
与
液压设计 相关商品:
查看所有与
液压设计 相关商品 >>
 Amesim第72期Amesim液压元件设计HCD库入门与进阶专题视频教程
Amesim第72期Amesim液压元件设计HCD库入门与进阶专题视频教程  机械液压设计液压设备系统原理图集成块CAD装配图solidworks代做
机械液压设计液压设备系统原理图集成块CAD装配图solidworks代做  四自由度车床上料直角坐标液压机械手结构设计CAD图纸和计算说明
四自由度车床上料直角坐标液压机械手结构设计CAD图纸和计算说明 切屑形成和排屑是钻削中的关键问题。它取决于工件材料、钻头/刀片槽形的选择、冷却液压力/容量、切削参数。切屑堵塞可能导致钻头径向移动并影响孔质量、钻头寿命和可靠性,或导致钻头/刀片破裂。
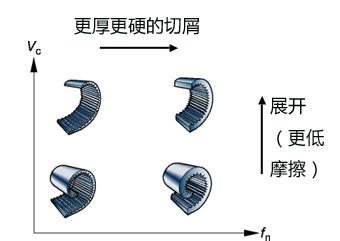
转速与进给对切削的影响
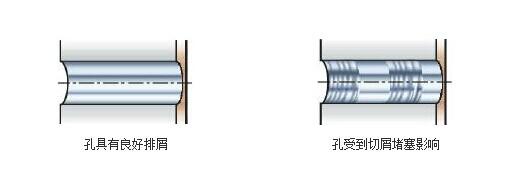
