
 机械结构设计图加工定制非标自动化设备工业产品设计工装夹具设计
机械结构设计图加工定制非标自动化设备工业产品设计工装夹具设计  非标自动化机械设计视频教程标准件选型计算实战案例SW课程自学课
非标自动化机械设计视频教程标准件选型计算实战案例SW课程自学课  1.4万套solidworks非标自动化设备3D图纸机械设计SW建模三维模型
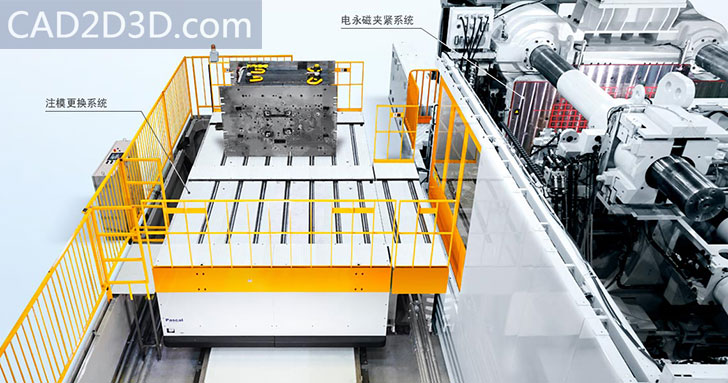
1.4万套solidworks非标自动化设备3D图纸机械设计SW建模三维模型 注塑机、压铸机、冲压机快换换模系统主要包括换模台车、夹模系统、举模系统、模具定位装置组成。与从前的的叉车或吊车的换模方式相比,自动换模系统可大幅度缩短更换时间。
换模台车原理基本上都是一样的,只是实现模具的一个搬运,换模台车可以是手推式的,也可以设计成自动运行,夹模系统根据原理可分为电永磁夹紧、液压夹紧、气动夹紧。
快速换模系统可满足最高3000T注塑机、最重30T模具质量的快速更换。
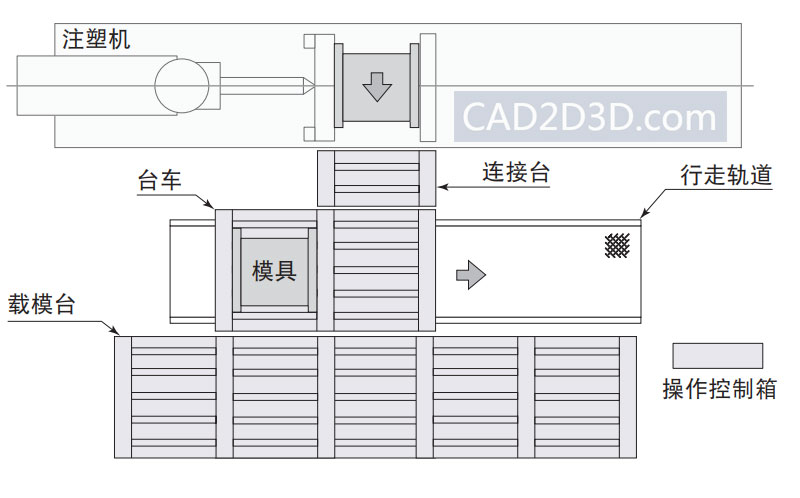
1.0 快速换模系统常见布局结构
1.1 注塑模/压铸模快速换模系统布局
1.2 冲模快速更换系统

1.3 锻压模快速换模系统
锻压冲击很大(10000T压力机),锻造温度高(工件温度1200℃)、环境差(脱模剂、粉尘),对夹模系统和举模系统性能和防护要求很高。锻压夹模系统一般采用间接的液压夹模的方式,由液压缸驱动,通过楔形块等方式实现模具(模座)与压机工作台的夹紧。
