
 三菱PLC可编程控制器 FX3U-16/32/48/64/80/128MR/MT/ES-A
三菱PLC可编程控制器 FX3U-16/32/48/64/80/128MR/MT/ES-A  全新原装三菱PLC FX3U 16MR ES A 32 48 64 80 128MT可编程控制器
全新原装三菱PLC FX3U 16MR ES A 32 48 64 80 128MT可编程控制器  【老白课堂】Pytest接口自动化测试框架python自动化测试开发
【老白课堂】Pytest接口自动化测试框架python自动化测试开发 雷尼绍测头系统是一种创新的解决方案,可提高机床效率。通过对刀,可在开始切削以前测量刀具尺寸并在机床运行期间检查刀具破损情况。雷尼绍机床对刀仪与刀具破损检测头选型和使用手册:https://pan.baidu.com/s/1gk1qQcuMQI5S6M7gAb0ayg 提取码: 49si
自动对刀的效益
使用块规和手动输入偏置数据既费时,又容易发生操作错误。对刀仪可以方便地安装在加工中心和数控车削中心上,实现自动化操作,具有下列优势:
- 减少机床意外停机时间,从而节省大量检测时间
- 精确的刀具长度和直径测量
- 自动进行刀补计算和修正
- 消除手动设定误差
- 序中刀具破损检测
- 降低废品率
测头使用案例视频
对刀及刀具破损检测解决方案
雷尼绍机床对刀及刀具破损检测种类按测量方式可分为接触式和非接触式,按传输类型可分为光学、无线电、硬线连接,最小刀具检测φ1.0mm,重复性(2σ)1.0µm

高效制造过程金字塔解决方案
雷尼绍的解决方案改进了加工性能,并增强了制造能力。雷尼绍的过程控制解决方案可以应用于金属切削前、切削即将开始前、切削过程中及切削后。
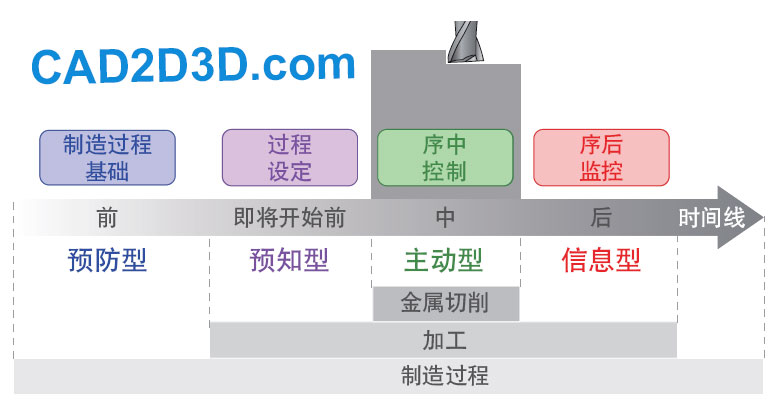
- 在金属切削前,雷尼绍的制造过程基础方案可极大提高过程控制、环境及机床的稳定性。
- 在金属切削即将开始前,雷尼绍的过程设定方案可确定加工系统要素的位置和大小。
- 在金属切削过程中,雷尼绍的序中控制方案可使机床应对内在变化和实际条件。
- 在金属切削后,雷尼绍的序后监控方案可记录加工过程路径并校验此过程和工件。
雷尼绍使用生产时间线确定的过程控制,来建立Productive ProcessPyramid。Productive Process Pyramid说明了如何使用控制手段系统地消除加工过程中的偏差。
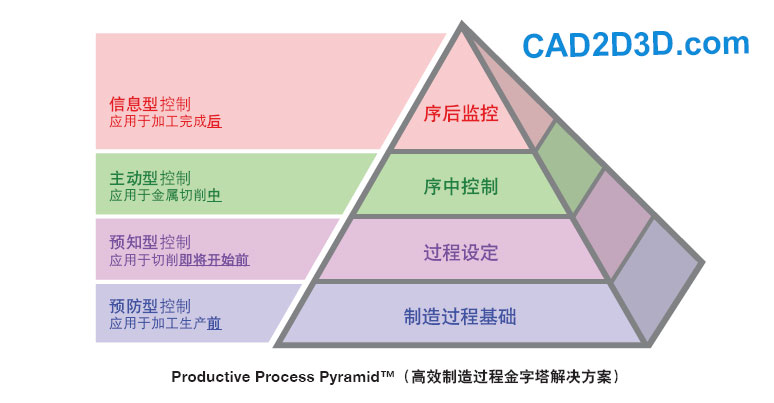
1. 制造过程基础
预防型解决方案:此类控制位于金字塔最底层,旨在最大程度地提高制造过程的环境稳定性。这些预防型控制可阻止影响加工过程的特殊变化诱因。
制造过程基础层的控制包括:
- 制造导向型设计 — 在透彻了解当前加工能力和努力实现最佳做法的基础上形成的产品和工艺设计
- 方法。
