
 三菱PLC可编程控制器 FX3U-16/32/48/64/80/128MR/MT/ES-A
三菱PLC可编程控制器 FX3U-16/32/48/64/80/128MR/MT/ES-A  国产PLC小型PLC手机编程定时器计数器步进伺服电机气缸控制器工控
国产PLC小型PLC手机编程定时器计数器步进伺服电机气缸控制器工控  全新原装三菱PLC FX3U 16MR ES A 32 48 64 80 128MT可编程控制器
全新原装三菱PLC FX3U 16MR ES A 32 48 64 80 128MT可编程控制器 零件图纸上都会标注锐角倒钝,其实这就是对零件去毛刺的要求,通常采用刮刀刮一下零件边角,使钝边在0.3mm左右。
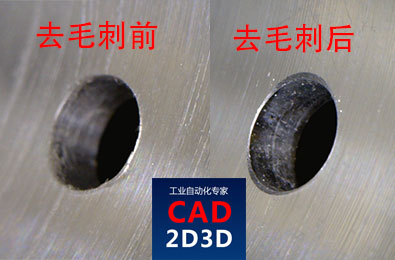
常用的去毛刺方法有,电化学毛刺、磨粒流去毛刺、电磁抛光去毛刺、热能去毛刺、强力超声波去毛刺、高压水喷射去毛刺、液氮冷冻去毛刺等。
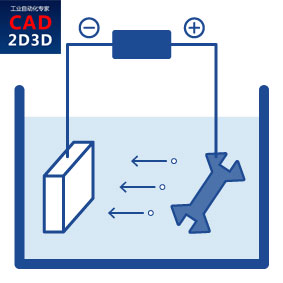
1 电化学去毛刺
将工件用作阳极,将电极用作阴极,并使直流电通过工件表面上的电解液以去除毛刺。
2 磨粒流去毛刺
磨粒流,是指一种抛光去毛刺工艺,又称为流体抛光,或挤压研磨抛光,主要针对内孔、微细孔、不规则形状、球面曲面、齿轮等,以效率高、抛光去毛刺彻底、不伤工件而著称,但不适合尺寸特别大的东西。

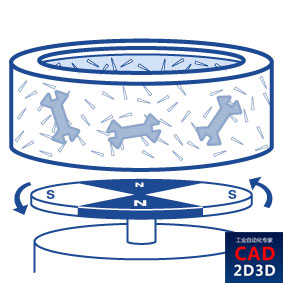
3 电磁抛光去毛刺
将工件、磁性介质和清洁液添加到桶状容器中,使磁性转盘高速旋转,并通过磁性介质的运动消除毛刺。
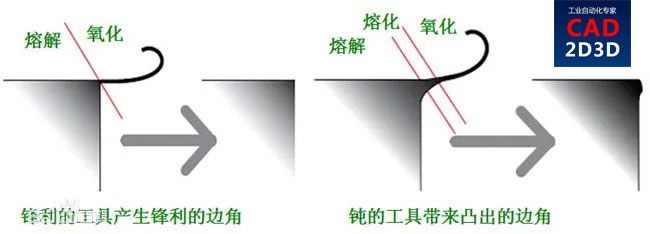
4 热能去毛刺
热能去毛刺机热能去毛刺机热能去毛刺机是以燃气(H2或CH4)和氧气为主要介质,通过两者的热化学作用产生瞬时高温,工件在差动加热规律的作用下,毛刺及金属屑立即熔化,富氧使其继续氧化变为氧化灰,沉积于工作表面,从而取得满意的去毛刺效果。热能去毛刺原理热能去毛刺方法,是利用高温清除零件的毛刺和飞边。
5 强力超声波去毛刺
超声波去毛刺是一种利用超声能量进行去毛刺的加工技术,该方法所用设备是由超声波发生器、换能器、变幅杆和超硬磨料工具所组成。
超声波发生器通电后,将50hz的交流电转化为超声频的电振荡,换能器将超声频的电振荡转化为超声频的机械振动,由于该机械振动的振幅较小,仅有4μm左右,不能直接用于机械加工,而要通过变幅杆将该振幅放大,并将振动传给振动传递杆,并带动其上的超硬磨料产生纵向振动,实现了在超硬磨料上附加超声振动。由于节点(理论上为一条圆周线)处振幅为零,通过节点可将整个振动系统固定在其外壳上。
