
 陶瓷花边包包纸巾盒客厅高级感轻奢抽纸盒创意设计感高档茶几摆件
陶瓷花边包包纸巾盒客厅高级感轻奢抽纸盒创意设计感高档茶几摆件  像素小猫微信红包封面序列号wx动态背景音乐创意设计可爱粉色猫咪
像素小猫微信红包封面序列号wx动态背景音乐创意设计可爱粉色猫咪  NALU那路纸巾盒新中式摆件高级创意设计扇子轻奢高档客厅茶几礼物
NALU那路纸巾盒新中式摆件高级创意设计扇子轻奢高档客厅茶几礼物 3.3.1 锻造基础知识
锻造是利用锻压机对金属胚料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法。
钢的开始再结晶温度约为727℃,但普遍采用800℃作为划分线,高于800℃的是热锻,在300~800℃之间称为温锻或半热锻,在室温下进行锻造的称为冷锻。
热锻需要将胚料加热到1200℃,表面会产生氧化皮,可以采用除鳞机或镦粗的方式实现去除氧化皮。
锻造制坯和终锻工序需要对模具进行润滑和降温处理,可以采用表面吹气清理+喷水冷却+喷脱模剂润滑的方式,常用的脱模剂有石墨乳,一般将水气液3路喷头固定在机械手上,由机械手伸入模腔位置,对模腔表面进行吹扫喷涂。
深度阅读:
- 锻造石墨乳配比及使用注意事项:https://www.cad2d3d.com/post-897.html
- 高压水去氧化皮:https://www.cad2d3d.com/post-868.html
