
 小型气动SC32大推力带磁SC63标准气缸SC40X50X63X80X100-25-75-S
小型气动SC32大推力带磁SC63标准气缸SC40X50X63X80X100-25-75-S  SC气缸小型气动标准大推力大全带磁32 40 50 63 SC80 100 125 160
SC气缸小型气动标准大推力大全带磁32 40 50 63 SC80 100 125 160  TDA双轴双杆气缸大推力小型气动TN10/16/20/25/32/40-100-20-50-S
TDA双轴双杆气缸大推力小型气动TN10/16/20/25/32/40-100-20-50-S 1 什么是铸造
铸造是成型所需形状的最古老和最流行的制造方法,这是制造大多数产品的第一步。

铸件是可由任何类型的金属经熔化二次浇注成任何形状的工件。铸件可以生产从几毫米到几米的尺寸,重量从几克到几吨不等。
由难以加工的金属制成的具有非常复杂形状、中空截面、复杂内腔和不规则曲面的产品可以通过铸造工艺轻松生产。
有许多铸造工艺可供选择,生产特定零件的工艺选择取决于生产成本、生产率、尺寸、形状和表面光洁度等因素。铸造工艺基本上在用于制备模具的材料类型和浇注熔融材料的方法上彼此不同。
模具材料通常是砂或金属,浇注方法可以使用重力、真空或低压或高压。铸造最常用于制造复杂的形状,这些形状很难或不经济地用其他方法制造。
浇注可以分为两大类:消失模(Expendable)和非消失模(Non-expendable casting)
在消失模铸造中,它包括砂型铸造、型壳铸造、石膏型铸造、熔模铸造和消失模铸造。
在非消失模铸造中,它包括永久型铸造、压铸、半固态金属铸造、离心铸造和连续铸造。
2 金属铸造工艺的类型
以下是用于大规模生产的不同类型的铸造工艺:
- Sand casting 砂型铸造
- Investment casting 熔模铸造
- Permanent mold casting 金属型铸造
- Die casting 压铸
- Gravity die casting 重力压铸
- Plaster casting 石膏型铸造
- Centrifugal casting 离心铸造
- Lost foam casting 消失模铸造
- Vacuum casting 真空铸造
- Squeezing casting 挤压铸造
