
 汽车凹陷修复神器汽车凹陷吸盘车门无痕吸坑工具吸拔器拉钣金强力
汽车凹陷修复神器汽车凹陷吸盘车门无痕吸坑工具吸拔器拉钣金强力  汽车凹陷修复神器车身钣金凹凸吸拔器吸盘无痕无损吸坑凹小坑工具
汽车凹陷修复神器车身钣金凹凸吸拔器吸盘无痕无损吸坑凹小坑工具  汽车凹陷修复神器吸拔器钣金凹陷修复工具车门强力吸盘小无痕车坑
汽车凹陷修复神器吸拔器钣金凹陷修复工具车门强力吸盘小无痕车坑 目录
- 薄板翻边准则
- 薄板零件禁攻丝准则
- 薄板件判定标准
- 形状简单准则
- 节省材料准则
- 足够强度刚度准则
- 避免粘刀准则
- 弯曲棱边垂直切割面准则
- 平缓弯曲准则
- 避免小圆形卷边准则
- 槽孔边不弯曲准则
- 复杂结构组合制造准则
- 避免直线贯通准则
- 压槽连通排列准则
- 空间压槽准则
- 局部松弛准则
1. 薄板翻边准则
薄板(≤0.8mm)的零件,安装螺钉过孔位应有折边。
大的薄板件四周都有折边,如汽车覆盖件。
2 薄板零件禁攻丝准则
薄板(≤0.8mm)的零件禁止翻边攻丝。
3. 薄板件判定标准
确认是否有薄板件,判定标准:板厚和其长度相比小得多的钢板,特点是横向抗弯能力差。
4. 形状简单准则
用直线、圆形等简单形状,便于加工。
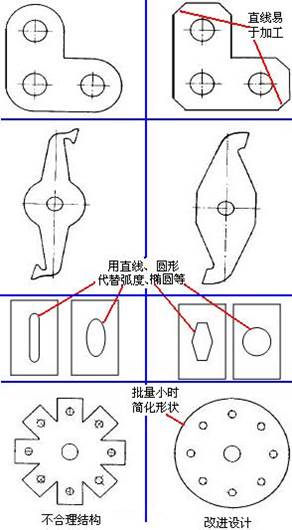
5. 节省材料准则