6 高压水喷射去毛刺
高压水射流去毛刺技术是利用水力喷射所具有的物理作用和切割作用来去除毛刺的一种柔性加工工艺方法。其原理是利用增压泵对水加压,高压水从特制的喷嘴中喷射出去,压能被转化为动能,产生的高速射流强烈冲击到靶件上。如果壁面存在毛刺,则毛刺根部将产生极大的局部应力,足以破坏其结构,毛刺在射流冲击作用下从工件本体上脱落,从而达到清洗目的。

7 液氮冷冻去毛刺
冷冻去毛刺主要是通过液氮的低温冷冻使得橡胶和硅胶材质发生脆化,毛刺由于被冷冻后会硬度会比之前好一点,在通过高速运转,喷射出一种高分子的弹丸撞击在毛刺上面,毛刺受到撞击后,结构发生变化,掉落下来,而液氮去除橡胶产品,例如表带,铝、锌合金产品的毛边,橡胶材料的材质受到温度变化,材料开始变硬,由于产品在低温下,没有受到挤压是不会发生变形和损坏,恢复到常温下期物理化学性不会发生改变。
冷冻去毛刺的方式可以根据产品的形状要求来进行去毛刺,由于传统的人工去毛刺效率低,产品的不良率无法保障,而使用液氮冷冻去毛刺去毛刺的效果看的见,产品的不良率下降了,而且可以去除一些特殊的制品,人工没法去除的产品。不仅提高合格率,还节省了50%-80%人的人工成本。

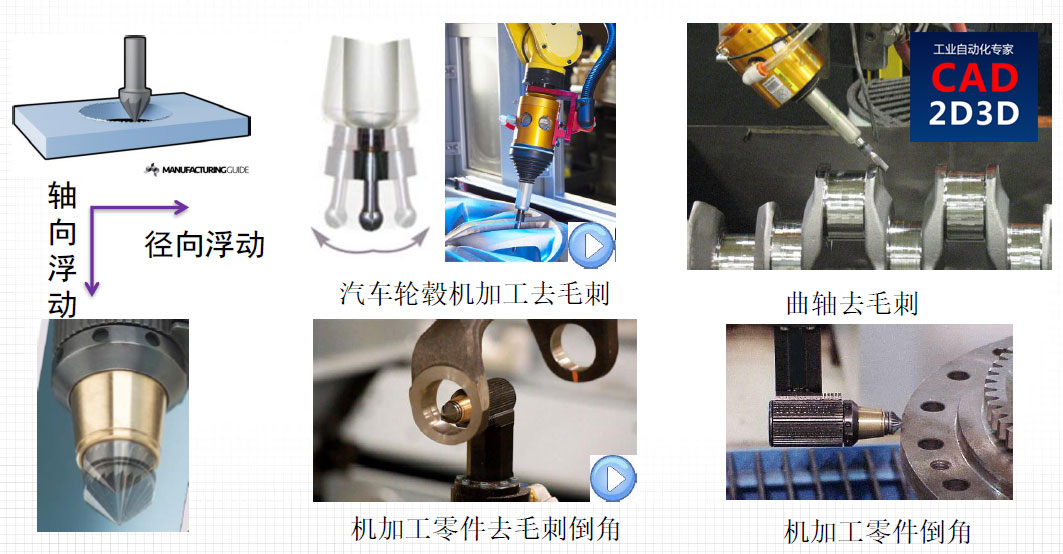
8 机器人去毛刺
机器人去毛刺解决方案详情请参见 https://www.cad2d3d.com/post-1599.html
未完待续 ~
输入暗号阅读全文
暗号:
暗号获取方式
关注微信公众号 喜爱的CAD,私信回复以下关键字:
1717暗号
即可自动获取暗号,输入的候别忘记数字后面的暗号两个字。
手机扫描下方二维码快速关注公众号 喜爱的CAD ↓↓↓

转载请注明:
文章作者: 尚延伟 原文链接:https://www.cad2d3d.com/post-1717.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。
也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




可能感兴趣的文章
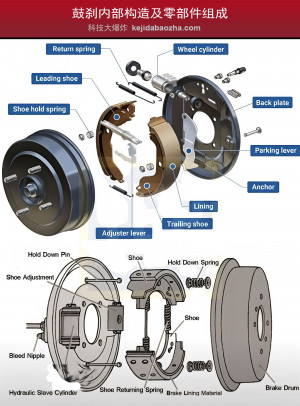 鼓刹内部构造及零部件组成,鼓刹零部件名称中英文对照
鼓刹内部构造及零部件组成,鼓刹零部件名称中英文对照 什么是液化烃?常见液化烃和液体化工品,液化天然气(LNG)属于液化烃吗?