- Continuous casting 连铸铸造
- Shell molding 壳型铸造
- Ceramic mold casting 陶瓷型铸造
- Metal mold casting 金属型铸造
- Clay mold casting 泥型铸造
2.1 砂型铸造 and Casting
砂型铸造是最广泛和最广泛使用的铸造工艺类型。这是一种消失模永久型铸造工艺。砂型铸造工艺包括使用熔炉、金属、模型和砂型。
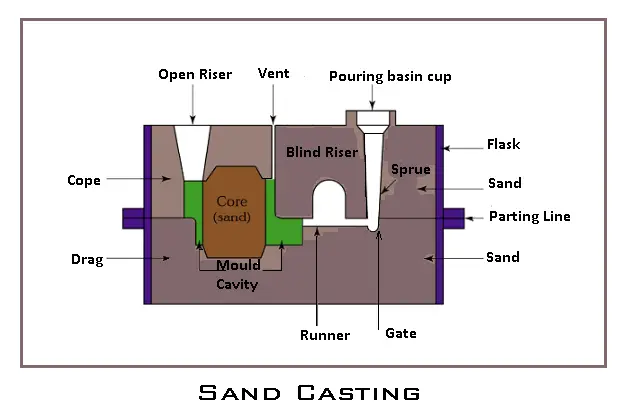
在模型周围用手捣砂用于简单的铸造。对于复杂的铸件,型砂混合物由造型机压实。造型机不仅增加了生产成本,而且通过加强冲压力的施加和分配来提高铸件质量。
它可用于所有类型的金属,但与其他铸造工艺相比,表面光洁度和尺寸精度不好。这是最经济的生产方式。
2.2 熔模铸造 Investment Casting
在该方法中,蜡模与耐火材料和粘合剂组合以产生一次性陶瓷模具,然后用熔融金属填充该模具以产生金属铸件。熔模铸造也称为失蜡铸造。
熔模铸造是一种昂贵且劳动密集型的工艺,用于生产齿轮、自行车行李箱、摩托车盘和喷砂机备件。通常,熔模铸造用于制造具有更薄壁和更严格公差的复杂形状的部件。
2.3 永久模铸造 Permanent Mold Casting
永久型铸造是一种使用可重复使用的模具铸造金属的方法,这些模具通常由金属制成。永久型铸造通常被称为重力压铸,因为熔融金属被倒入模具中,而不是强行注入。
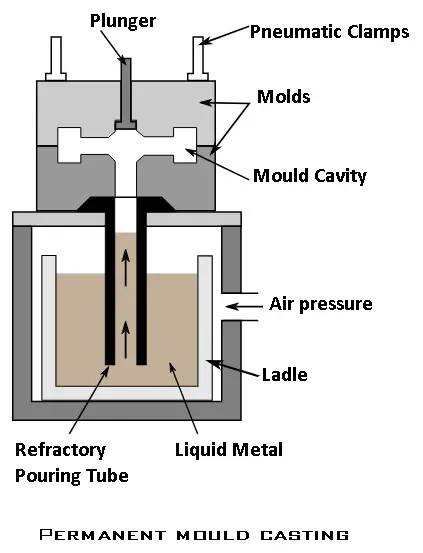
通常,永久型铸造生产简单,小的金属零件,具有均匀的壁厚,在大量。在此过程中,经常使用有色金属,如铜合金,镁合金和铝合金。
齿轮、花键、车轮、齿轮箱、管件、喷油器壳体和汽车发动机活塞等产品经常使用这种工艺制造。
2.4 压铸 Die Casting
压铸是一种非常常用的永久型铸造工艺。它用于生产炉灶、风扇、电机、玩具等家电的许多部件。
压铸零件的表面光洁度和公差非常好,几乎不需要后处理。压铸模具价格昂贵,并且需要大量的准备时间来制造;它们通常被称为模具。
压铸分类:
- Hot chamber die-casting 热室压铸
- Cold-chamber die casting 冷室压铸
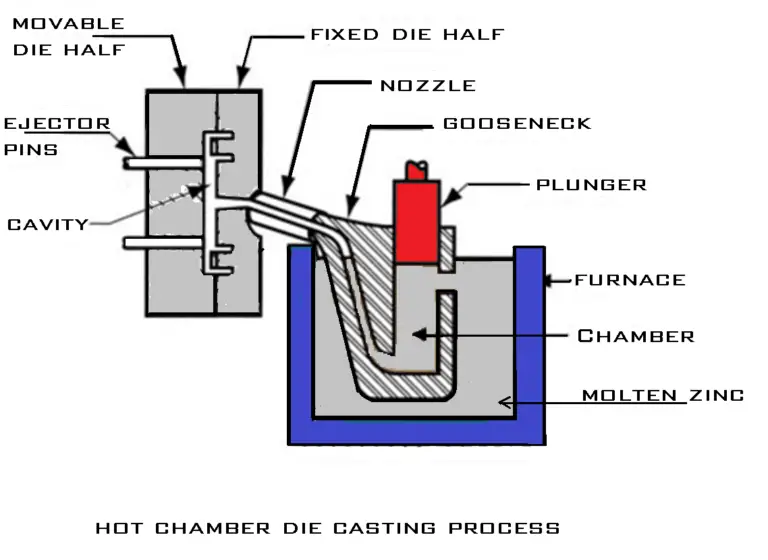
