
与
减速机 相关商品:
查看所有与
减速机 相关商品 >>
 齿轮减速电机380V卧式立式400W750W晟邦变频调速电动机齿轮减速机
齿轮减速电机380V卧式立式400W750W晟邦变频调速电动机齿轮减速机  减速电机380V卧式200W/400W城邦750W变频调速1500W立式齿轮减速机
减速电机380V卧式200W/400W城邦750W变频调速1500W立式齿轮减速机  减速电机380V卧式400W750W1500W 立式齿轮减速机三相变频刹车马达
减速电机380V卧式400W750W1500W 立式齿轮减速机三相变频刹车马达 3.6 焊接自动化生产线
3.6.1 焊接基础知识
机器人焊接主要分为点焊和弧焊。
点焊是指焊接时利用柱状电极,在两块搭接工件接触面之间形成焊点的焊接方法。点焊时,先加压使工件紧密接触,随后接通电流,在电阻热的作用下工件接触处熔化,冷却后形成焊点。
点焊主要用于厚度4mm 以下的薄板构件冲压件焊接,特别适合汽车车身和车厢、飞机机身的焊接。但不能焊接有密封要求的容器。
弧焊又分为电弧焊和氩弧焊,电弧焊其实就是我们常见的点焊,电弧是在焊条的端部和被焊工件表面之间燃烧。
氩弧焊是使用氩气作为保护气体的一种焊接技术,属于气体保护焊。
3.6.2 焊接生产线组成及布局
弧焊焊接生产线主要由焊接机器人、焊枪、焊接电源、变位工装、焊缝激光跟踪传感器等组成。
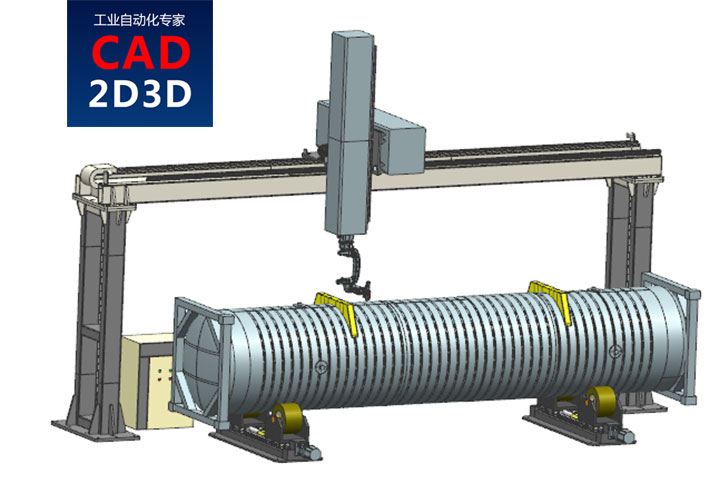
图88 焊接自动化单元
3.6.3 锻造自动化配套设备详述
3.6.3.1 弧焊机器人
焊接机器人本体和标准版的没有什么区别,差别主要是软件,焊接涉及到焊接电流、焊接速度等,这些参数最好由机器人控制系统统一控制,因此购买焊接机器人时需要注意选择对应的软件。

图89 焊接机器人
3.6.3.2 焊接电源
焊接电源须具备低飞溅、短弧焊、连续点焊等功能。

图90 焊接电源
3.6.3.3 焊缝激光跟踪传感器
寻找焊缝位置,自动纠偏,实现自动焊接。

图91 激光跟踪传感器
未完待续 ~
输入暗号阅读全文
暗号:
暗号错误,请重试!
暗号获取方式
关注本站微信公众号 喜爱的CAD,私信回复:
暗号1586
即可自动获取。
手机扫描下方二维码快速关注公众号 喜爱的CAD ↓↓↓

转载请注明:
文章作者: 尚延伟 原文链接:https://www.cad2d3d.com/post-1586.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。
也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