什么是液化烃?常见液化烃和液体化工品,液化天然气(LNG)属于液化烃吗?- 一个日本小公司,注册资本只有17万元,凭什么可以做到全球第一?
- 安全阀出口管线应设置足够强度和刚度的支架防止管线位移
 法兰密封面型式及其代号详细解释说明,突面 RF、凸面凹面、榫面槽面、全平面和环连接面
法兰密封面型式及其代号详细解释说明,突面 RF、凸面凹面、榫面槽面、全平面和环连接面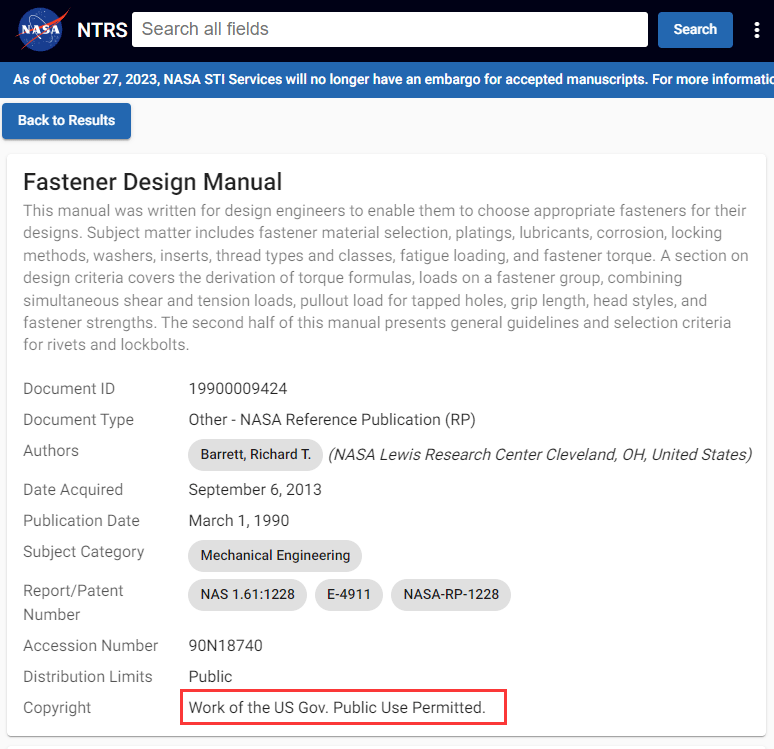 NASA Fastener Design Manual,美国宇航局紧固件设计手册,紧固件选型军用标准,开口弹簧垫圈没有防松作用
NASA Fastener Design Manual,美国宇航局紧固件设计手册,紧固件选型军用标准,开口弹簧垫圈没有防松作用- 真巧妙!角度放大机构你见过吗?挖掘机也有大学问