- 石墨乳脱模剂:https://www.cad2d3d.com/post-869.html
- 锻造自动线风险点和难点:https://www.cad2d3d.com/post-874.html
- 曲轴锻造机器人上下料:https://www.cad2d3d.com/post-1134.html
- 热态尺寸视觉检测:https://www.cad2d3d.com/post-1326.html
- 锻造自动化生产线案例视频:https://www.cad2d3d.com/post-1434.html
3.3.2 曲轴锻造工艺流程
典型工艺流程:中频炉加热→温度分选→除鳞→镦粗→预锻→终锻→切边冲孔→尺寸检测→温控→热处理
3.3.3 曲轴锻造生产线组成及布局
本案例以发动机曲轴为例,详细讲解如何设计一条曲轴锻造自动化生产线。
曲轴锻造自动化生产线由1台中频炉、1套除磷机、1台5000T锻压机、1台500T冲床、5台FANUC R-2000iC/165F机器人(含基座、手爪)、1个中转台、若干个抽检滑台,安全围栏、安全门及系统控制柜等设备组成。
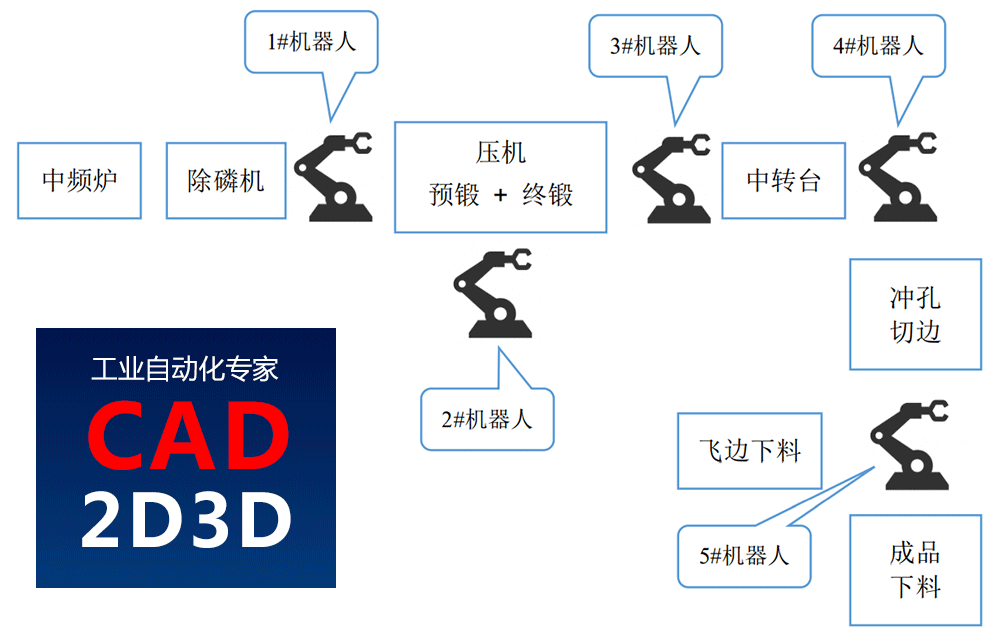
图69曲轴锻造布局图
3.3.4 锻造节拍时序
锻造节拍很快,小零件人工操作节拍可到4s/件,6轴机器人无法实现这么快的速度,因此锻造生产线的节拍一般受限于机器人,正常情况下,FANUC R-2000iC/165F机器人完成一次搬运(距离2米)的时间为8s。
