
与
工业机器人教材 相关商品:
查看所有与
工业机器人教材 相关商品 >>
 官方旗舰店 智能RPA财务机器人开发教程 基于来也UiBot 程平 新工科新商科智能财务与会计系列
官方旗舰店 智能RPA财务机器人开发教程 基于来也UiBot 程平 新工科新商科智能财务与会计系列  正版 自主移动机器人 熊蓉 王越 张宇 周春琳 编著 卓越工程能力培养 电气工程及其自动化专业教材
正版 自主移动机器人 熊蓉 王越 张宇 周春琳 编著 卓越工程能力培养 电气工程及其自动化专业教材  官网正版 人形机器人技术基础与应用 左国玉 张伟 9787111772705 战略性新兴 十四五 规
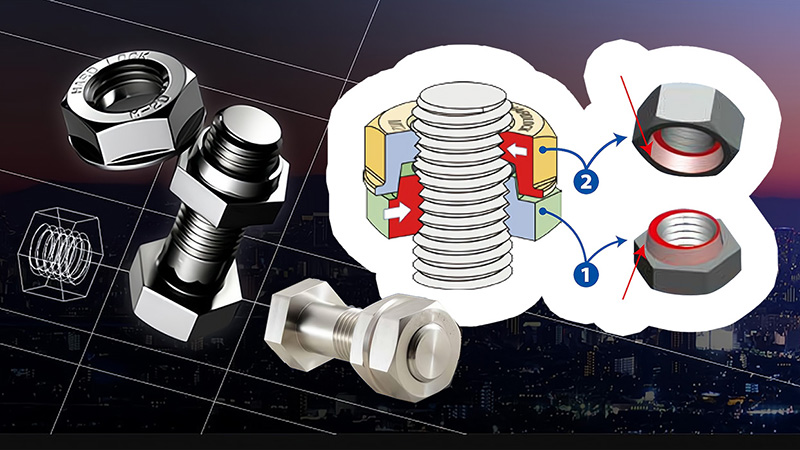
官网正版 人形机器人技术基础与应用 左国玉 张伟 9787111772705 战略性新兴 十四五 规 当注塑类零部件涉及到配合问题时,往往对注塑件的外形尺寸要求比较严格,而注塑件天生的一个问题就是拔模斜度,虽然角度很小(1-3度),但必然会造成注塑件两端尺寸不同。通常情况下,产品的3D图和2D图不会画出拔模斜度,2D图上尺寸都是按照理想状态下进行标注的,但因拔模斜度的存在,实际的注塑件样品两端肯定存在尺寸偏差,那么该如何判定注塑件样品尺寸是否合格呢?通常情况下2D图尺寸要求

由于3D图和2D图不会画出拔模斜度,当图纸传递到模具供应商时,拔模基准面的选择就会出现下面2中情况。情况1:拔模后另一端尺寸偏小

情况2:拔模后另一端尺寸偏大

上面是采用 轴类(公体)来演示的, 孔类(母体)也存在类似情况,见下图。

那么该如何测量注塑类(拔模)零部件的尺寸呢?我汇总了2条原则供参考。
- 轴类(工体)测量大端尺寸(取大值),孔类(母体)测量小端尺寸(取小值)。
- 客户 公司质量 供应商 等 测量方法 保持一致。
实际上,还有一个头疼的问题,注塑类零部件都有导圆角问题(见下图),那么该如何确定测量基准点?这个没什么好办法了,测量时尽量靠近但不要接触到圆弧。

未完待续 ~
输入暗号阅读全文
暗号:
暗号错误,请重试!
暗号获取方式
关注本站微信公众号 喜爱的CAD,私信回复:
暗号70
即可自动获取。
手机扫描下方二维码快速关注公众号 喜爱的CAD ↓↓↓

转载请注明:
文章作者: 尚延伟 原文链接:https://www.cad2d3d.com/post-70.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。
也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




