
 官方旗舰店 智能RPA财务机器人开发教程 基于来也UiBot 程平 新工科新商科智能财务与会计系列
官方旗舰店 智能RPA财务机器人开发教程 基于来也UiBot 程平 新工科新商科智能财务与会计系列  正版 自主移动机器人 熊蓉 王越 张宇 周春琳 编著 卓越工程能力培养 电气工程及其自动化专业教材
正版 自主移动机器人 熊蓉 王越 张宇 周春琳 编著 卓越工程能力培养 电气工程及其自动化专业教材  官网正版 人形机器人技术基础与应用 左国玉 张伟 9787111772705 战略性新兴 十四五 规
官网正版 人形机器人技术基础与应用 左国玉 张伟 9787111772705 战略性新兴 十四五 规 3 典型自动化生产线设计方案
3.1 铝合金浇铸自动化生产线
3.1.1 浇铸基础知识
将铝锭加热熔化,铝液温度控制在740~750℃,倒入模具内,冷却成型。
常见的摩托车发动机的壳体就是采用重力浇铸成型的。
深度阅读:
- 浇勺种类:https://www.cad2d3d.com/post-1373.html
- 铝合金浇铸自动化方案注意事项:https://www.cad2d3d.com/post-1062.html
- 浇铸现场除尘出气装置:https://www.cad2d3d.com/post-1194.html