2.4.1 Hot chamber die-casting 热室压铸
在热室工艺(用于锌合金和镁合金)中,与模腔相连的压力室被熔融金属永久填充。
 基本运行流程如下:
基本运行流程如下:
关闭模具,鹅颈缸充满熔融金属。
柱塞推动熔融金属通过鹅颈通道和喷嘴进入模腔:金属在压力下保持直到凝固。
模具打开,芯(如果有的话)缩回;铸件留在顶出模具中;柱塞返回,通过喷嘴和鹅颈将熔融金属拉回来。
顶杆将铸件推出模具。当柱塞打开入口孔时,熔化的金属重新填充鹅颈缸。
热室工艺用于(a)具有低熔点和(B)不与模具材料钢合金化的金属;常见的例子是锡、锌和铅。
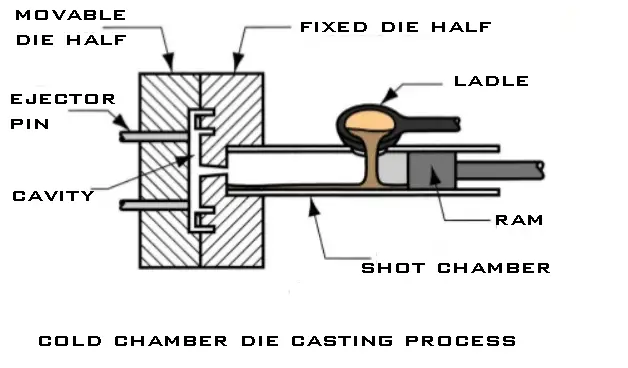
2.4.2 冷室压铸工艺 Cold Chamber Die Casting Process
在冷室工艺中,熔融金属在每个循环中都被倒入冷室中。
运行流程为:
关闭模具,将熔融金属舀入冷室气缸中。
柱塞将熔化的金属推入模腔;金属在高压下保持直到凝固。
模具打开,柱塞随之将固化的废料从气缸中推出。如果有核心,它们会被收回。
顶杆将铸件推离顶模,柱塞返回原始位置。
该工艺特别适用于高熔点金属,如铝和铜(及其合金)。
2.5 重力压铸 Gravity Die Casting
将液态金属倒入金属模具中依靠重力充满模具,然后冷却并固化成型。常见的重力铸造零件有车轮、发动机活塞、管件、齿轮箱和齿轮。
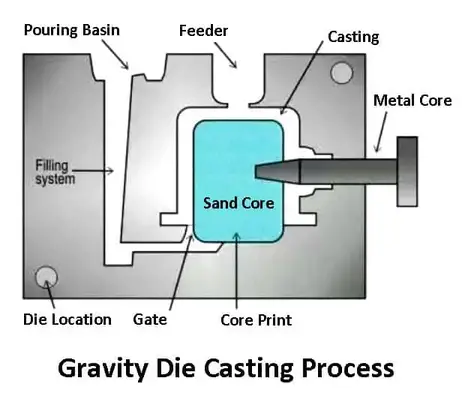
铅、锌、铝和镁合金以及某些青铜和铸铁通常用于这种铸造工艺。然而,与砂型铸造相比,该工艺具有更高的铸造率。然而,价格有点高,因为金属模具很贵。
2.6 石膏铸造 Plaster Casting
石膏铸造类似于砂型铸造,除了模具是由一种被称为“巴黎石膏”的材料制成。由于石膏的导热性和热容量较低,金属冷却速度比沙子慢,这有助于实现高精度,特别是对于薄截面零件。
然而,该工艺不适合高温铁类材料。石膏模铸造工艺在生产30克的小型铸件和45公斤的大型铸件时特别有效。
2.7 离心铸造 Centrifugal Casting
熔融金属被倒入旋转的模具中,离心力使模具充满并固化。高压熔融金属在离心力的帮助下遍布模具。
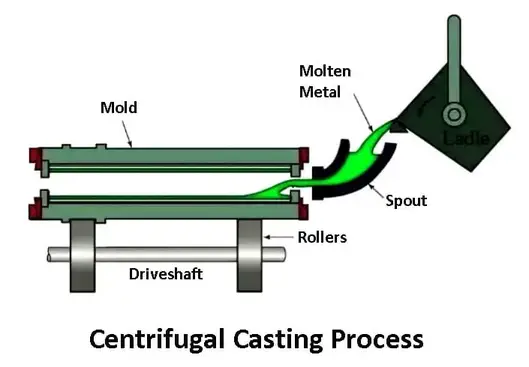
典型地,通过离心铸造来产生像圆柱体的旋转形状,具体的部件包括气缸套、活塞环、离合器片和衬套轴承。