钻孔时,铁屑是如何排出的。
当切屑能够从钻头中顺畅排出时,切屑形成是可以接受的。对其进行识别的最佳方法是在钻削过程中进行监听。连续的声音表示排屑良好,断续的声音表示切屑堵塞。检查进给力或功率监视器。如果存在异常,则原因可能是切屑堵塞。查看切屑。如果切屑长而弯曲,但未卷曲,则表示出现切屑堵塞。查看孔,如果出现切屑堵塞,则将看到不平整表面。

优秀切屑断屑

良好切屑断屑

异常切屑断屑(有堵塞的风险)
处理常见的寿命判断标准
为了避免切屑堵塞:
- 确保使用正确的切削参数和钻头/刀尖槽形
- 检查切屑形状 - 调整进给量和速度
- 检查切削液流量和压力
- 检查切削刃,切削刃崩刃可能产生长切屑,但可将切屑隔开
- 检查切削加工性是否由于新的工件批次而改变 - 调整切削参数
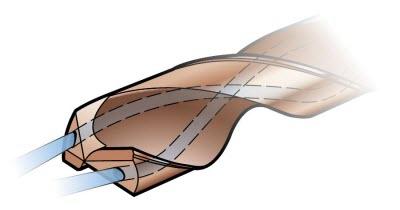
整体硬质合金钻
切削刃的中心到周边形成一条切屑
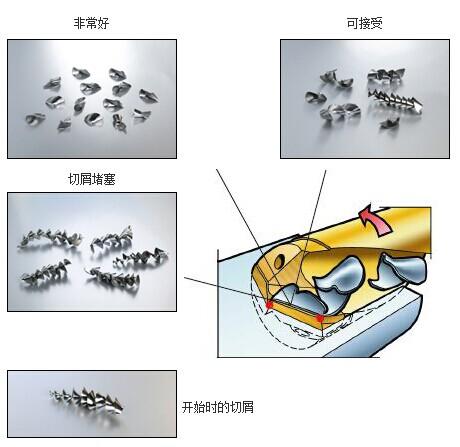