- 过程输入控制 — 涉及FMEA和类似技术的应用,以理解并控制所有可能影响加工过程结果的上游因子。
- 环境稳定性 — 处理作业环境中不能提前消除的导致质量不稳定的外部来源。
- 过程设计 — 一种为制造过程排序的系统方法,有助于提高过程的稳定性和自动化。其中包括在关键阶段将过程反馈整合到过程控制中。
- 机床状况优化 — 因机床精度差而导致工件精度不一致。严格的机床性能评估、标定和(按需要)修复过程可使机床性能符合生产过程要求。
2. 过程设定
预知型解决方案:过程设定控制是金属切削即将开始前所需的机内活动,用以预测制程能否成功。
对刀建立:
- 距主轴测量线的长度,以确定高度偏置并检查长度是否在指定的公差范围内。
- 旋转时的直径,以确定刀具尺寸偏置。
工件找正建立:
- 工件识别,以选择正确的NC程序。
- 基准特征位置,以创建工件坐标系 (WCS)。
- 坯料/工件尺寸,以确定余量状态和粗切削顺序。
- 工件的方向(相对于机床的轴),以创建坐标旋转。
机床设定建立:
- 工件定位与夹紧所需的回转轴、转台或夹具组件的基准。
- 转台的旋转中心位置和/或夹具组件上参考点的位置。
3. 序中控制
主动型解决方案:在金字塔中,该层的控制包括嵌入到金属切削过程中的动作,通过自动响应余量状况、固有过程偏差和意外事件,提供成功完成过程控制的最佳时机。
在线比对测量能够:
- 使金属切削适应加工过程中出现的偏差,例如工件拉伸变形、刀具偏转和热效应等。
- 根据实际余量状况更新坐标系、参数、偏置及逻辑程序流。
刀具破损检测可识别:
- 刀具是否存在。
- 刀具位置 — 以确保未发生拉伸情形。
- 破损和/或开裂的刀沿。
4. 序后监控
信息型解决方案:金字塔顶层涉及监控和报告一些活动,这些活动能够提供已完成的加工过程的结果信息,而已完成的过程又可用于影响后续活动。
过程跟踪可记录:
- 加工过程中发生的事件,例如过程参数、偏置或坐标系等的手动或自动修正。
- 对可能影响结果的过程进行干预。
在线测量能够:
- 在与金属切削过程相同的环境条件下,检测关键特征。
- 提供可靠的加工过程稳定性。
序后控制报告允许:
- 将工件的一致性记录在文档中。
- 对关键特征尺寸进行历史跟踪,以用于机床状况监控和制定维护计划。
转载请注明:
文章作者: 任鸟飞 原文链接:https://www.cad2d3d.com/post-880.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。

也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




可能感兴趣的文章
 阀门产品规格书大全,球阀、闸阀、截止阀、止回阀、调节阀、安全阀、拉断阀等
阀门产品规格书大全,球阀、闸阀、截止阀、止回阀、调节阀、安全阀、拉断阀等 低温阀门 加长阀盖 (Extended Bonnet)是什么意思?