2.8 消失模铸造 Lost Foam Casting
消失模铸造工艺与熔模铸造相当,除了模型是由泡沫而不是蜡制成。在形成图案之后,通过浸渍、涂覆、喷涂或刷涂来用耐火陶瓷涂覆。然后通过将熔融金属倒入模具中来形成成品。
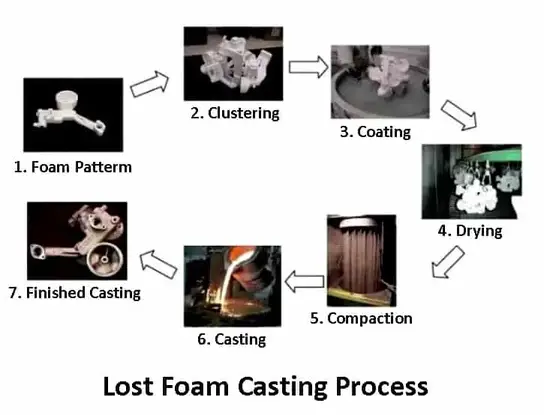
各种材质,包括合金钢、碳钢、合金铸铁、黑色合金等,可以使用这种铸造方法。消失模铸造工艺特别用于生产泵壳、消防栓、阀门和配件等物体。
2.9 真空铸造 Vacuum Casting
真空铸造生产在100bar或更低的真空压力下进行,以从模具腔中排出气体。为了消除气泡和气穴,熔融金属被倒入真空室内的模具腔中。
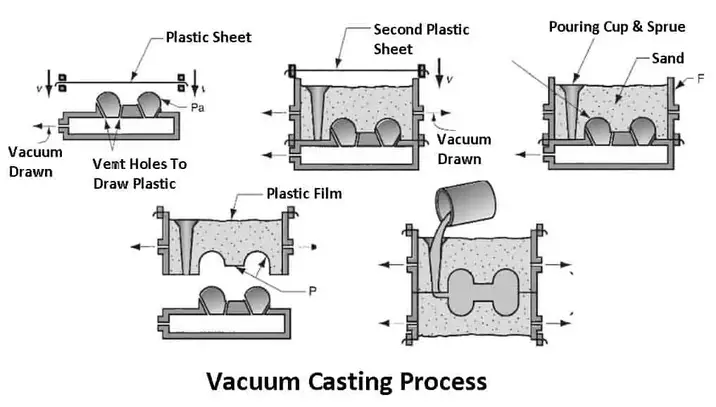
在真空下对模腔进行抽真空,以防止在金属注射期间捕获气体。最后,金属在从模具中取出之前在加热室中固化。
许多行业都使用真空压铸技术,包括汽车,航空航天,电子,船舶,电信等,因此,这种制造工艺会产生一些部件,如结构底盘部件和汽车车身部件。
2.10 挤压铸造 Squeezing Casting
挤压铸造工艺将联合收割机模锻和永久模铸造结合在一个步骤中,形成混合金属成形工艺。挤压铸造也被称为液态锻造。
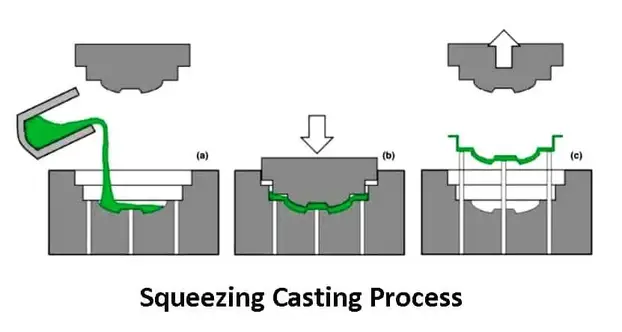
在这种铸造中,将预定体积的熔融金属合金注入模具中并在压力下成形。然后将金属部件加热到熔点并从模具中取出。
特别是对于汽车系统中的安全重要部件来说,这是一种潜在的铸造工艺。例如,底盘框架、支架、节点、空间框架接头、铝制前转向节等。
这种特殊的金属铸件结合了锻造和铸造技术的优点。这意味着在固化过程中,使用的高压有助于防止收缩和孔隙。然而,由于特定的模具要求,这种方法比其他大规模生产的铸造工艺更不常见。
2.11 连续铸造 Continuous Casting
连续铸造能够可靠地大规模制造具有固定横截面的金属型材。在钢棒的制造中,经常使用这种铸件。此外,半连续铸造产品,如坯、锭、棒等,都是垂直铸造的。
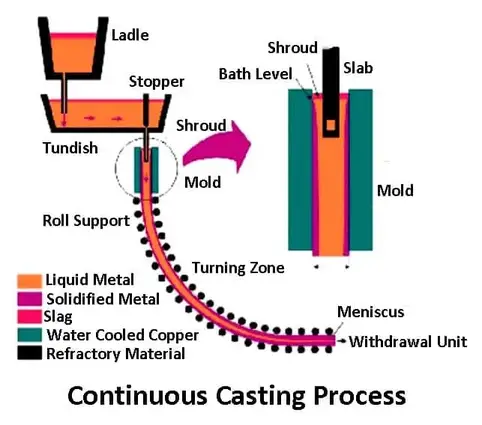
这种方法小心地控制熔融金属倒入开口式水冷模具的速度。这允许在模具中心的液态金属上形成固体金属表面。因此,金属的凝固是从外到内发生的。