图50发动机缸体铸件
铝合金浇铸主要涉及到熔炼炉、保温炉、浇铸机、模具等。
铝合金浇铸自动化生产线目前还是人机结合,人工完成模具吹扫、刷涂料、放滤网、取件,机器人完成铝水自动浇铸。
3.1.2 发动机缸体浇铸工艺流程
人工取件机→人工清扫模具→人工刷涂料→人工放滤网→人工预约浇铸→器人从保温炉取液→机器人浇铝水→浇勺氧化皮吹扫
铝合金铸件后续工序:冷却→震砂→切冒口
3.1.3 发动机缸体浇铸生产线组成及布局
发动机缸体铝合金浇铸自动化生产线由保温炉、机器人(含基座、第七轴、浇勺)、去氧化皮装置、安全防护装置和电气控制系统组成。
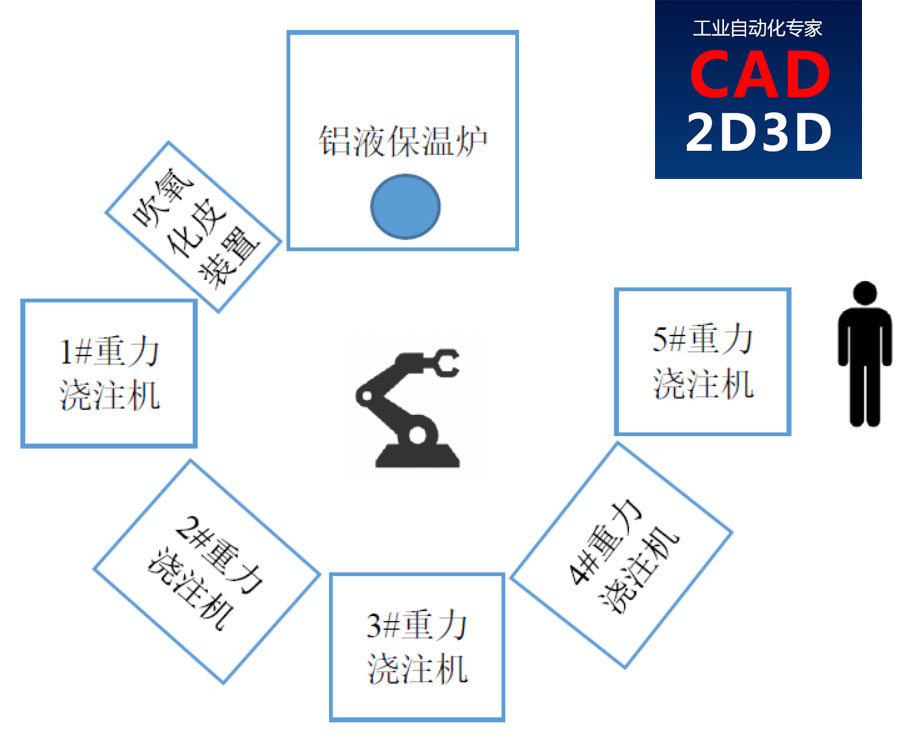
图51浇铸自动化生产线布局
3.1.4 浇铸节拍时序
单台浇铸机工作节拍为180s,机器人给完成1台浇铸机的浇铸需要用时35s,因此1台机器人可满足5台浇铸机的浇铸。
表5机器人节拍时序表
| 序号 | 机器人动作 | 时间s | 备注 |
| 1 | 机器人从等待位行走至保温炉取液位 | 3 | |
| 2 | 机器人取液 | 6 | |
| 3 | 机器人行走至浇铸机接液口 | 10 | |
| 4 | 机器人将铝液倒入模具内 | 6 | |
| 5 | 机器人行走至吹氧化品装置 | 3 | |
| 6 | 浇勺吹氧化皮 | 5 | |
| 7 | 机器人返回初始位 | 2 | |
| 合计 | 35 |
表6浇铸机节拍时序表
| 序号 | 浇铸机动作 | 时间s | 备注 |
| 1 | 浇铸机开模 | 2 | |
| 2 | 人工取件 | 5 | |
| 3 | 人工吹扫 | 5 | |
| 4 | 人工刷涂料 | 10 | |
| 5 | 人工放滤网 | 5 | |
| 6 | 机器人浇铸 | 6 | |
| 7 | 浇铸机合模 | 2 | |
| 8 | 冷却 | 145 | |
| 合计 | 180 |
铝合金浇铸节拍计算说明:
重力浇铸机生产节拍120s~180s,而机器人在35s~40s之间,一般都是1台机器人给4~5台重力浇铸机浇铝水。
3.1.5 浇铸自动化配套设备详述
3.1.5.1 保温炉
表7 保温炉规格参数表(仅供参考)
| 序号 | 项目内容 | 规格值 | 备注 |
| 1 | 铝液保持容量 | 4000kg | |
| 2 | 出铝量 | 1.0t/h | |
| 3 | 取水口离地面高 | 约500mm | |
| 4 | 取水口铝液温度 | 700~720℃ | |
| 5 | 控温精度 | ±5℃(自动控温) | |
| 6 | 取水口铝液和保持室(炉膛)铝液的温度差 | ≤20℃ | |
| 7 | 升温速度 | 8~12℃/h | |
| 8 | 取水口、除气室铝液温度差 | ≤15℃ | |
| 9 | 除气室铝液温度 | 710~740℃ | |
| 10 | 燃烧及温度控制方式 | 自动点火变频器调速 | |
| 11 | 电源 | 3P 380V 50Hz | |
| 12 | 电力消耗 | ≤2kw/h | |
| 13 | 烧嘴功率 | Max 20×10000kcal/h | |
| 14 | 使用燃料 | 天燃气(实际热值8400kcal/Nm3,供气压力7~9kPa,流量10~12Nm3/h) | |
| 15 | 燃气消耗 | ≤10±1.0m3/h(保温状态,加入铝液温度需≥680℃) | |
| 16 | 炉内氧化烧损(无故障连续工作3h以上) | ≤0.8%(保温状态,加入铝液时除外) | |
| 17 | 保温炉外壁温度 | ≤环境温度+35℃ |
3.1.5.2 重力铸造机
重力铸造机指实现金属型重力浇铸的开、合模及取件的机器。

图52翻转式重力浇铸机
3.1.5.3 机器人
浇铸机器人需要选用防护等级IP67的铸造版机器人,根据第7轴和浇勺的重量及尺寸选择合适的机器人,一般第七轴重量70kg,铝水重量30kg,通常可以选用FANUC R-2000iC/165F机器人。
3.1.5.4 第7轴及液面探针
第七轴是用来旋转浇勺的,为了减少高温铝水对机器人的影响,第七轴长度通常在500mm以上。

图53机器人第七轴及浇勺

图54机器人浇勺
液面探针用来检测铝水液面高度,采用金属导电的原理,当探针接触到铝水后,电路接通,发出到位信号,机器人开始要求铝液。另外越来越多的保温炉自带了液面高度检测传感器,采用非接触式激光位移传感器,精度±3mm,实时检测液面高度。
3.1.5.5 浇勺
浇勺使用来舀铝水的,分不锈钢材质和陶瓷材质,不锈钢材质浇勺较重,而且保温性能不如陶瓷浇勺,但陶瓷浇勺价格较贵且易碎。

