
 【官方正版】豆包AI赚钱手册+AI时代精准赚钱 零基础学习从0到1用AI赚钱手把手教你吃透AI人工智
【官方正版】豆包AI赚钱手册+AI时代精准赚钱 零基础学习从0到1用AI赚钱手把手教你吃透AI人工智  从0到1用AI赚钱人工智能书籍正版手把手教你吃透AI赛道红利Deepseek从入门到精通AI工具操作
从0到1用AI赚钱人工智能书籍正版手把手教你吃透AI赛道红利Deepseek从入门到精通AI工具操作  认准正版】小学生秒懂新科技和AI人工智能科学启蒙漫画书正版秒懂未来科技儿童趣味漫画科普百科全书小学生
认准正版】小学生秒懂新科技和AI人工智能科学启蒙漫画书正版秒懂未来科技儿童趣味漫画科普百科全书小学生 1. 概述
线性托盘快换系统由RGV、伸缩货叉、零点快换模块、工装托盘、缓存中转库、装载站、人机界面、自动控制系统等组成,实现多品种、小批量、大尺寸工件的机加工快速上下料。
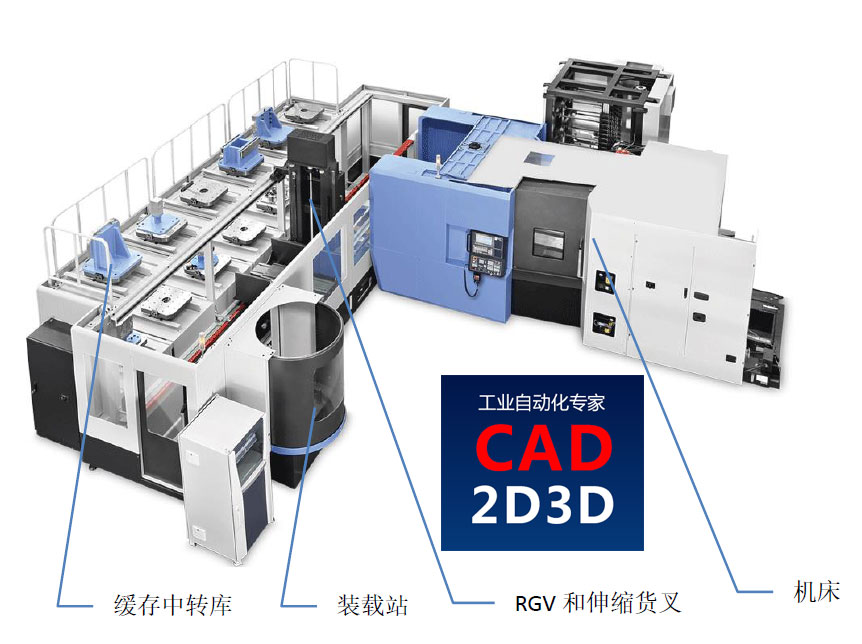
线性托盘快换系统设置至少1个线外上料台,可以满足1台或多台机床的快速上下料。
装载站和机床的位置可以根据实际需要进行调整。装载站通过AGV或人工吊装的方式实现上下料。
2. 技术参数
| 序号 | 名称 | 规格参数 |
| 1 | 移动(X)速度 | 60 m/min(装载),90 m/min(卸载]) |
| 2 | 提升(Y)速度 | 10 m/min(装载),20 m/min (卸载]) |
| 3 | 叉取(Z)速度 | 20 m/min(装载),50 m/min (卸载]) |
| 4 | 轴控制 | 伺服驱动 |
| 5 | 叉取类型 | 单叉(伸缩机构) |
| 6 | 机床数量 | 1 ~ 7 |
| 7 | 装载站工位数 | 1 ~ 4 |
| 8 | 托盘数量 | 2 ~ 72 |
3. 设备清单
| 序号 | 设备名称 | 数量 | 备注 |
| 1 | RGV | 1 | |
| 2 | 伸缩货叉 | 1 | |
| 3 | 零点快换模块 | 1 | |
| 4 | 工装托盘 | 2 ~ 72 | |
| 5 | 缓存中转库 | 2 ~ 72 | |
| 6 | 装载站 | 1 ~ 4 | |