进入工件时产生的开始时的切屑总是很长,并不会造成任何问题
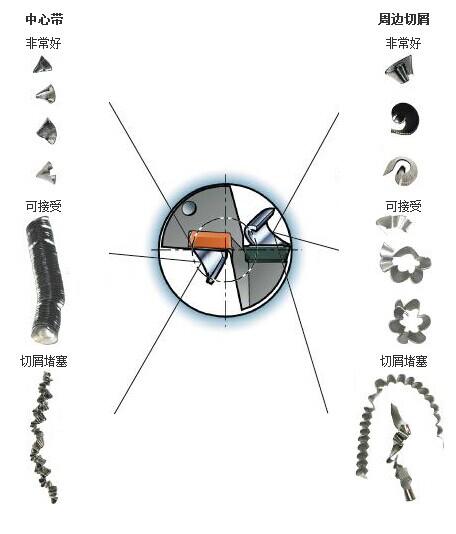
可转位刀片钻头(U钻)
中心刀片形成容易识别的锥形切屑。周边刀片形成类似于车削时形成的切屑
刀具内冷
为了避免切屑堵塞,应始终优先采用内冷,特别是在加工长切屑材料以及钻削较深的孔 (4-5 x DC) 时。对于孔深大于3 x DC的情况,请务必使用内冷。对于水平钻头,当冷却液从钻头中流出时,在至少30 cm (11.81英寸) 的长度上都不应有任何切削液滴下。
外冷
外冷可在切屑形成良好以及孔深较浅时使用。由于切削刃温度较高,外冷却液的使用可帮助防止积屑瘤的形成。
转载请注明:
文章作者: 尚延伟 原文链接:https://www.cad2d3d.com/post-831.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。