目前,国内锻压机快速换模实际应用的比较少。
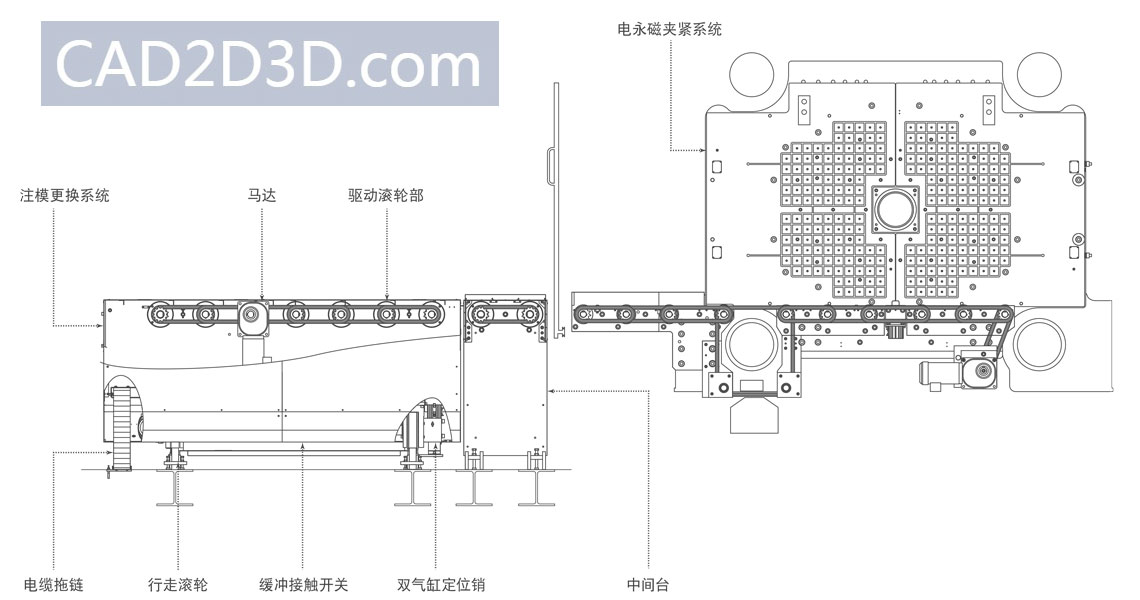
2.0 快速换模系统组成件
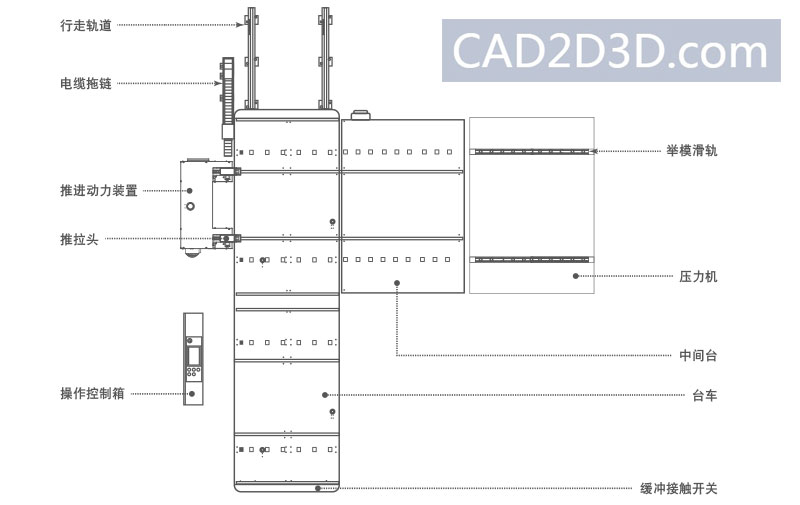
快速换模系统主要有换模台车、移栽臂、夹模系统、举模系统、液压控制系统组成。
换模台车一般使用地轨,电机驱动,上面设置模具推拉头,可以勾住模具,实现模具进出压机工作台。
移栽臂上有若干轮滚,用来衔接换模台车和压机工作台,起到中间过度连接的作用。
液压夹模系统由油缸驱动,采用楔形块等间接方式实现夹模。
举模器由液压缸顶起,升降幅度比较小,一般3mm,在实际应用中,要注意防尘防水,做好防护措施。

3.0 快速换模难点和问题点
快速换模难点在夹模和模具重复定位,传统的夹模都是采用螺钉拧紧的方式,而采用液压夹模的方式,需要考虑夹模的稳定性和可靠性。另外模具重复定位也是需要重点考虑的问题。
转载请注明:
文章作者: 任鸟飞 原文链接:https://www.cad2d3d.com/post-955.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。

也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




