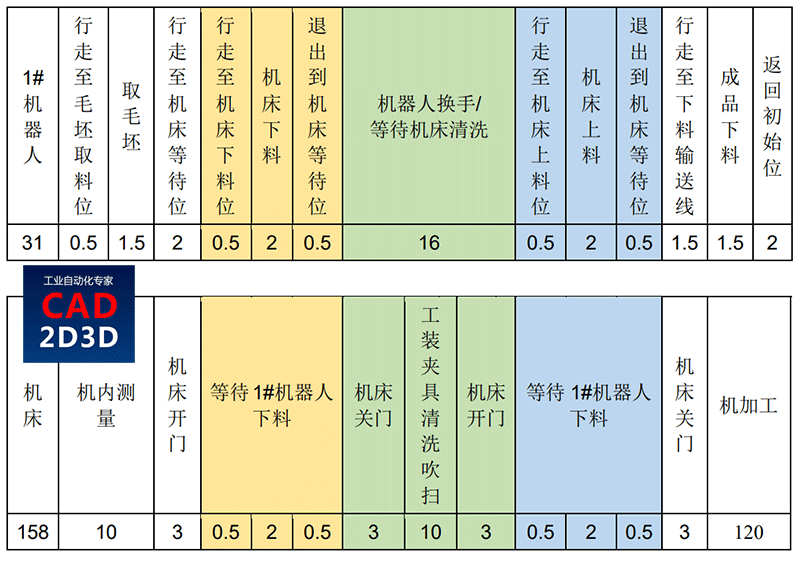
机加工工序的总时间=机加工时间+机内测量时间+机床开关门时间+装夹时间+机内清洗时间+上下料时间。
机器人完成一次机床上下料的总时间为31s,其中上下料+工装清洗占用机床的时间为21s。
机床有效的机加工的的时间为120s,加上机床空闲时间38s(机床关门时间12s,机内测量时间10s,机器人上下料时间6s,工装夹具清洗时间10s),合计158s,因此机床的循环时间为158s,此工序的生产节拍为158s/件。
表4 机加工时序图
未完待续
更多精彩内容请参见完整版教材。
《工业机器人系统集成自动化生产线方案设计大师》教材获取方法:
关注微信公众号 CAD2D3D,回复 方案大师 获取本教材。
转载请注明:
文章作者: 尚延伟 原文链接:https://www.cad2d3d.com/post-1534.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。