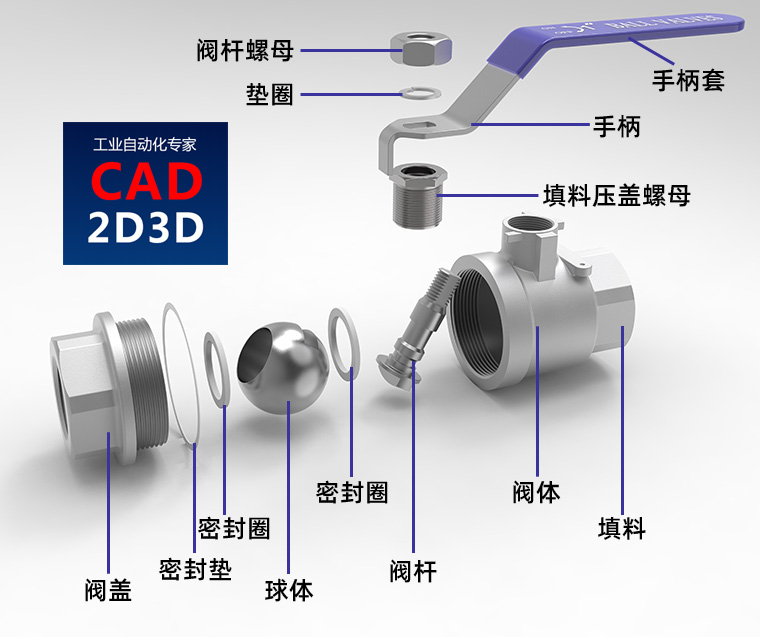 一片式球阀、两片式球阀、三片式球阀和广式球阀的内部构造和区别
一片式球阀、两片式球阀、三片式球阀和广式球阀的内部构造和区别 日本欧姆龙AGV,确实比国内的高大上,当然价格也是高的惊人
日本欧姆龙AGV,确实比国内的高大上,当然价格也是高的惊人 快速换模装置,5吨模具1分钟自动装好,速度比人快10倍
快速换模装置,5吨模具1分钟自动装好,速度比人快10倍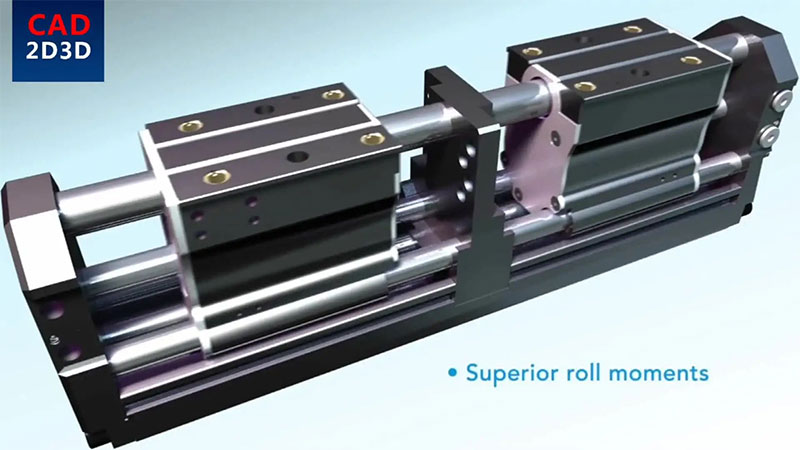 美国制造大行程平行开合气动手爪,驱动和同步装置非同寻常
美国制造大行程平行开合气动手爪,驱动和同步装置非同寻常 4连杆机构仿形铲土机
4连杆机构仿形铲土机 瓜果蔬菜识别采摘机器人—未来农场
瓜果蔬菜识别采摘机器人—未来农场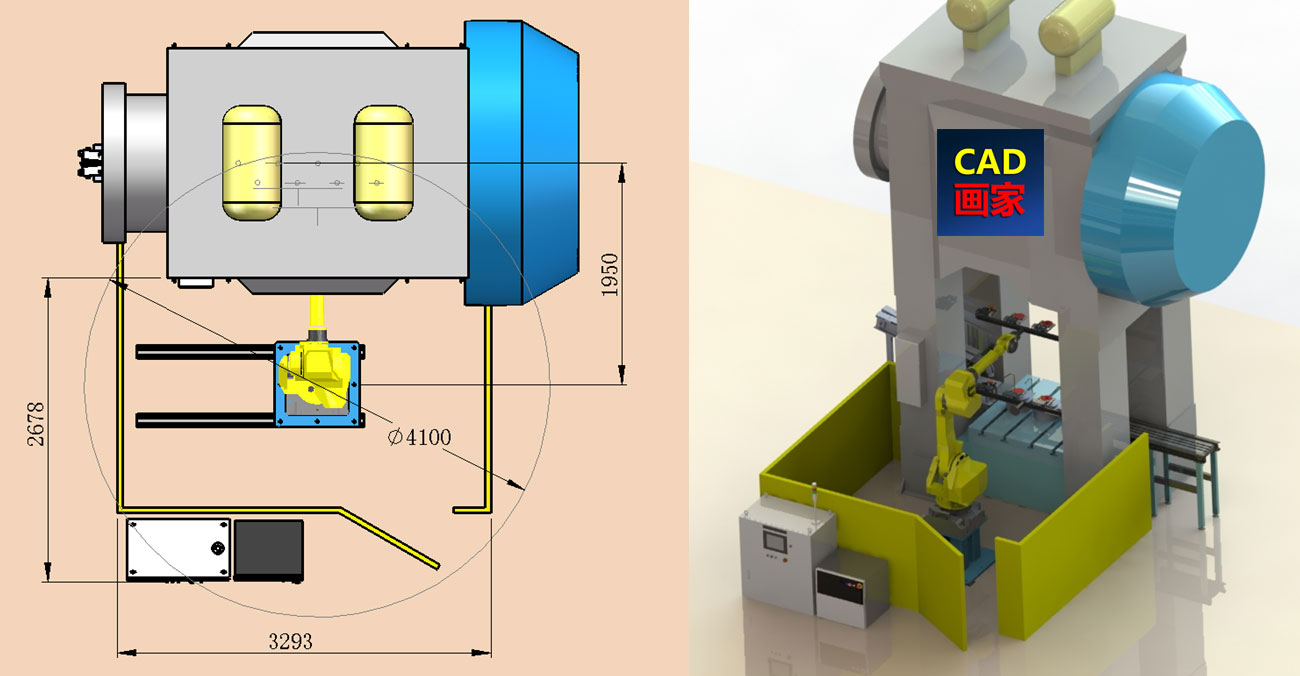 齿轮锻造自动化生产线方案设计,如何利用机器人实现锻造自动化
齿轮锻造自动化生产线方案设计,如何利用机器人实现锻造自动化
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载