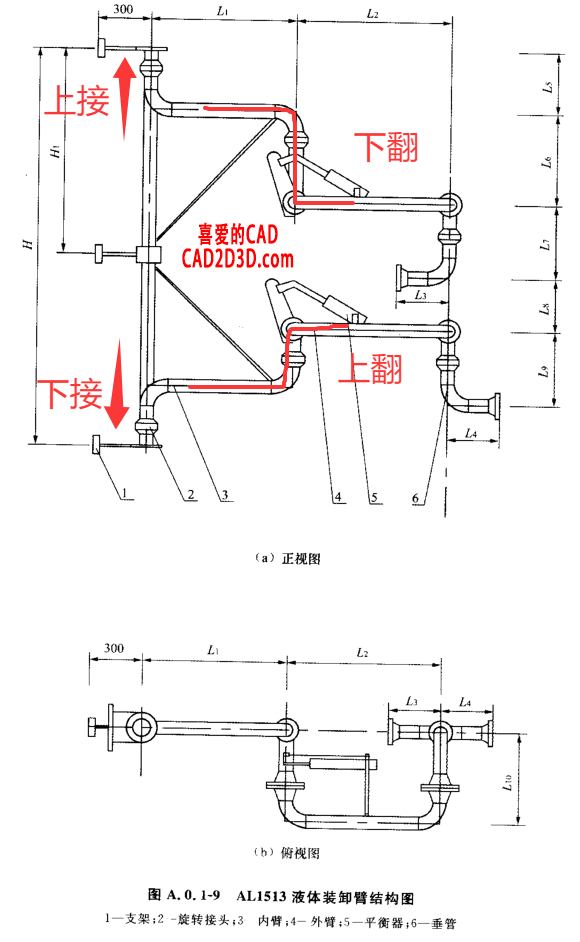 液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思? 幡然醒悟!联想才是真正的民族企业,因为它没有狼性文化,也没有清理34岁老员工
幡然醒悟!联想才是真正的民族企业,因为它没有狼性文化,也没有清理34岁老员工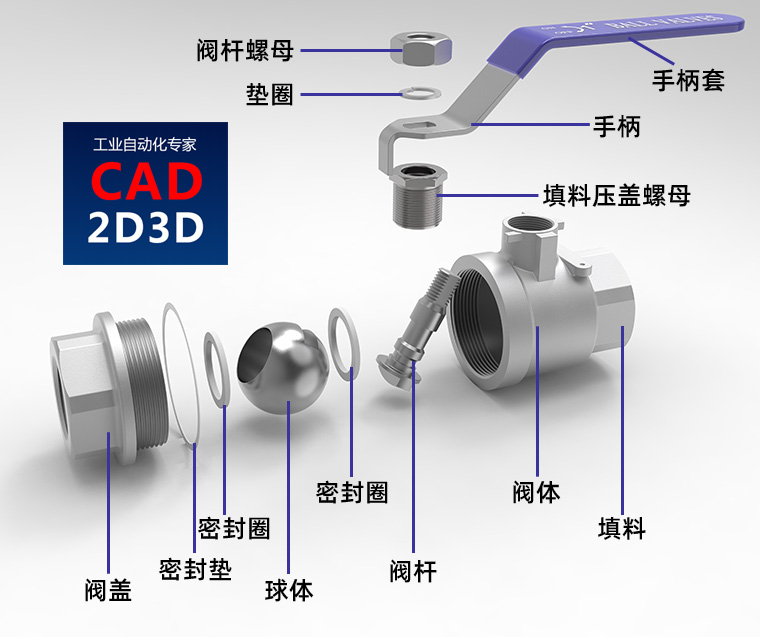 一片式球阀、两片式球阀、三片式球阀和广式球阀的内部构造和区别
一片式球阀、两片式球阀、三片式球阀和广式球阀的内部构造和区别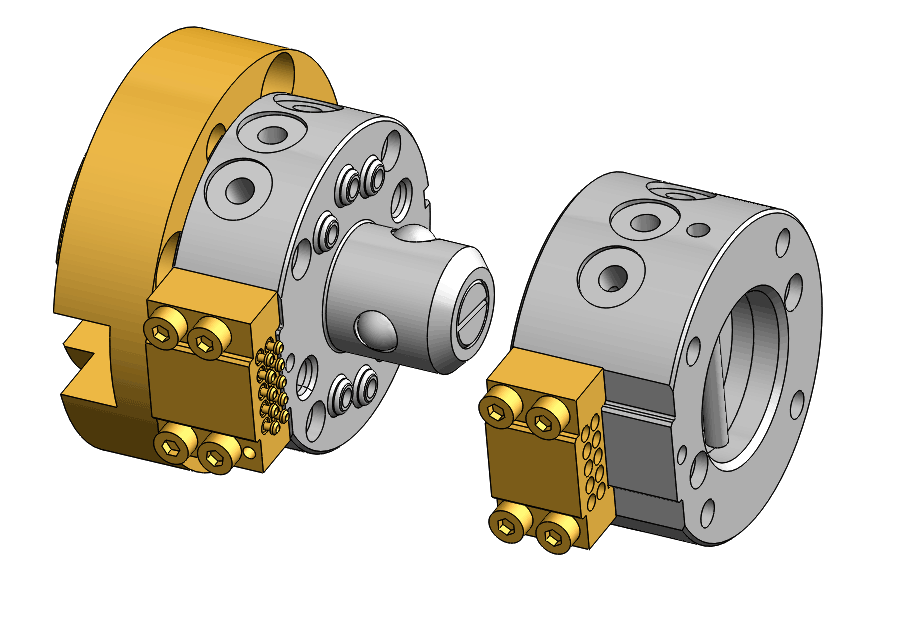 机器人快换工具应用案例,快速更换不同手爪,水电气等介质快速连接
机器人快换工具应用案例,快速更换不同手爪,水电气等介质快速连接 日本不二缓冲器规格书,缓冲器的种类及选型计算方法
日本不二缓冲器规格书,缓冲器的种类及选型计算方法
 钢丝绳还能减震缓冲?日本都把它做成标准产品了,而我才第一次见
钢丝绳还能减震缓冲?日本都把它做成标准产品了,而我才第一次见
 女司机爽了,丰田车新增螃蟹行走模式,可横行霸道
女司机爽了,丰田车新增螃蟹行走模式,可横行霸道
 滚针凸轮导向器,作为凸轮机构和直线运动的导向使用
滚针凸轮导向器,作为凸轮机构和直线运动的导向使用
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载