锻造生产线中,1台锻压机放2个工序很普遍,比如主锻压机通常会放预锻和终锻两个工序,如果节拍要求不高,预锻到终锻的搬运可以借用前序或后序的机器人来完成,若节拍要求很快,则必须新加一台机器人,用来实现预锻到终锻的搬运。
本案例中采用新加机器人实现预锻到终锻的搬运。
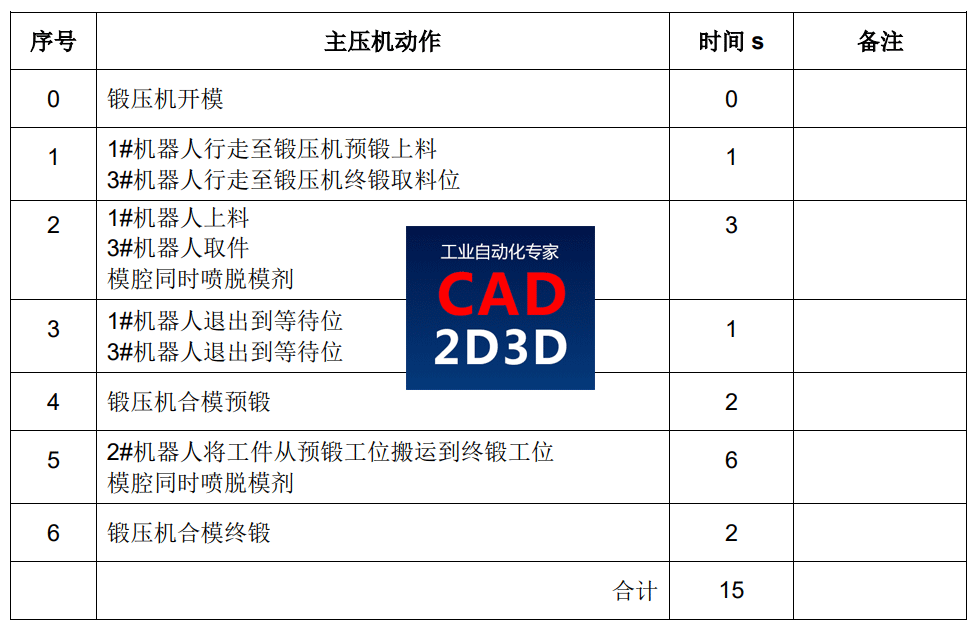
本案例中主压机由于需要下压两次,在所有锻压机中节拍最长,需要单独拿出来分析节拍。另外5#机器人需要取成品和飞边,是所有机器人中动作最多的,需要单曲拿出来分析节拍。
经过分析计算,主压机节拍为15s,5#机器人动作节拍为15s,因此整线节拍为15s/件
表12取成品和飞边机器人节拍时序表
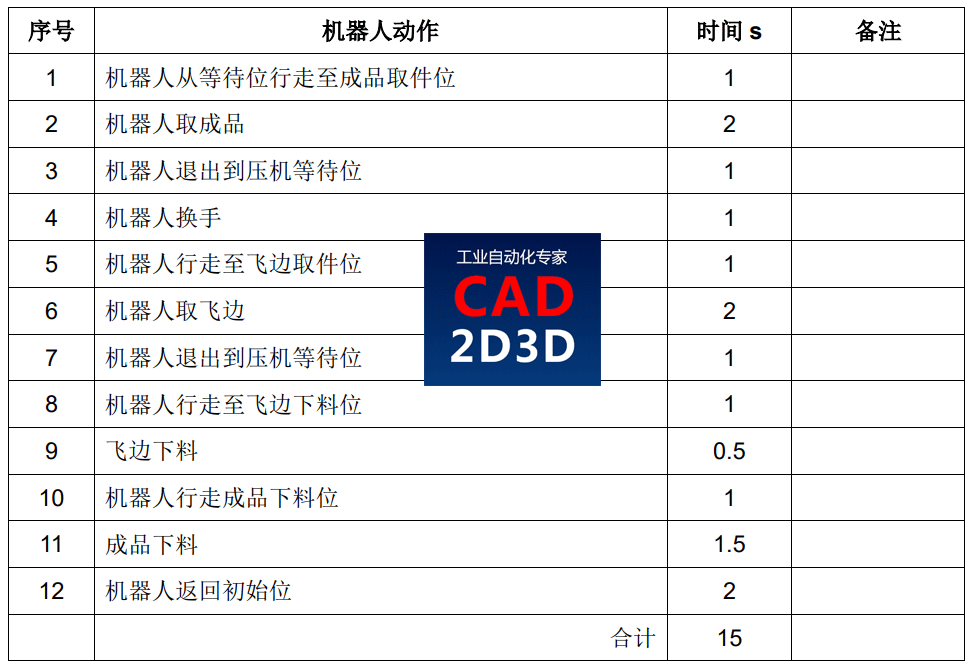
表13主压机(预锻和终锻)节拍时序表
3.3.5 锻造自动化配套设备详述
3.3.5.1 锻压机
锻造行业常见的有摩擦压力机、机械式压力机、电动螺旋压机、辊锻机、液压机等。其中机械式压力机和辊锻机是依靠机械装置实现精确成型,摩擦式压力机、电动螺旋压力机、液压机都是能量冲击型的方式,不能保证每次成型一致。

3.3.5.3 模座模具
锻压机只配置T型工作台面,为了方便模具安装,通常要在T型台面上设置模座(分上下模座),最后将模具安装到模座上。
为了满足自动化快速换模要求,模座又划分为主模座和副模座,主副模座通过液压夹紧器快速夹紧。