| 7 | 人机界面 | 1 | |
| 8 | 自动控制系统 | 1 |
4. 上下料流程
| 序号 | 流程 | 备注 |
| 1 | 人工按定位要求将工件装夹到工装托盘上 | |
| 2 | 通过扫描或人工的方式在人机界面上输入产品型号 | |
| 3 | AGV或人工将工装托盘(含工件)吊装到装载站 | |
| 4 | 装载站关门并旋转180° | |
| 5 | RGV移动到装载站,货叉取件 | |
| 6 | RGV移动到机床,货叉放件 | |
| 7 | RGV返回初始位 | |
| 机床机加工完成 | ||
| 8 | RGV移动到机床,货叉取件 | |
| 9 | RGV移动到装载站,货叉放件 | |
| 10 | 装载站旋转180°并开门 | |
| 11 | AGV或人工将工装托盘(含工件)吊装到成品位 |
5. 设备详述
5.1 RGV
RGV为带轨导引车,可以实现XZ两个方向的运动。主要由车体、导轨、齿轮齿条、电机减速机等组成,行驶速度快,定位精度高,实现工装托盘(含工件)的快速搬运。

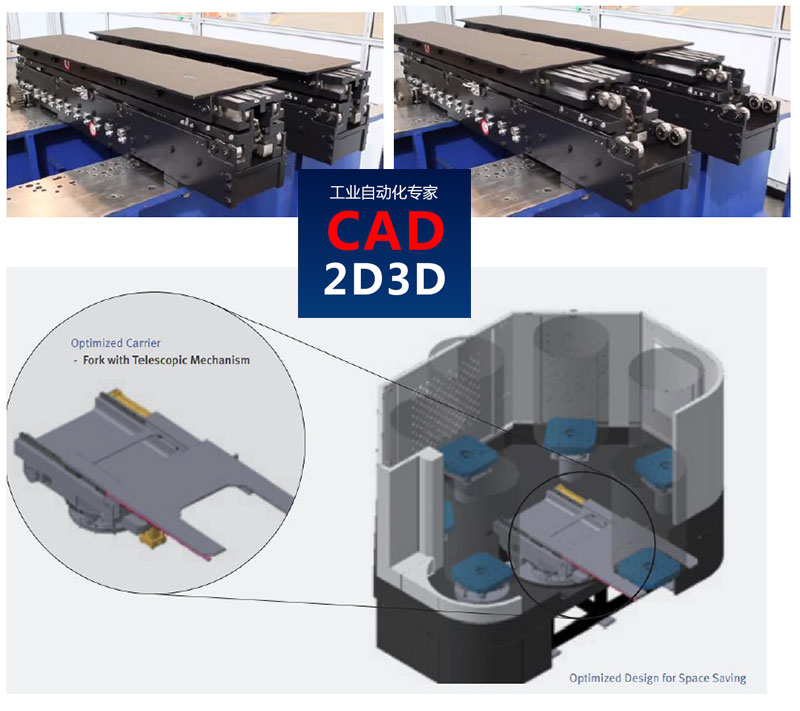
5.2 伸缩货叉
伸缩货叉由3段组成,可以快速打开缩回,与AGV配合,实现Y方向的运动,最终实现机床快速取放件。
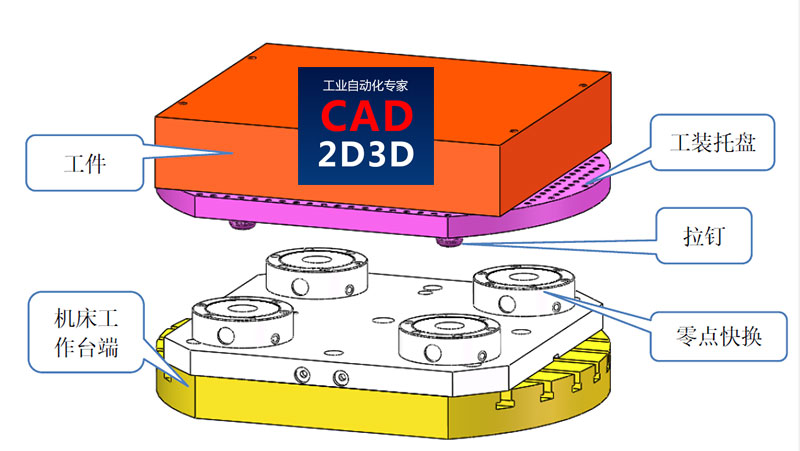
5.2 零点快换模块
零点快换模块由零点快换和拉钉组成,零点快换和拉钉之间可是实现快速夹紧松开。零点快换安装在机床工作台上,拉钉安装在工装托盘(托盘固定工件)上,通过零点快换和拉钉的夹紧松开,从而实现托盘的快速更换,最终实现机床快速上下料。

零点快换模块通过短锥定位,重复精度 < 0.005 mm。
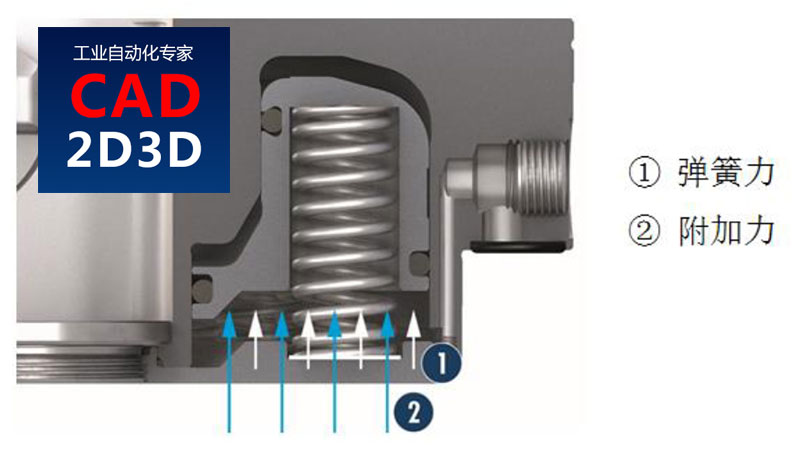
零点快换模块配备增压功能,为了提高下拉力,额外使用压缩空气驱动快换托盘模块。与通过弹簧力实现的夹紧力相比,增压功能可将下拉力增大3.5 倍(max.28000 N)。使用主动增压功能,可在加工过程中实现更高的切削参数。
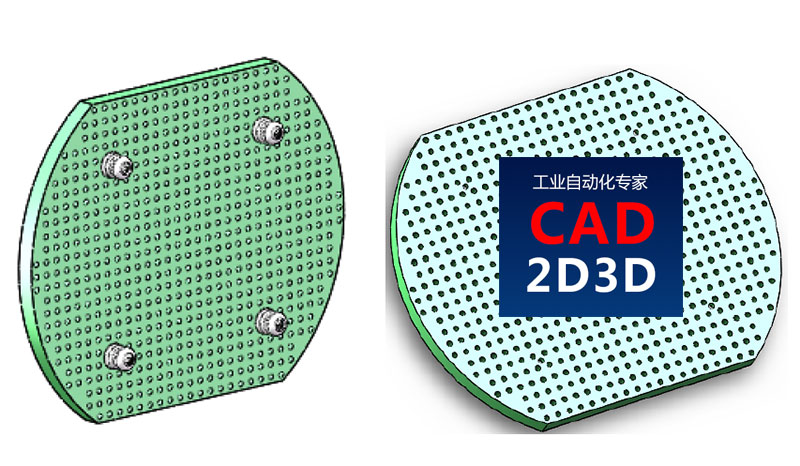