低温阀门 加长阀盖 (Extended Bonnet)是什么意思?- 老外想钱想疯了?瑞士制造的扳手卖592元,而国产7.5元包邮,国外扳手明明很贵,老板为何还是选择了瑞士制造?
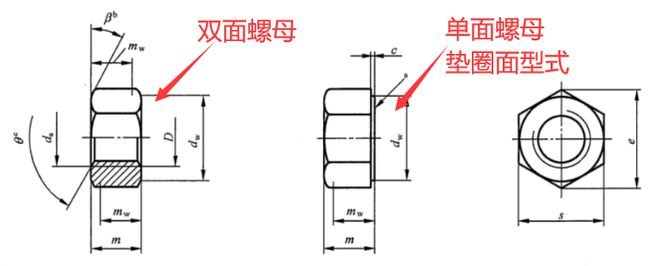 惊呆了!印度工程师居然说我们的螺母装反了,螺母还分正反面?
惊呆了!印度工程师居然说我们的螺母装反了,螺母还分正反面?- 国家标准目录查询平台官网,快速查询标准状态、基础信息、采标情况、起草单位等
- 美国康耐视视觉官网,主营业务:工业读码器和机器视觉
- 民企老板最看重工厂信息化的7个模块,脱离工厂需求的信息化一文不值
 砂芯3D打印的方法,古老产业与新兴技法的碰撞,让铸造焕发新机
砂芯3D打印的方法,古老产业与新兴技法的碰撞,让铸造焕发新机- 身份证识别平板,具有身份证、指纹、人脸、刷卡识别等功能,可以与工控机通信
 气缸电磁阀等制造商 — 意大利康茂盛
气缸电磁阀等制造商 — 意大利康茂盛
更多最新发布: 技术教程
-
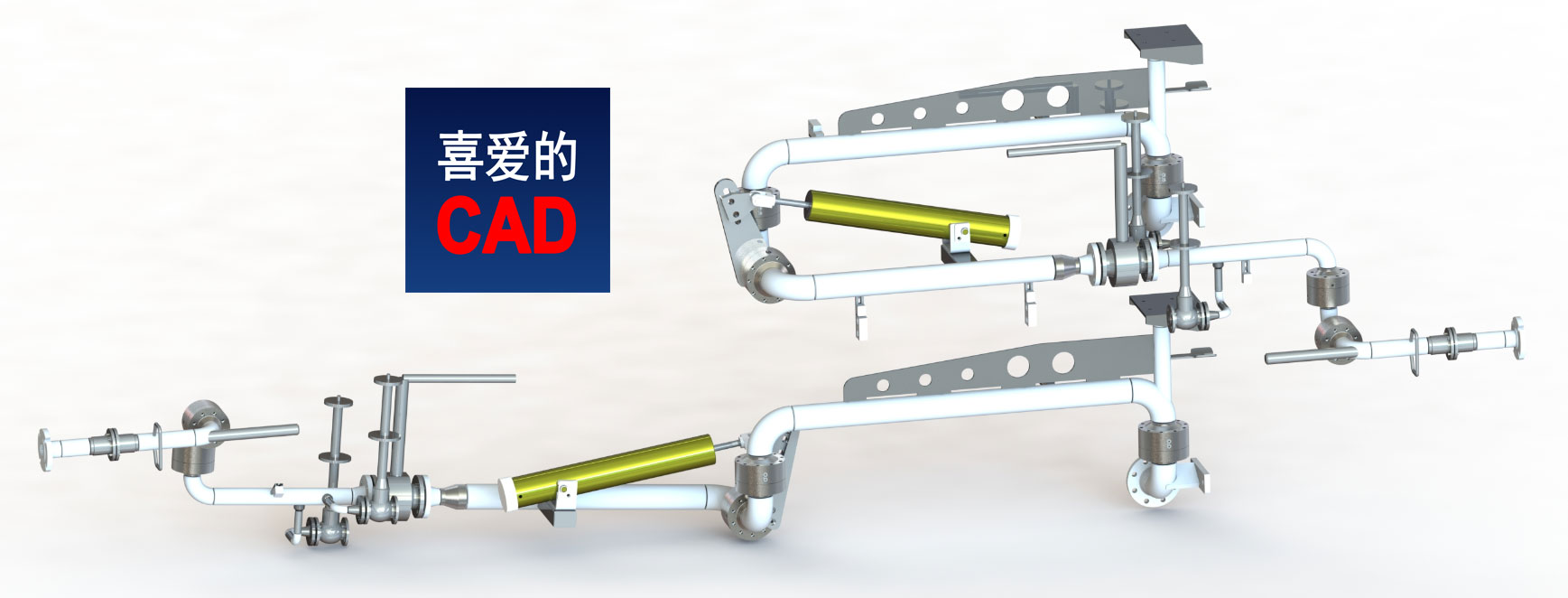 LNG 装卸臂(鹤管)高清三维效果图