也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




 明明产能过剩,为何手机内存出现短缺?真相太扎心
明明产能过剩,为何手机内存出现短缺?真相太扎心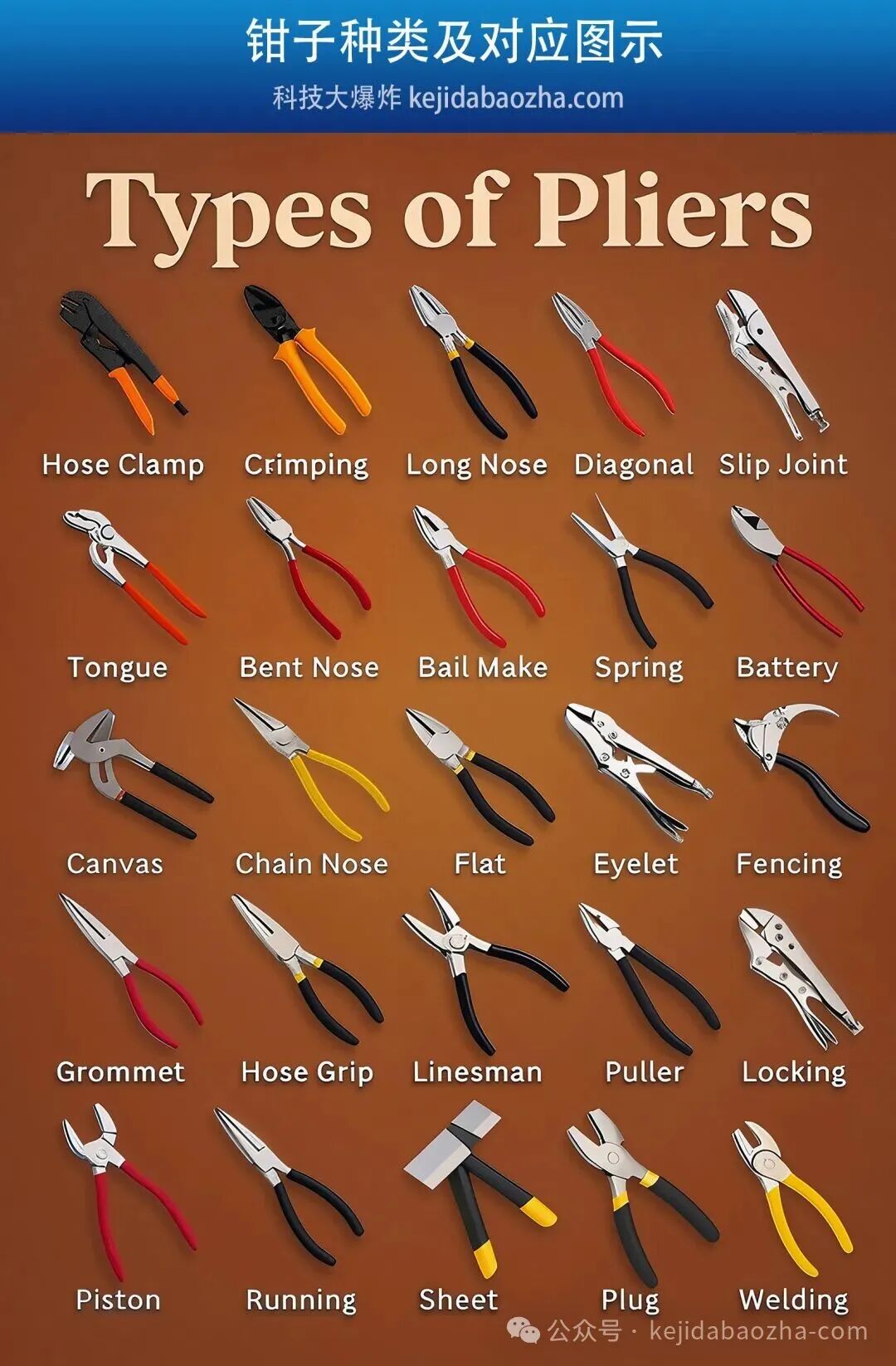 钳子种类及对应图示,各种钳子的中英文名称对照
钳子种类及对应图示,各种钳子的中英文名称对照 阀门种类及对应的实物图,各种阀门名称中英文对照,一图看懂所有
阀门种类及对应的实物图,各种阀门名称中英文对照,一图看懂所有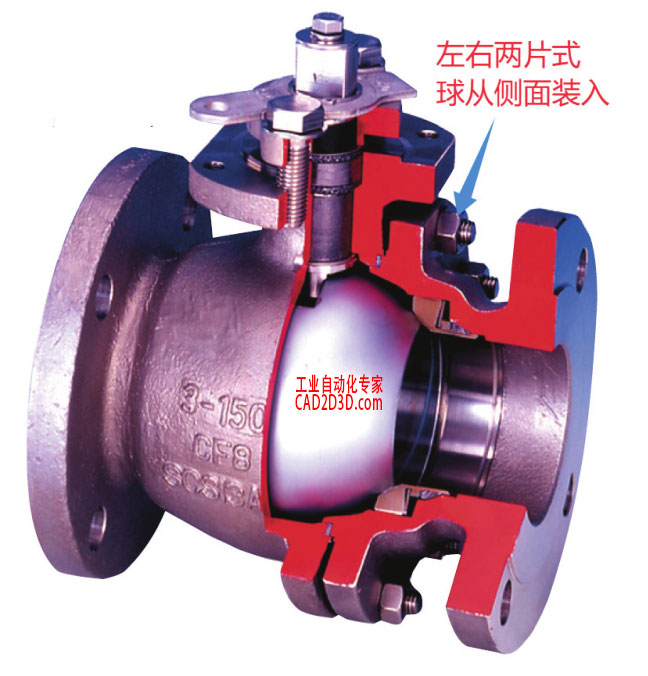 装车橇设计大师:球阀(顶装和侧装、软密封和硬密封、浮动球和固定球、单向密封和双向密封)
装车橇设计大师:球阀(顶装和侧装、软密封和硬密封、浮动球和固定球、单向密封和双向密封) FANUC机器人校核表故意隐藏计算过程,终于被我破解,附校核表密码