也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




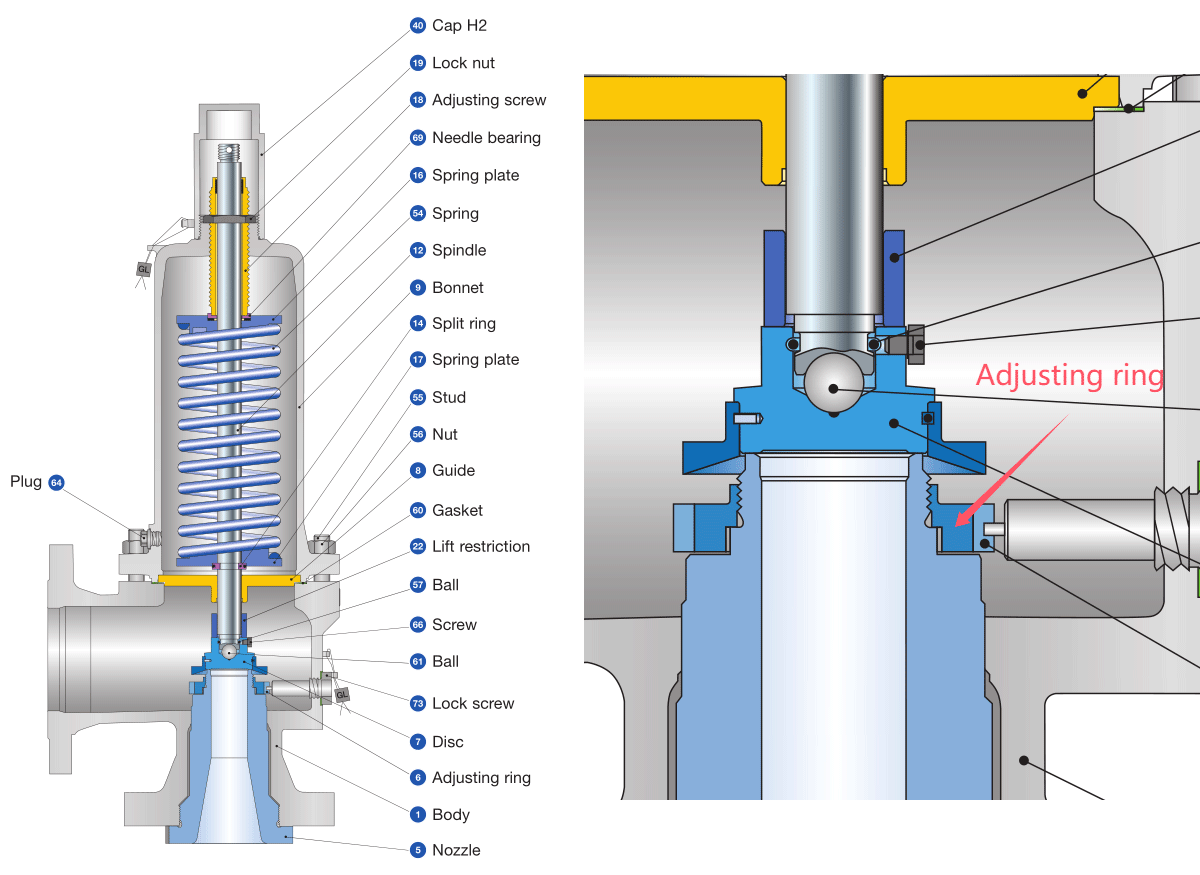 装车橇设计大师:安全阀构造、选型和安装
装车橇设计大师:安全阀构造、选型和安装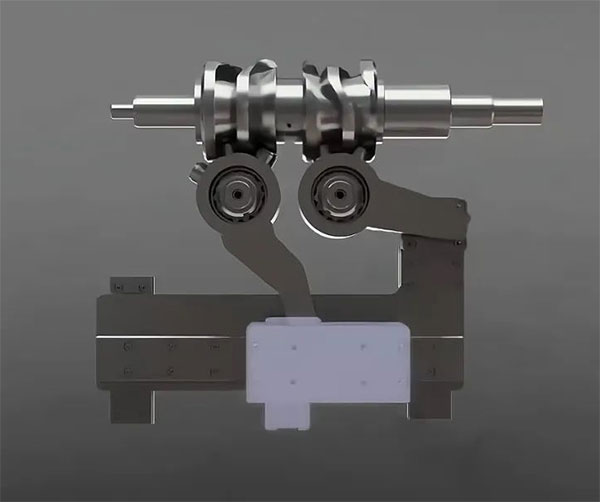 纯机械方式实现的二轴机械手,完全去电气化,尽显机械之美
纯机械方式实现的二轴机械手,完全去电气化,尽显机械之美 隔振、振动控制、抗震保护 供应商 — 德国隔尔固GERB
隔振、振动控制、抗震保护 供应商 — 德国隔尔固GERB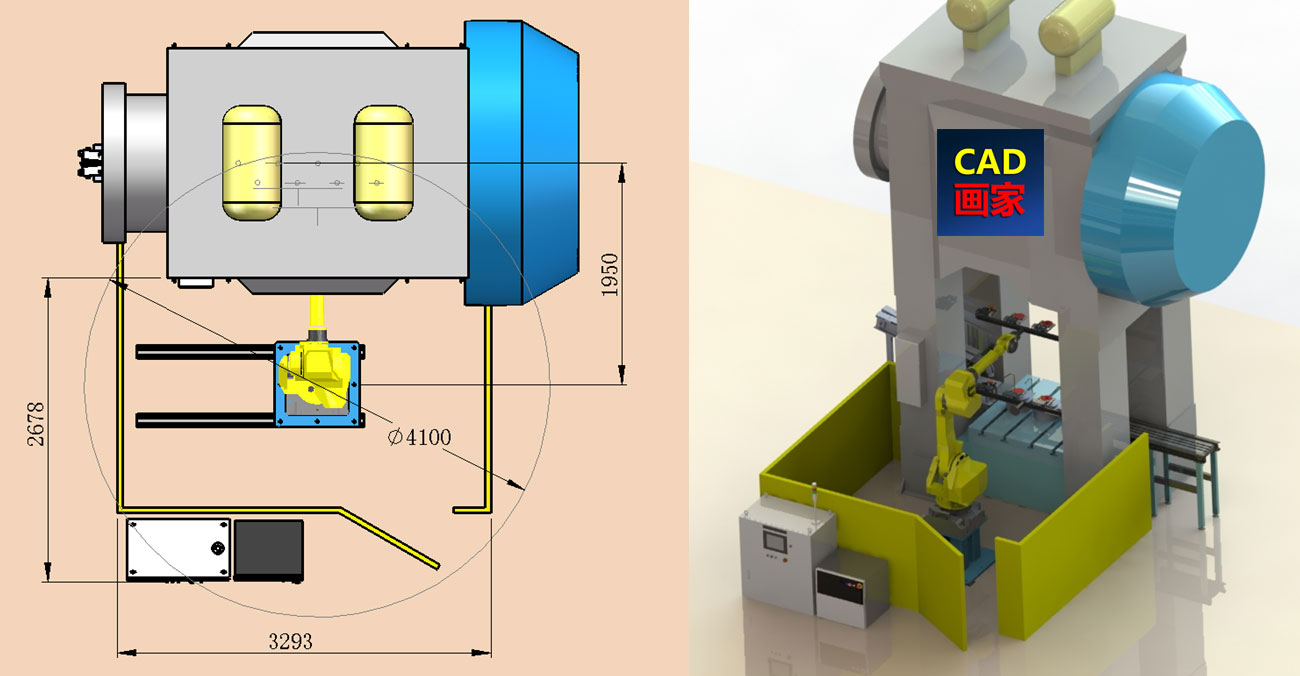 齿轮锻造自动化生产线方案设计,如何利用机器人实现锻造自动化
齿轮锻造自动化生产线方案设计,如何利用机器人实现锻造自动化
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载