在该过程之后,可以连续地从模具中取出金属股。通过使用机械剪切机或移动氧乙炔炬,可以将产品切割成预定的长度。它通常产生致密、均匀和一致的产品
2.12 壳体成型 Shell Molding
与砂型铸造类似,不是使用砂箱,而是用硬化的砂壳形成型腔。使用的砂比砂型铸造中使用的砂更细,并且与树脂结合以使热处理和硬化成围绕模型的壳。
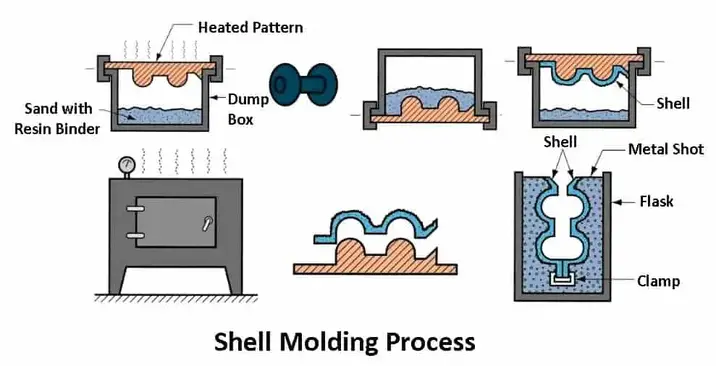
工业产品如变速箱壳体、连杆、小船、卡车引擎盖、气缸盖、凸轮轴、阀体等,通过壳模成型生产。使用这种铸造工艺制造的产品具有出色的表面光洁度和精确的尺寸。
2.13 陶瓷模具铸造 Ceramic Mold Casting
这些类型的铸造工艺使用陶瓷浆料创建铸件。该浆料由硅酸乙酯水解物和耐火砂(如熔融石英、锆石和刚玉)组成,其中大多数具有高度热稳定性和纯净的质地。

氢氧化钙或氧化镁经常用作催化剂以加速陶瓷浆料的胶凝。该过程通常被称为“陶瓷型”铸造,因为所使用的耐火材料具有类似于陶瓷的成分和外观。
2.14 金属铸造 Metal Mold Casting
铸件是通过将液态金属倒入金属模具中制成的。金属模具在需要更换之前可以使用数百到数千次。
金属型铸造具有重量和形状限制。例如,黑色金属只能用于制造形状简单且不太重的铸件。此外,壁厚也有局限性,这使得铸造较小的铸件具有挑战性。
2.15 泥模铸造 Clay Mold Casting
这是一种传统的铸造工艺,其中粘土被用来制作铸件的模具。粘土结合水和物质,如稻壳,稻芒,马粪,谷壳灰,形成一个强大的粘接力。粘土在阳光下或空气中干燥后形成具有出气孔和高硬度的模具。它的模具的表面是均匀的精细和光滑,但它的内部有一个粗糙的纹理。可以添加额外的材料,如沙子,罐渣和碎砖。
粘土模具是半永久性的,因为它可以重复使用。在中国,粘土型铸造是已知的最古老的铸造技术。
转载请注明:
文章作者: 尚延伟 原文链接:https://www.cad2d3d.com/post-2057.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。

也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




可能感兴趣的文章
 低温阀门 加长阀盖 (Extended Bonnet)是什么意思?