FANUC机器人校核表故意隐藏计算过程,终于被我破解,附校核表密码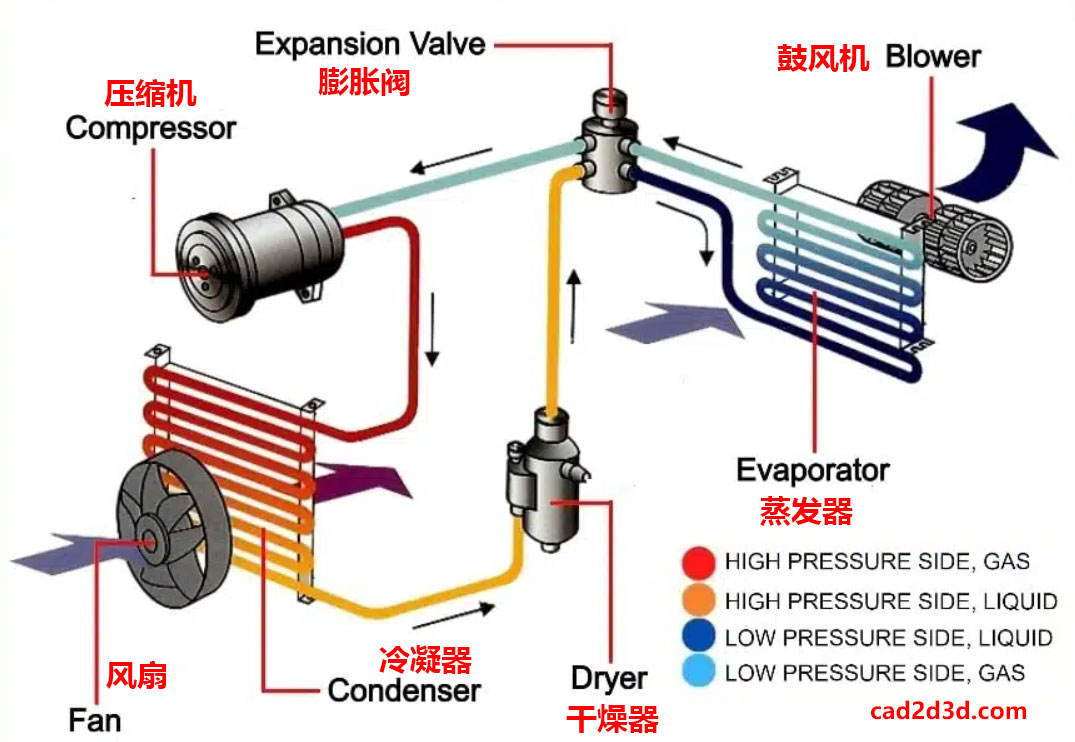 图解空调的内部构造和组成,图文并茂一看就懂
图解空调的内部构造和组成,图文并茂一看就懂 LNG 槽车加注预冷采用上进液还是下进液?
LNG 槽车加注预冷采用上进液还是下进液?
 卡套式接头连接和密封可靠吗?总感觉压力大了或时间长了它会松动
卡套式接头连接和密封可靠吗?总感觉压力大了或时间长了它会松动
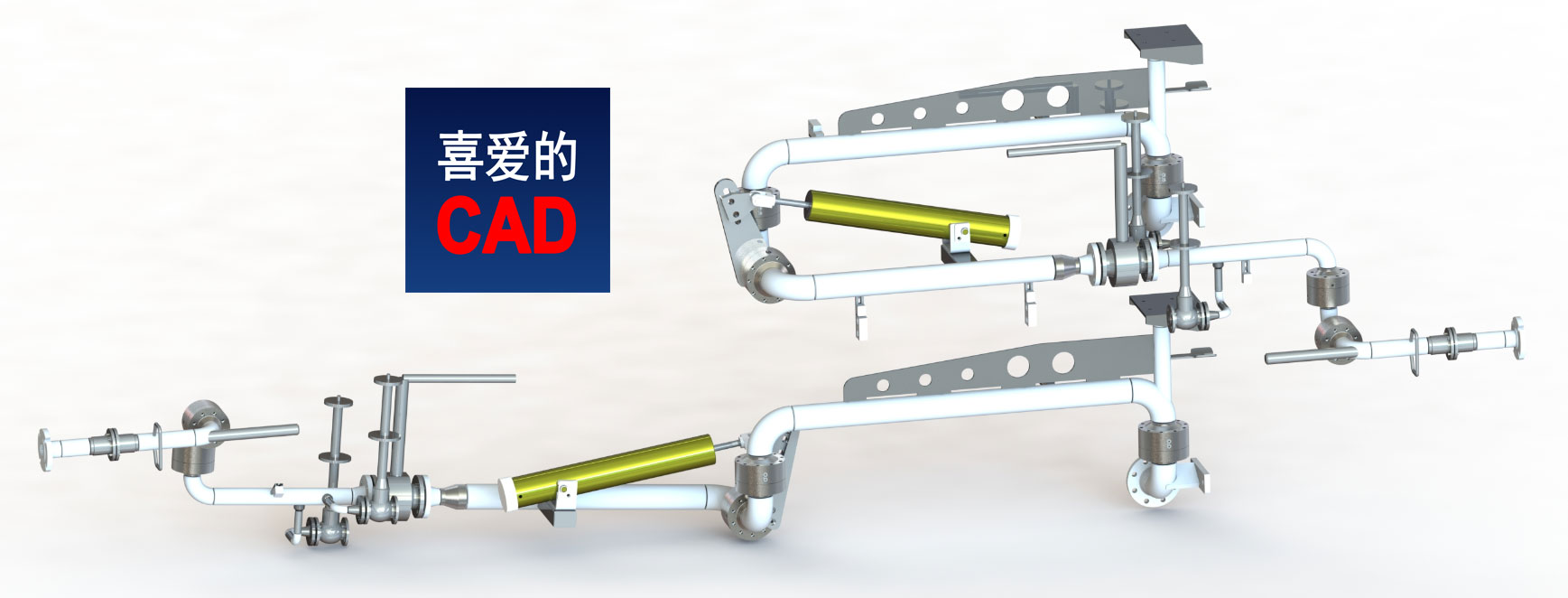 LNG 装卸臂(鹤管)高清三维效果图
LNG 装卸臂(鹤管)高清三维效果图
 超低温拉断阀分类、内部构造和运行原理,含高清实物图、内部结构图和讲解视频
超低温拉断阀分类、内部构造和运行原理,含高清实物图、内部结构图和讲解视频
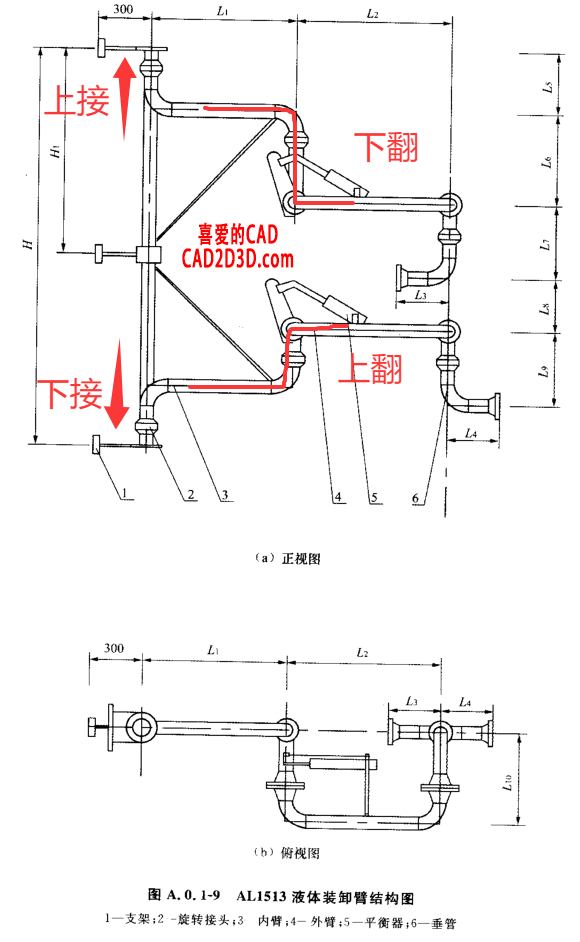 液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载