
 小型气动SC32大推力带磁SC63标准气缸SC40X50X63X80X100-25-75-S
小型气动SC32大推力带磁SC63标准气缸SC40X50X63X80X100-25-75-S  SC气缸小型气动标准大推力大全带磁32 40 50 63 SC80 100 125 160
SC气缸小型气动标准大推力大全带磁32 40 50 63 SC80 100 125 160  TDA双轴双杆气缸大推力小型气动TN10/16/20/25/32/40-100-20-50-S
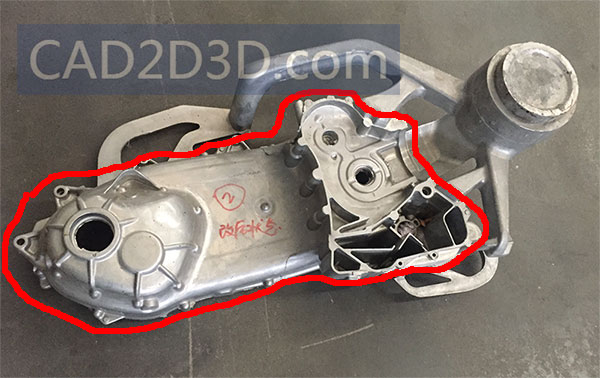
TDA双轴双杆气缸大推力小型气动TN10/16/20/25/32/40-100-20-50-S 压铸机取出的压铸件,上面都是有渣包和流道,渣包和流道不属于最终产品的一部分,因此压铸取件后,还需要增加去除渣包和流道的工序。
压铸件渣包含义及作用:
压铸中的渣包是入在进水道处,用来过渡一个铸液中的氧化渣之类的。可有效提高成品质量。

压铸中的渣包的作用:
- 容纳最先进入型腔的冷金属液和混入其中的气体与氧化夹杂。
- 与浇注系统一起控制金属液充填的流动状态,防止局部产生涡流。
- 作为热源的一部分,改善模具型腔温度场的分布,减少铸件流痕、冷隔和浇不足的现象。
- 作为压铸件脱模时推杆推出的位置。
- 在动模上设置溢流槽,增大压铸件对动模的包紧力,使开模时压铸件能留在动模,便于退出机构脱模。
- 对于真空压铸和定向抽气压铸,常作为引出气体的起始点。
- 溢流槽还可作为压铸件存放、运输、加工时的支承、吊挂、装夹或定位的附件部分。
压铸件流道含义及作用
流道就是铝液注入模型之前的通道。
如何去除渣包和流道
传统飞边去除工艺由人工使用锉刀、电动工具凭借手法及经验打磨去除,在此程中产品的质量无法保证,生产效率不高,人工更是难以管理;随着压铸件的要求越来越高,劳动力成本不断攀升,人工去毛刺的方法将被彻底淘汰……切边模的合理使用可以确保产品的一致性、有效的提高生产效率、大量的减少现场人工。
切边模具是一种适配于压铸件后处理的工装,用于切除铸件产品上不可避免的飞边、毛刺、隔皮、外形轮廓以及相应的浇注系统、溢流系统,采用气 动、液压技术可实现任意方向冲切将铸件一次性清理完毕。
采用切边模方法去除渣包流道示意图:


切边模设计注意事项
切边是在冷态下进行,因此要求切边模的材料应有较高的综合机械性能,良好的耐磨性和耐疲劳性.热处理硬度的硬度推荐为HRC56-60。
切边模凸凹模间隙选择是非常重要的,如果间隙选择过大,那么会造成切边后的产品浇口余根过高,飞边过高,无法满足客户的要求;如果间隙选择过小,那么会导致飞边卡在模具上,难于退料,影响模具的使用寿命,为了利于凸凹模为准和产品的要求我们一般的凸凹模单边间隙应该在0.2-0.4mm之间。
切边过程中的工艺影响
产品在切边每个循环中我们一定要严格按照切边工艺执行,主要影响的工艺有:首先,模具内有残留的飞边,会造成产品表面有压痕,所以每一循环我们都对模具进行清理,可以使用自动吹气系统和手动气枪将模具表面的飞边吹干净。其次,产品没有完全放置在切边模,就已经启动切边按钮,造成产品切伤。最后,我们要对产品进行100%的自检,特别是切边涉及到的浇口、集渣包的部位、孔内以及相关的位置,都是特别要关注的地方。自检在切边工序中是非常重要的,因为及时发现了问题,才能针对出现的问题提出解决方案,否则将会造成批量事故。我们不但要做好本工序的工作,还要为下-道工序做好服务,只有这样,才能对产品质量进行有效地控制。
切边过程质量控制
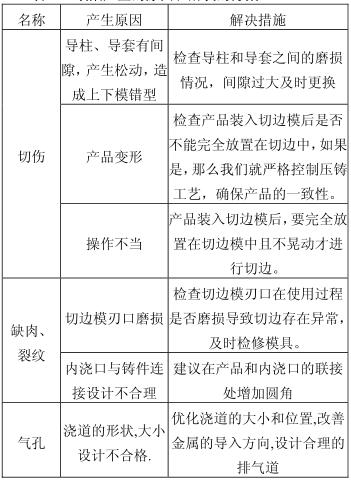
缺陷产生的原因及解决方法
未完待续 ~
输入暗号阅读全文
暗号:
暗号获取方式
关注微信公众号 喜爱的CAD,私信回复以下关键字:
923暗号
即可自动获取暗号,输入的候别忘记数字后面的暗号两个字。
手机扫描下方二维码快速关注公众号 喜爱的CAD ↓↓↓

转载请注明:
文章作者: 任鸟飞 原文链接:https://www.cad2d3d.com/post-923.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。
也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




可能感兴趣的文章
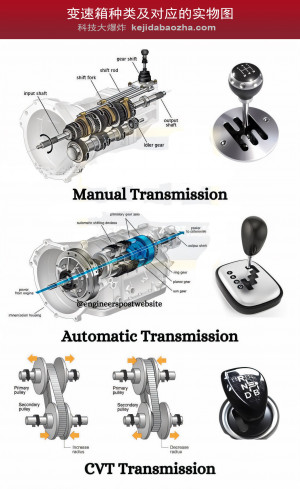 变速箱种类及对应的实物图,变速箱零部件名称中英文对照