零点快换模块使用案例
工装托盘配备与零点模块对应的4个拉钉。表面开满螺纹孔,并设置定位装置,人工将工件放置在托盘上。
线性托盘快换系统视频:https://www.cad2d3d.com/post-1374.html
未完待续 ~
输入暗号阅读全文
暗号:
暗号获取方式
关注本站微信公众号 喜爱的CAD,私信回复:
暗号1398
即可自动获取。
手机扫描下方二维码快速关注公众号 喜爱的CAD ↓↓↓

转载请注明:
文章作者: 尚延伟 原文链接:https://www.cad2d3d.com/post-1398.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。
也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




 离合器种类及对应的实物图,各种离合器名称中英文对照
离合器种类及对应的实物图,各种离合器名称中英文对照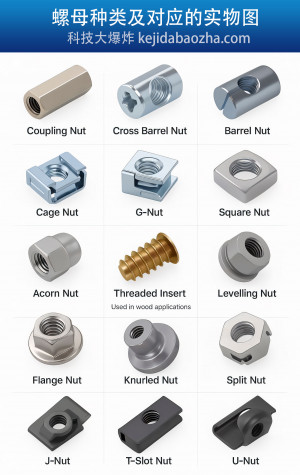 螺母种类及对应的实物图,螺母名称中英文对照
螺母种类及对应的实物图,螺母名称中英文对照 机加工豪克能刀具 实现镜面加工及材料改性 全新表面处理方法
机加工豪克能刀具 实现镜面加工及材料改性 全新表面处理方法 车床动力旋转三爪卡盘内部结构图 原理 连接方式 (自动装夹)
车床动力旋转三爪卡盘内部结构图 原理 连接方式 (自动装夹) 为什么有的三轮车两后轮设计成倾斜的外八字?
为什么有的三轮车两后轮设计成倾斜的外八字? 日本不二缓冲器规格书,缓冲器的种类及选型计算方法
日本不二缓冲器规格书,缓冲器的种类及选型计算方法
 钢丝绳还能减震缓冲?日本都把它做成标准产品了,而我才第一次见
钢丝绳还能减震缓冲?日本都把它做成标准产品了,而我才第一次见
 女司机爽了,丰田车新增螃蟹行走模式,可横行霸道
女司机爽了,丰田车新增螃蟹行走模式,可横行霸道
 滚针凸轮导向器,作为凸轮机构和直线运动的导向使用
滚针凸轮导向器,作为凸轮机构和直线运动的导向使用
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载