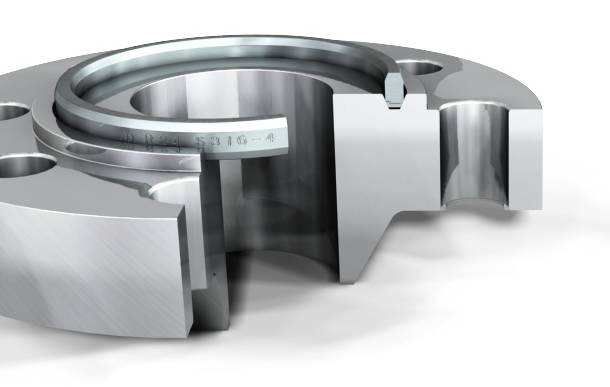
- 侧装浮动球金属硬密封球阀内部构造及组成
- 多层料框机构,每层可翻转打开,方便取料和运输
- 日本天田AMADA官网,是一个专业生产钣金加工机械的大型跨国公司
更多最新发布: 技术教程
-
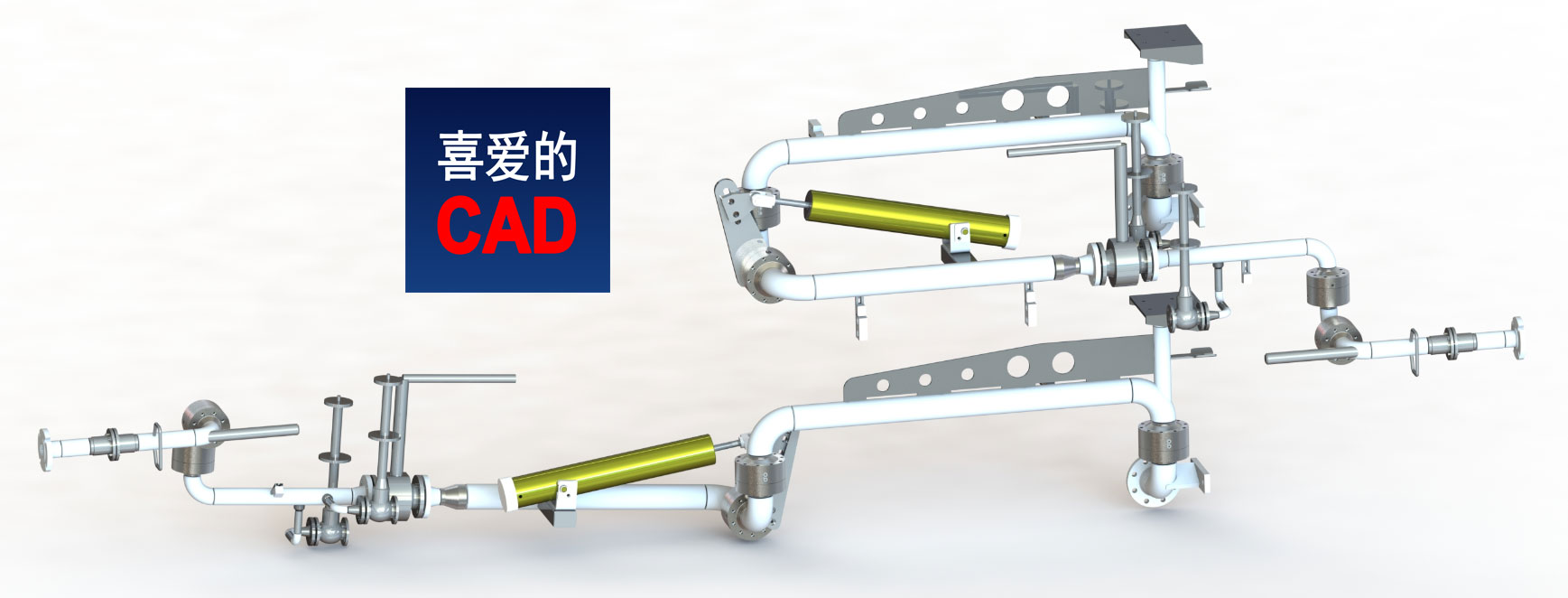 LNG 装卸臂(鹤管)高清三维效果图
LNG 装卸臂(鹤管)高清三维效果图
-
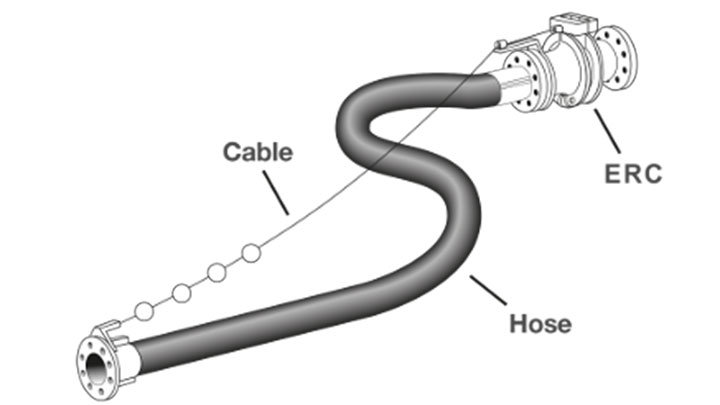 超低温拉断阀分类、内部构造和运行原理,含高清实物图、内部结构图和讲解视频
超低温拉断阀分类、内部构造和运行原理,含高清实物图、内部结构图和讲解视频
-
中间介质气化器 IFV(Intermediate Fluid Vaporizer)运行原理、内部构造和高清实物图