可能感兴趣的文章
 日本永不松动螺母构造和原理,价格是国内普通螺母42倍
日本永不松动螺母构造和原理,价格是国内普通螺母42倍 日本 NITTA 机器人柔性夹爪!如人手般温柔的抓住!可搬运最大重量1380g
日本 NITTA 机器人柔性夹爪!如人手般温柔的抓住!可搬运最大重量1380g 机器人这个姿势舒服吗?老外设计的,搞不懂他们怎么想的
机器人这个姿势舒服吗?老外设计的,搞不懂他们怎么想的更多最新发布: 技术教程
-
 LNG 装卸臂(鹤管)高清三维效果图
LNG 装卸臂(鹤管)高清三维效果图
-
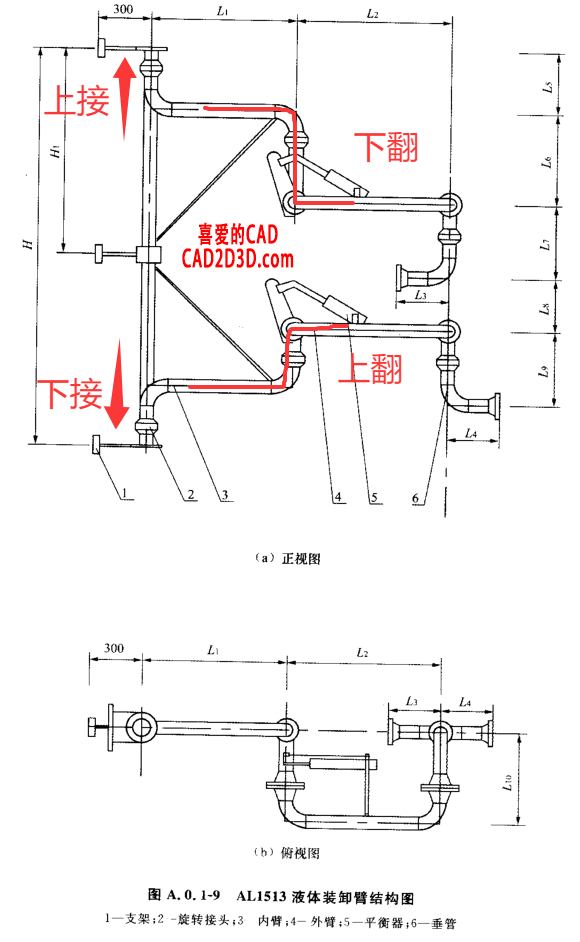 液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
-
标准中的 必须、严禁、应、不应、不得、宜、不宜、可 的用词说明
-
SH∕T 3221-2023 石油化工物料汽车装卸设施设计标准有关装卸速度(流速)的要求
-
 铝居然是最强金属,最低使用温度 -270 ℃,差一点就要打破绝对零度
铝居然是最强金属,最低使用温度 -270 ℃,差一点就要打破绝对零度
-
GB 50093 自动化仪表工程施工及质量验收规范 温度、压力取源部件安装规定、条文解释说明及案例解析
-
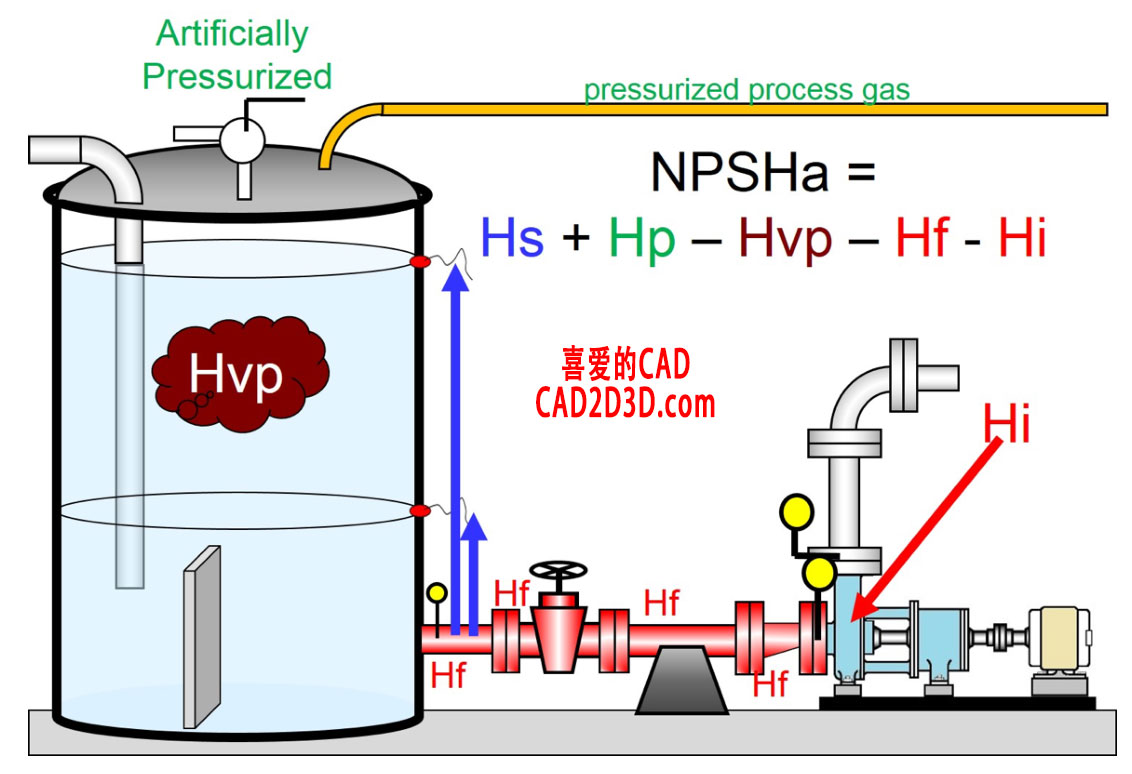 美标 ANSI/HI 对离心泵 NPSH、NPSHR、NPSHA 的定义、解释和计算示例,看完美标之后茅塞顿开
美标 ANSI/HI 对离心泵 NPSH、NPSHR、NPSHA 的定义、解释和计算示例,看完美标之后茅塞顿开
-
美国国家标准液压协会( ANSI/HI )动力泵标准清单
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载