形状设计考虑加工时的自拼接,减少下脚料,尤其是批量大时。
解决方法:
- 下料排列方法优化
- 下脚料再利用
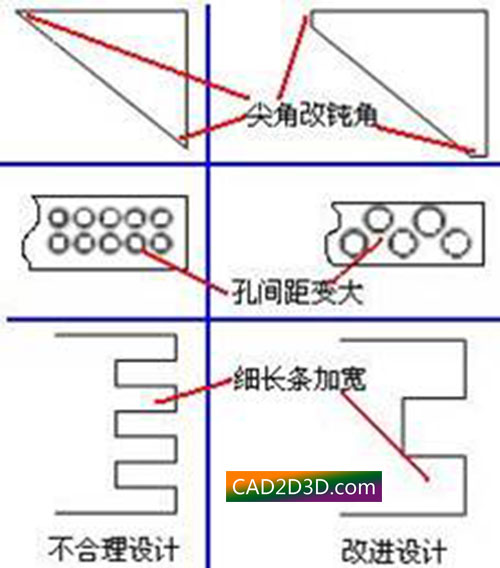
6. 足够强度刚度准则
- 尖角刚度不足,用钝角代替
- 两孔间距不宜太近,避免切割冲孔时的裂纹
- 细长板条剪裁会产生裂纹,应避免
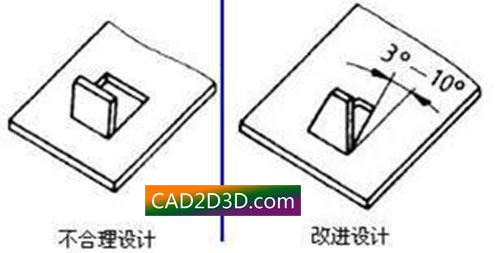
7 避免粘刀准则
需要冲裁切割部分作如下处理:
- 留有一定坡度
- 切割面连通
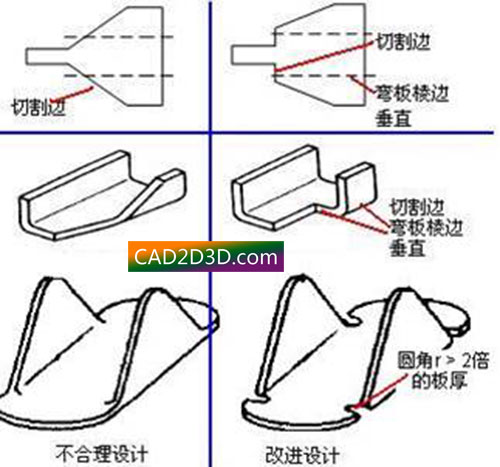
8弯曲棱边垂直切割面准则
切割后的薄板如果需要进行弯曲,弯曲棱需垂直于切割面;不能保证时,应在切割面和弯曲棱边交汇处设计一个r>2倍板厚的圆角。否则会有裂纹的危险。
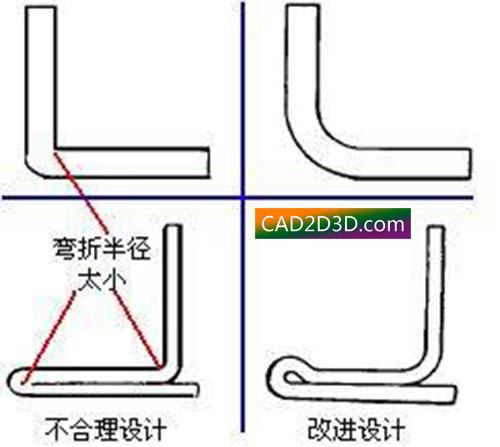
9 平缓弯曲准则
对板材进行弯折时,弯曲半径不宜太小,外侧会出现裂纹,内侧会出现褶皱。
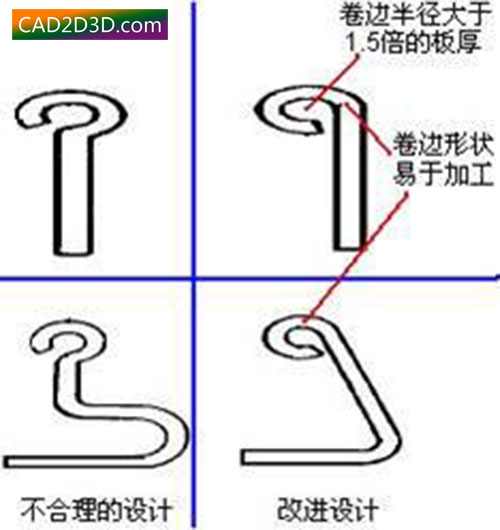
10 避免小圆形卷边准则
r>1.5倍的板厚;不要完全的卷形。加强刚度,避免棱边划伤。
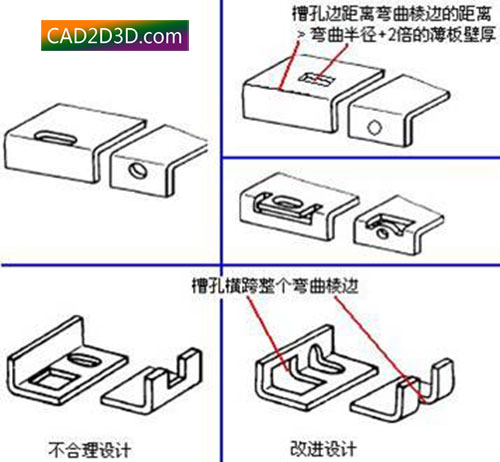
11 槽孔边不弯曲准则