低温阀门 加长阀盖 (Extended Bonnet)是什么意思? Adobe PDF 打印机 高质量打印 设置方法,Word转PDF时如何避免PDF图片模糊,转换成PDF时如何保持图片高清无损
Adobe PDF 打印机 高质量打印 设置方法,Word转PDF时如何避免PDF图片模糊,转换成PDF时如何保持图片高清无损- 某公司工程师平均行业工作经验15年,说明这个公司好还是不好?
 农村大爷暴力改装之后的气井,原始与现代科技的碰撞,高手在民间
农村大爷暴力改装之后的气井,原始与现代科技的碰撞,高手在民间 难得一见,水下电弧焊,海底破损管路焊接修复,老外手法很专业
难得一见,水下电弧焊,海底破损管路焊接修复,老外手法很专业- 日本机床逆天了,直接内置机器人,自动吹扫刀具和夹具上的铁屑
- 数控车削中心(车床)内部组成构造和参数说明
 工业相机视觉检测的基础知识:相机光源
工业相机视觉检测的基础知识:相机光源- SMC气缸选型方法 PDF选型手册免费下载
- 快换工装 公盘母盘对接要求:容许偏心量、回转角度、允许间隙、允许倾斜
 LNG 槽车加注预冷采用上进液还是下进液?
LNG 槽车加注预冷采用上进液还是下进液?
 卡套式接头连接和密封可靠吗?总感觉压力大了或时间长了它会松动
卡套式接头连接和密封可靠吗?总感觉压力大了或时间长了它会松动
 LNG 装卸臂(鹤管)高清三维效果图
LNG 装卸臂(鹤管)高清三维效果图
 超低温拉断阀分类、内部构造和运行原理,含高清实物图、内部结构图和讲解视频
超低温拉断阀分类、内部构造和运行原理,含高清实物图、内部结构图和讲解视频
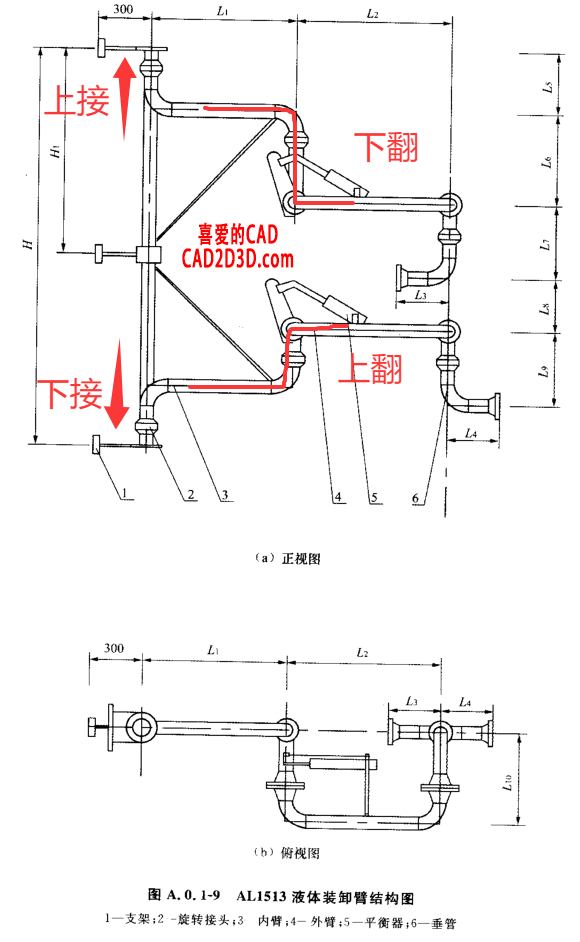 液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载