LNG 装卸臂(鹤管)高清三维效果图
-
 超低温拉断阀分类、内部构造和运行原理,含高清实物图、内部结构图和讲解视频
超低温拉断阀分类、内部构造和运行原理,含高清实物图、内部结构图和讲解视频
-
中间介质气化器 IFV(Intermediate Fluid Vaporizer)运行原理、内部构造和高清实物图
-
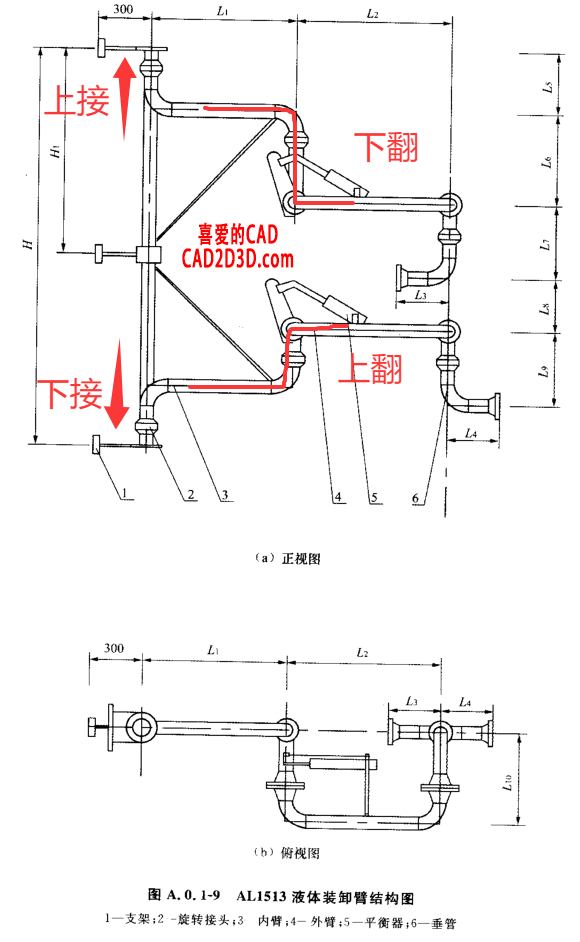 液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
-
标准中的 必须、严禁、应、不应、不得、宜、不宜、可 的用词说明
-
SH∕T 3221-2023 石油化工物料汽车装卸设施设计标准有关装卸速度(流速)的要求
-
 铝居然是最强金属,最低使用温度 -270 ℃,差一点就要打破绝对零度
铝居然是最强金属,最低使用温度 -270 ℃,差一点就要打破绝对零度
-
GB 50093 自动化仪表工程施工及质量验收规范 温度、压力取源部件安装规定、条文解释说明及案例解析
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载