弯曲棱边与槽孔的棱边的距离大于弯曲半径+2倍壁厚的距离;或者让槽孔横跨整个弯曲棱边。
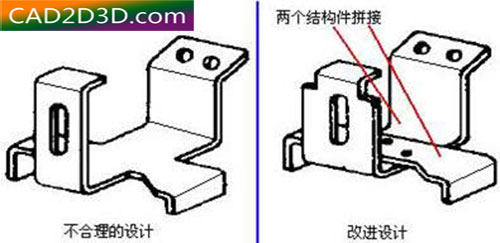
12 复杂结构组合制造准则
将超过2道工序的结构件的结构进行分解,分解成只由圆形、直线等组成的简单结构,然后焊接在一起。
13 避免直线贯通准则
- 薄板横向弯曲刚度较差,用加压槽的设计避免
- 并且无压槽区域禁止直线贯通,贯通的低刚度无压槽窄带区域易成为板面弯曲失稳的惯性轴
- 不规则排列是消除直线贯通的较好方法
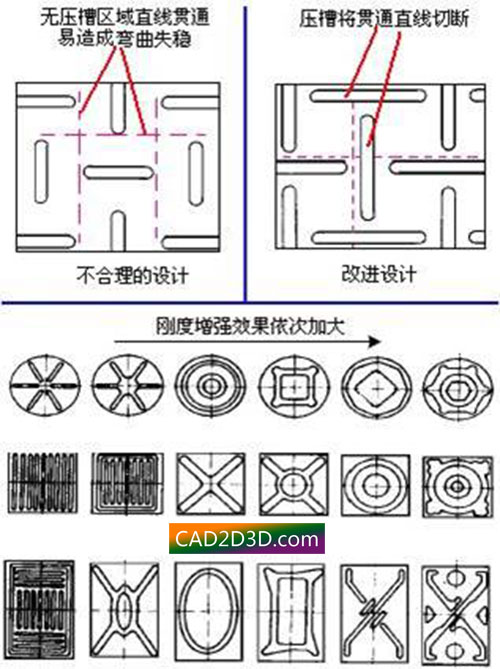
14 压槽连通 排列准则
压槽终点是薄弱点,通过连通消除终点为佳。
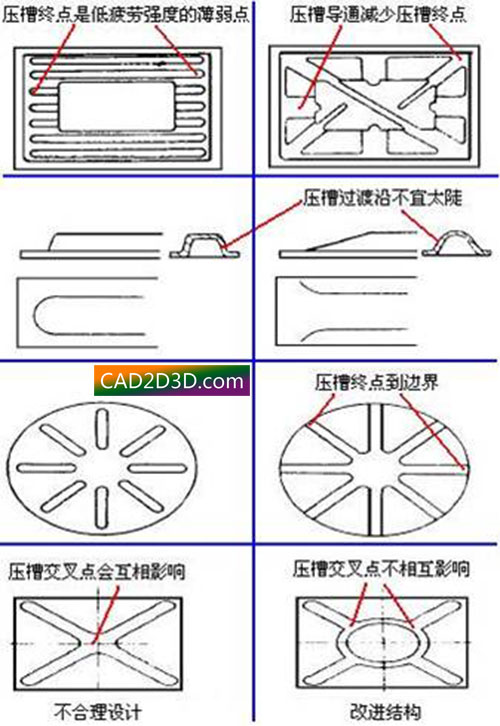
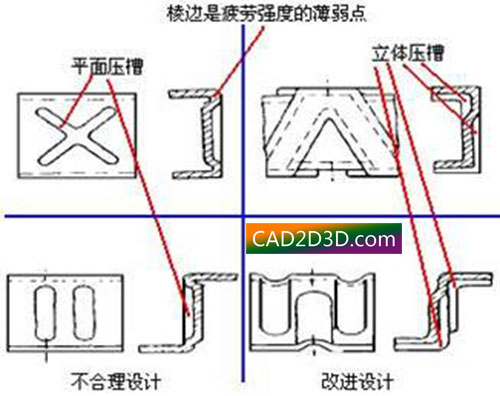
15 空间压槽准则
非单一平面的薄板结构,棱边附近是失稳的薄弱环节,设计压槽不能只在一个平面上设计,需要设计成空间的。
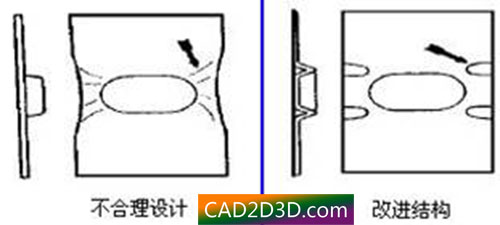
16 局部松弛准则
薄板局部变形受阻碍时,会出现皱折,在皱折附近设几个小的压槽,减少变形阻碍。
输入暗号阅读全文
暗号:
暗号获取方式
关注本站官方微信公众号 喜爱的CAD,私信回复
暗号1148
即可自动获取。