换模流程:线外模具预先安装到副模座上,换模时直接将更副模座和模具。
3.3.5.4 快速换模装置
热模锻模具寿命较短,可能每班都要换模,为了提高换模效率,大吨位的锻压机通常需要配置快速换模装置,小吨位的锻压机配置旋转换模臂。
快速换模装置主要由夹模器、举模器、移载臂、换模台车等组成。
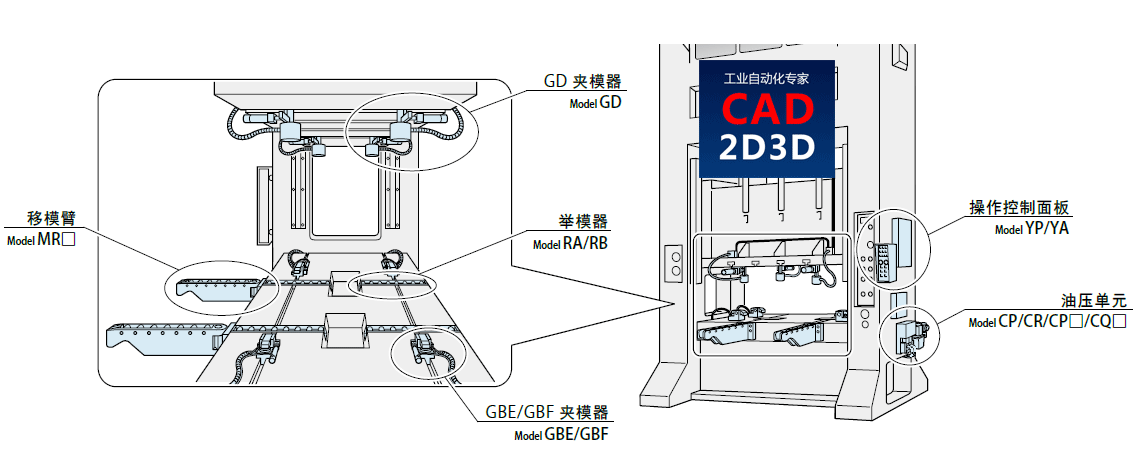
图70快速换模装置示意图

图71快速换模装置实体图
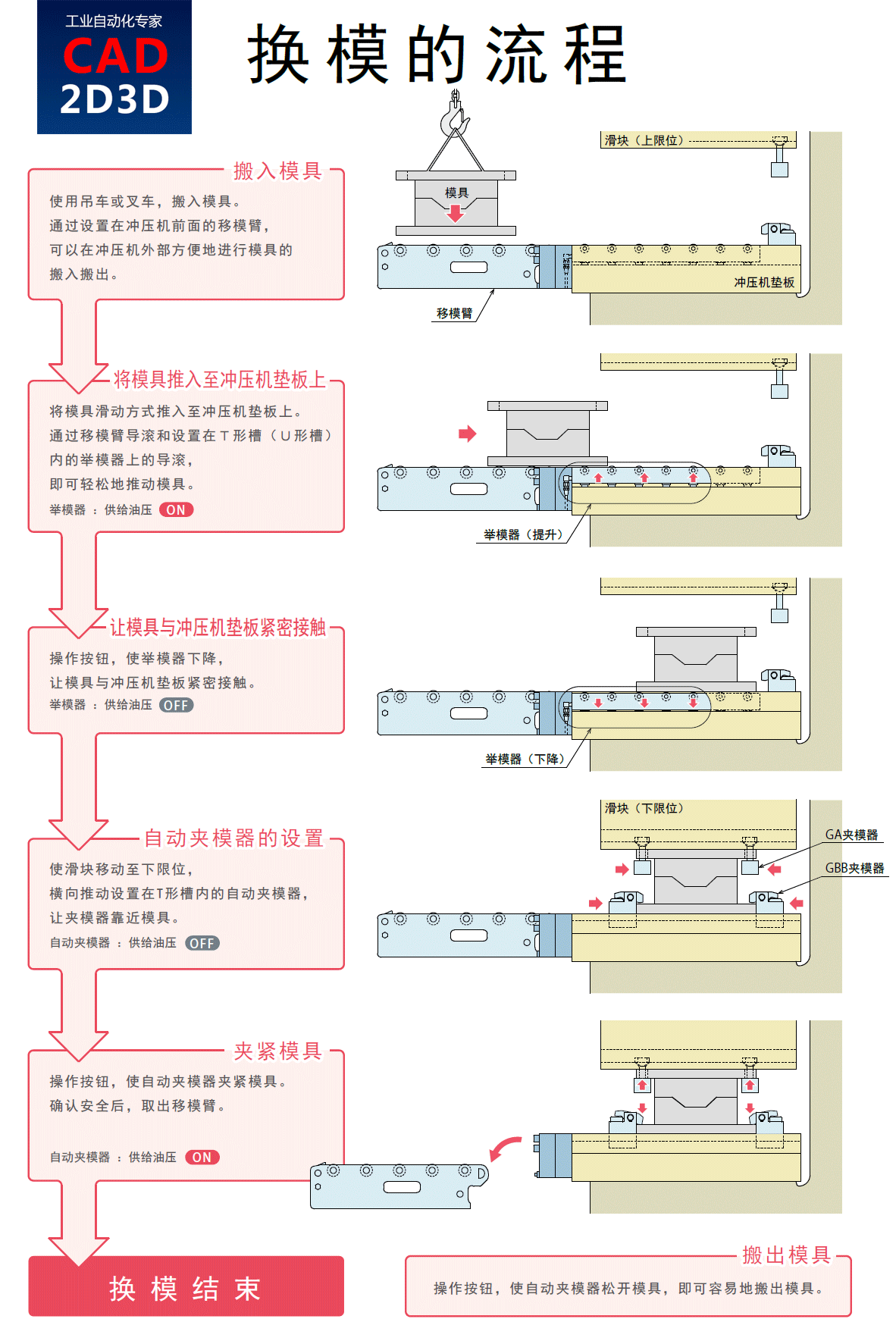
图72快速换模流程

图73 夹模器、举模器和移载臂示意图
3.3.5.5 中频炉
中频炉通过可控硅的整流逆变产生中频电源,送到炉体线圈上,炉体(线圈)中间产生中频电磁场,从而使炉体内的金属产生涡流,涡流再使金属产生大量的热能使得金属熔化。
3.3.5.6 中频炉下料定位输送装置
中频炉出料口设置链条输送机接料,需要注意中频炉出料是否存在2个板料粘连情况,可以在中频炉出料口设置棒料分离装置。
3.3.5.7 高压水除鳞机
采用高压水去除高温工件表面氧化皮。
高压水除鳞机详述:https://www.cad2d3d.com/post-1328.html
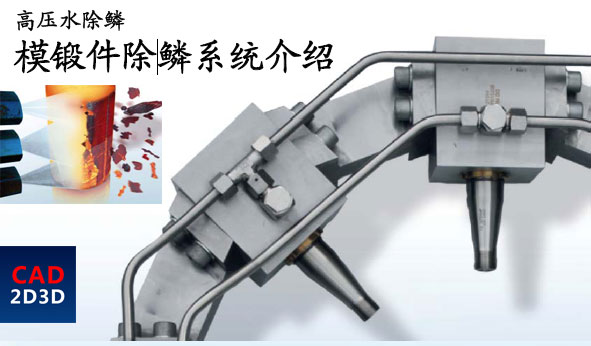
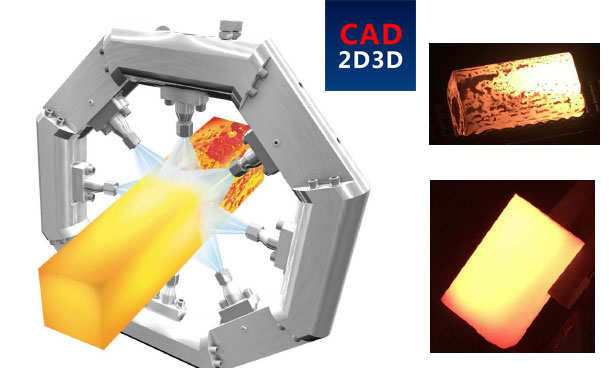
图74除鳞机(去氧化皮装置)
3.3.5.8 喷嘴及机械手