图55陶瓷浇勺
3.1.5.6 吹氧化皮装置
采用压缩空气将浇勺表面的氧化皮吹掉,吹扫动作由电磁阀控制,时间长短可在触摸屏上修改。
压缩空气吹管可以直接将固定在第7轴上,调整吹管末端角度,对准浇勺表面氧化皮,将其吹掉,或者单独做一个吹氧化皮的装置,内部四周布置若干压缩空气吹管,机器人将浇勺放到吹氧化皮装置内,压缩空气将浇勺表面氧化皮吹掉。

图56铝合金氧化皮
更多精彩内容请参见完整版教材。《工业机器人系统集成自动化生产线方案设计大师》教材获取方法:关注微信公众号 CAD2D3D,回复 方案大师 获取本教材。
未完待续 ~
输入暗号阅读全文
暗号:
暗号获取方式
关注本站微信公众号 喜爱的CAD,私信回复:
暗号1563
即可自动获取。
手机扫描下方二维码快速关注公众号 喜爱的CAD ↓↓↓

转载请注明:
文章作者: 尚延伟 原文链接:https://www.cad2d3d.com/post-1563.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。
也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




 砂轮刀片种类及对应图示,各种砂轮刀片中英文对照
砂轮刀片种类及对应图示,各种砂轮刀片中英文对照 日本无码高清图,岛国出品谁不迷糊?
日本无码高清图,岛国出品谁不迷糊? -160℃低温LNG装卸臂,5关节联动控制,视觉引导精确对接
-160℃低温LNG装卸臂,5关节联动控制,视觉引导精确对接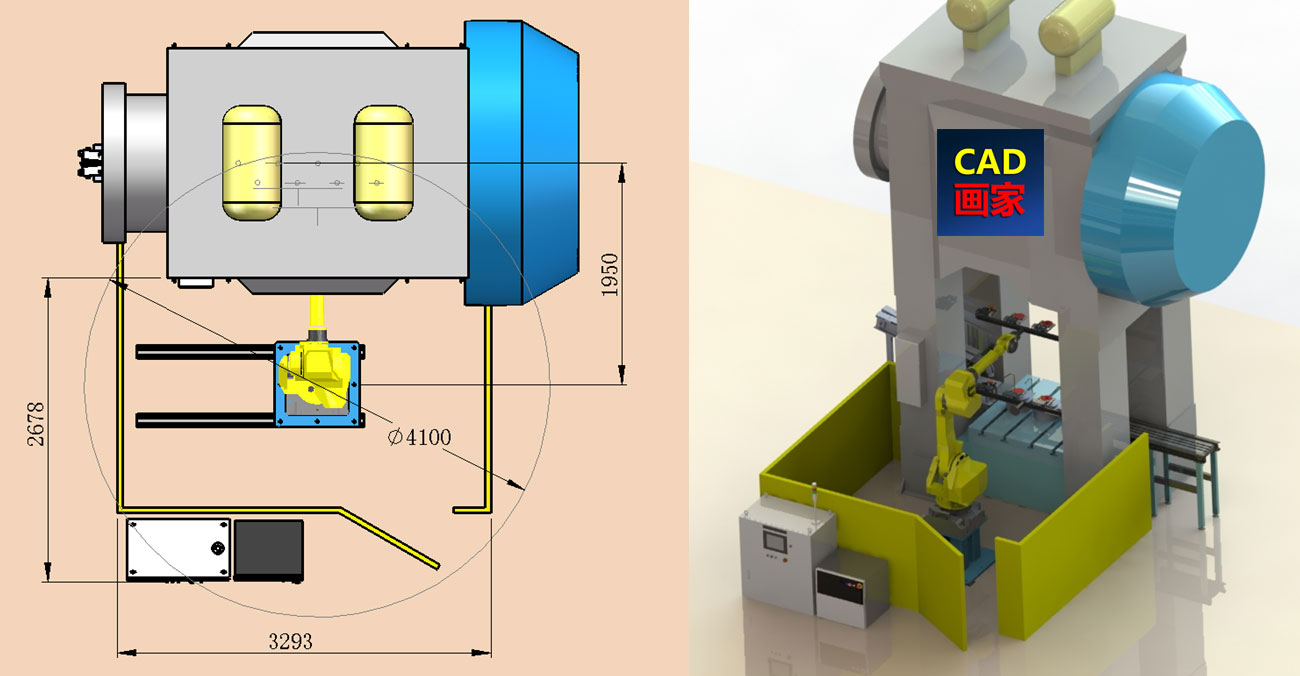 齿轮锻造自动化生产线方案设计,如何利用机器人实现锻造自动化
齿轮锻造自动化生产线方案设计,如何利用机器人实现锻造自动化
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载