变速箱种类及对应的实物图,变速箱零部件名称中英文对照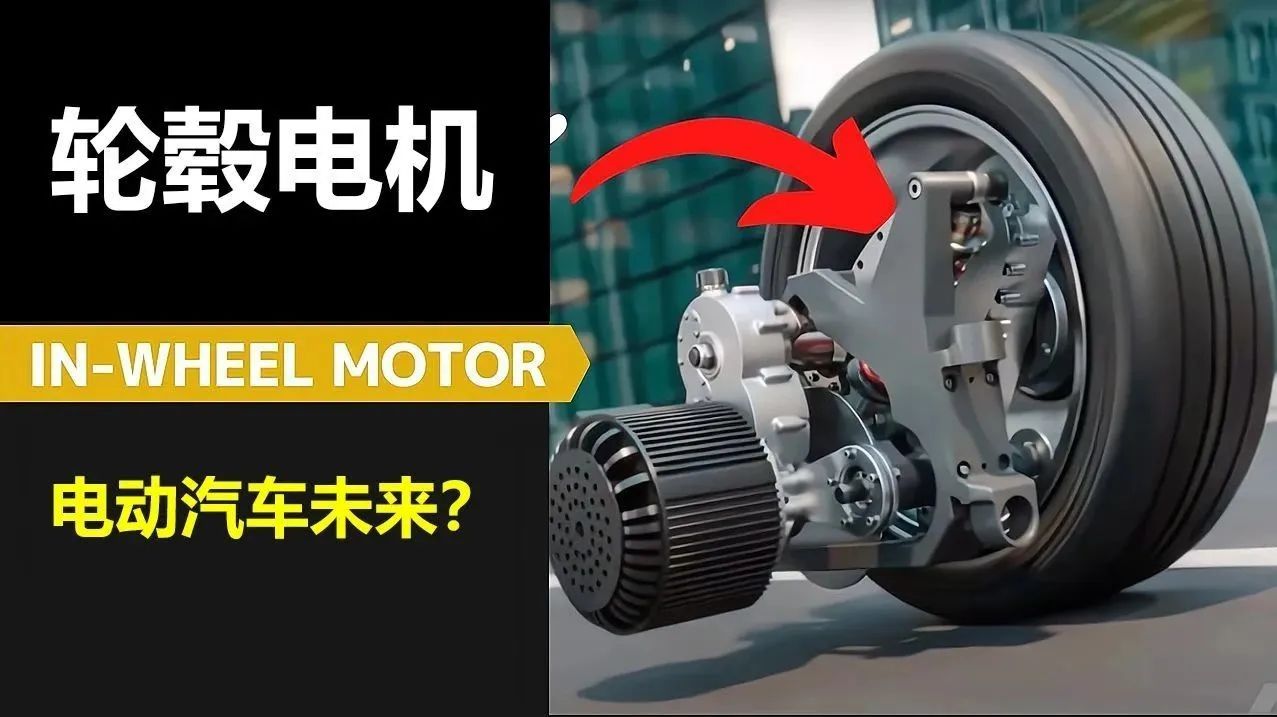 干货!日本制作的轮毂电机视频,电动汽车四轮独立驱动并不完美
干货!日本制作的轮毂电机视频,电动汽车四轮独立驱动并不完美 汽车等速万向轴构造和原理,车轮跳动时自动适应间距和角度的变化
汽车等速万向轴构造和原理,车轮跳动时自动适应间距和角度的变化 国外机加工柔性制造单元,兼容多品种小批量,无人车间已经来临
国外机加工柔性制造单元,兼容多品种小批量,无人车间已经来临 皮带输送机参数,负载、速度
皮带输送机参数,负载、速度 齿轮齿条和导轨滑块集成在一起,功能二合一形成新模组,再也不用分别选型安装了
齿轮齿条和导轨滑块集成在一起,功能二合一形成新模组,再也不用分别选型安装了 隔振、振动控制、抗震保护 供应商 — 德国隔尔固GERB
隔振、振动控制、抗震保护 供应商 — 德国隔尔固GERB 自动缓存链板输送机 利用两条链板来回搓动 实现工件缓存
自动缓存链板输送机 利用两条链板来回搓动 实现工件缓存更多最新发布: 技术教程
-
 LNG 装卸臂(鹤管)高清三维效果图
LNG 装卸臂(鹤管)高清三维效果图
-
 超低温拉断阀分类、内部构造和运行原理,含高清实物图、内部结构图和讲解视频
超低温拉断阀分类、内部构造和运行原理,含高清实物图、内部结构图和讲解视频
-
中间介质气化器 IFV(Intermediate Fluid Vaporizer)运行原理、内部构造和高清实物图
-
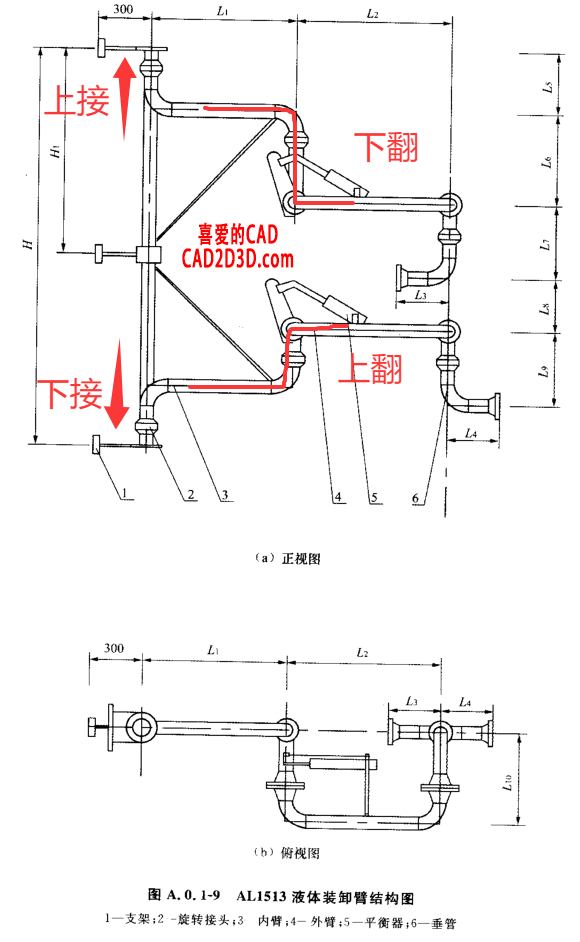 液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
-
标准中的 必须、严禁、应、不应、不得、宜、不宜、可 的用词说明
-
SH∕T 3221-2023 石油化工物料汽车装卸设施设计标准有关装卸速度(流速)的要求
-
 铝居然是最强金属,最低使用温度 -270 ℃,差一点就要打破绝对零度
铝居然是最强金属,最低使用温度 -270 ℃,差一点就要打破绝对零度
-
GB 50093 自动化仪表工程施工及质量验收规范 温度、压力取源部件安装规定、条文解释说明及案例解析
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载