脱模剂喷嘴可以选用和手动喷枪相同的型号,要求先喷压缩空气,然后喷脱模剂。

图75手动喷枪
手动喷枪入口有2路,分别是压缩空气和脱模剂,人工喷涂时,轻握把手时,压缩空气管路接通,这时只会喷压缩空气,当握紧把手后,脱模剂管理也接通,由于虹吸原理,压缩空气将脱模剂带出,最终通过喷嘴喷出。
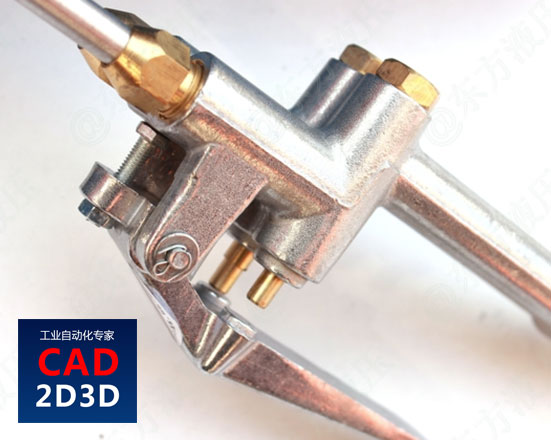
图76手动喷枪开关
在自动化生产线中,气液管路的通断顺序和时间长短需要使用电磁阀来控制。
3.3.5.9 机器人手爪
由于工件温度高达1200℃,因此需要考虑手爪隔热和冷却,通过选择耐热钢、设置隔热板、增加手爪长度、水冷、更换手指块等方式实现手爪耐用。
另外由于锻造环境恶劣,需要考虑手爪的防尘防水,以及脱模剂对气缸的影响。
3.3.5.10 锻造除尘
锻造车间粉尘主要为热锻造烟气,锻造温度在400℃~500℃,含有大量的石墨、焦炭粉尘、多环芳烃等烃类分解物以及CO、NO2等有害气体,具有很大的黏着性和刺鼻气味,且整个锻造过程伴随着光热声等污染。
目前锻造除尘难度较大,主要是油雾粉尘捕捉收集困难,而且不好处理。被收集的油渍中会粘附大量石墨粉尘,滤筒除尘器、湿式除尘器以及干式静电除尘器均不适宜这种工况,目前比较理想的是湿式静电除尘,但投资金额较大。
净化系统包含风管系统、湿式静电除尘器、循环水系统、风机系统、电气系统及附件系统。
更多精彩内容请参见完整版教材。