-
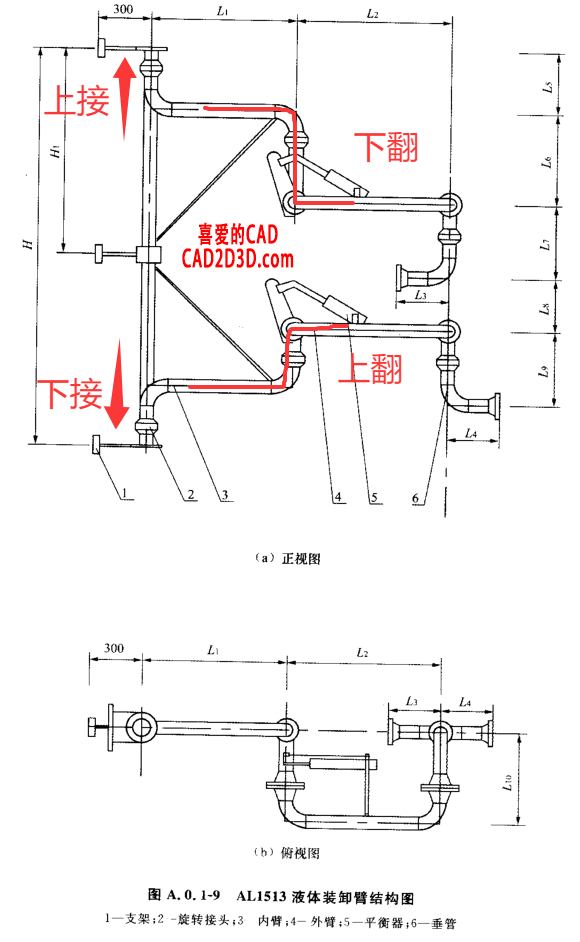 液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
-
标准中的 必须、严禁、应、不应、不得、宜、不宜、可 的用词说明
-
SH∕T 3221-2023 石油化工物料汽车装卸设施设计标准有关装卸速度(流速)的要求
-
 铝居然是最强金属,最低使用温度 -270 ℃,差一点就要打破绝对零度
铝居然是最强金属,最低使用温度 -270 ℃,差一点就要打破绝对零度
-
GB 50093 自动化仪表工程施工及质量验收规范 温度、压力取源部件安装规定、条文解释说明及案例解析
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载