手机扫描下方二维码快速关注公众号 喜爱的CAD ↓↓↓

转载请注明:
文章作者: 任鸟飞 原文链接:https://www.cad2d3d.com/post- 1148 .html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。
也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




可能感兴趣的文章
 塞焊缝、槽焊缝是什么样子的?塞焊缝、槽焊缝示意图、符号、3D示意图和实物图展示
塞焊缝、槽焊缝是什么样子的?塞焊缝、槽焊缝示意图、符号、3D示意图和实物图展示 FANUC机器人校核表故意隐藏计算过程,终于被我破解,附校核表密码
FANUC机器人校核表故意隐藏计算过程,终于被我破解,附校核表密码 紧急切断阀的概念、适用范围和选型条件
紧急切断阀的概念、适用范围和选型条件- 造挖掘机的都开始造机器人了,机器人开始走机械手的老路,缺少核心技术,注定一地鸡毛
- WinRAR 2022v6.10 64位 已注册特别版下载(无广告自动注册激活)
- 多层料框机构,每层可翻转打开,方便取料和运输
- 日本京瓷 KYOCERA — 精密陶瓷制造商,业务涉及切削工具、半导体、电子元器件、精密陶瓷等
- 德国西门子Siemens官网,工业自动化及生产数字化
- 德国KUKA机器人官网,主营业务:工业机器人
- 线轨和硬轨有什么区别,机床应该如何选择?
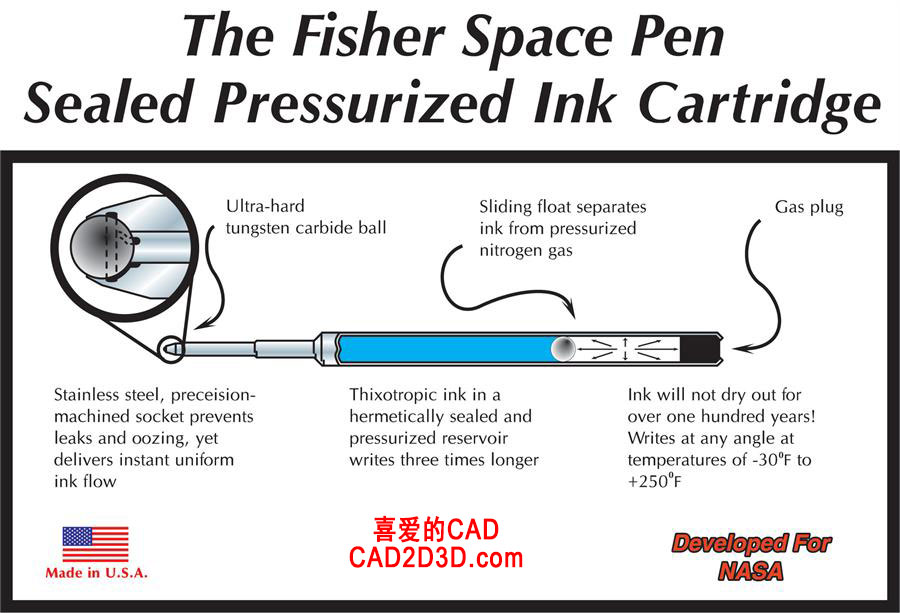 一支太空笔,美国吹了半个世纪,当我看到太空笔内部构造和原理之后,我呵呵一笑,原来这么简单
一支太空笔,美国吹了半个世纪,当我看到太空笔内部构造和原理之后,我呵呵一笑,原来这么简单
 油漆也能实现导线绝缘?电机转子就是这么干的,认知又一次被颠覆
油漆也能实现导线绝缘?电机转子就是这么干的,认知又一次被颠覆
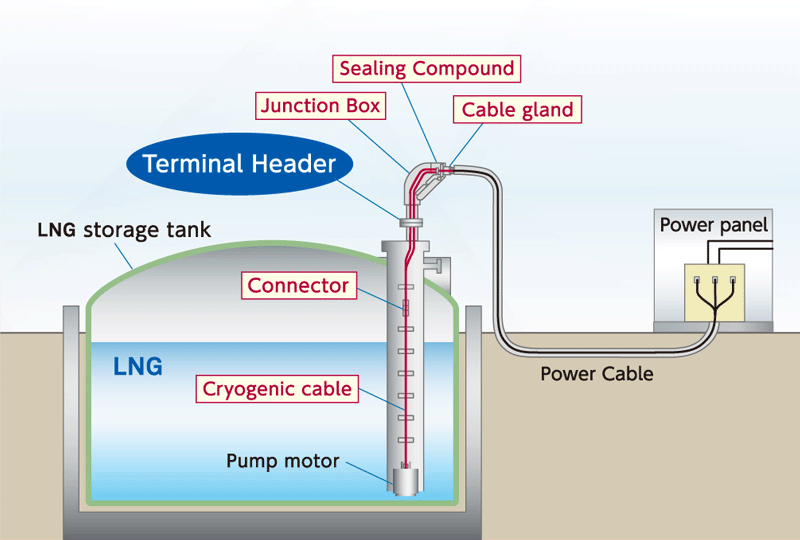 LNG罐内泵电气终端接头(接线端子)内部构造、绝缘和密封
LNG罐内泵电气终端接头(接线端子)内部构造、绝缘和密封
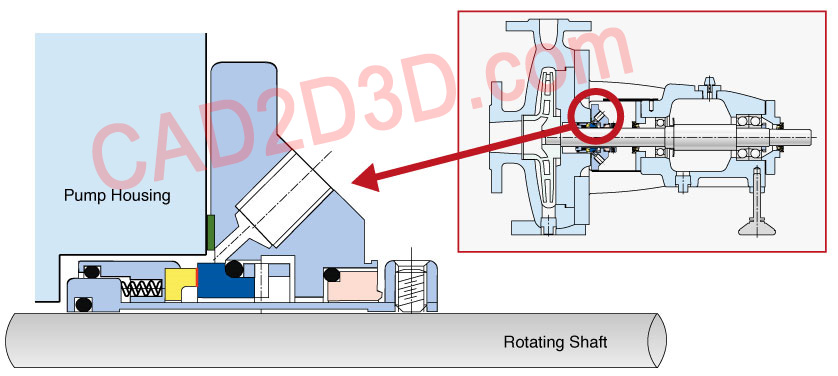 泵机械密封组成、内部构造和运行原理
泵机械密封组成、内部构造和运行原理
 减速机种类、特性及其优劣势
减速机种类、特性及其优劣势
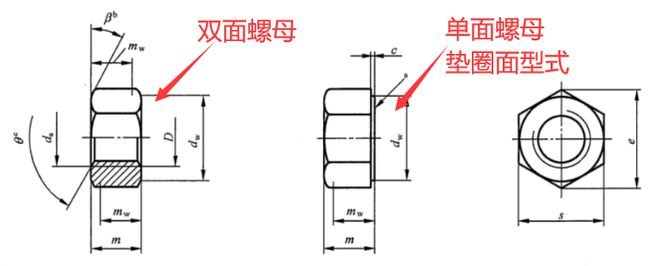 惊呆了!印度工程师居然说我们的螺母装反了,螺母还分正反面?
惊呆了!印度工程师居然说我们的螺母装反了,螺母还分正反面?
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载