关注微信公众号 CAD2D3D,回复 方案大师 获取完整版教材《工业机器人系统集成自动化生产线方案设计大师》。
未完待续 ~
输入暗号阅读全文
暗号:
暗号获取方式
关注本站微信公众号 喜爱的CAD,私信回复:
暗号1566
即可自动获取。
手机扫描下方二维码快速关注公众号 喜爱的CAD ↓↓↓

转载请注明:
文章作者: 尚延伟 原文链接:https://www.cad2d3d.com/post-1566.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。
也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




 压力管道行业装卸臂(鹤管)类相关产品手册、规格书和操作使用说明书等
压力管道行业装卸臂(鹤管)类相关产品手册、规格书和操作使用说明书等 库卡(KUKA)机器人线性滑轨(地轨、导轨)规格型号及配置(定位精度± 0.02)
库卡(KUKA)机器人线性滑轨(地轨、导轨)规格型号及配置(定位精度± 0.02) 鸡蛋加工蛋清和蛋黄全自动分离流水线
鸡蛋加工蛋清和蛋黄全自动分离流水线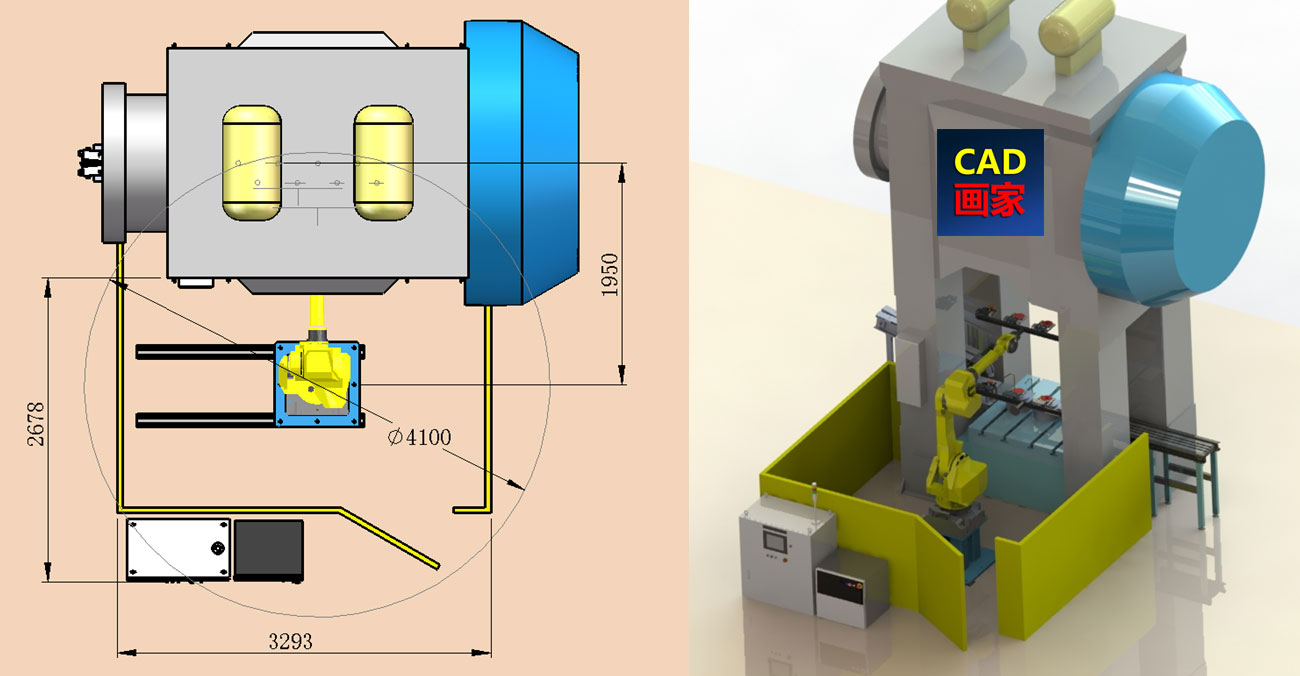 齿轮锻造自动化生产线方案设计,如何利用机器人实现锻造自动化
齿轮锻造自动化生产线方案设计,如何利用机器人实现锻造自动化
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载