
与
喜爱的CAD 相关商品:
查看所有与
喜爱的CAD 相关商品 >>
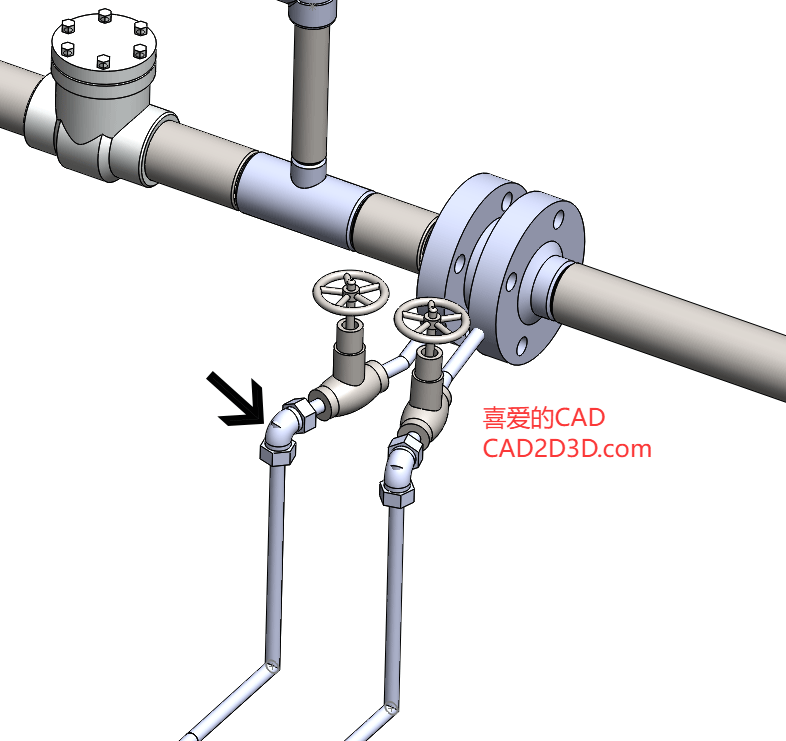
 API干式阀3D模型,SolidWorks源文件,API RP-1004标准
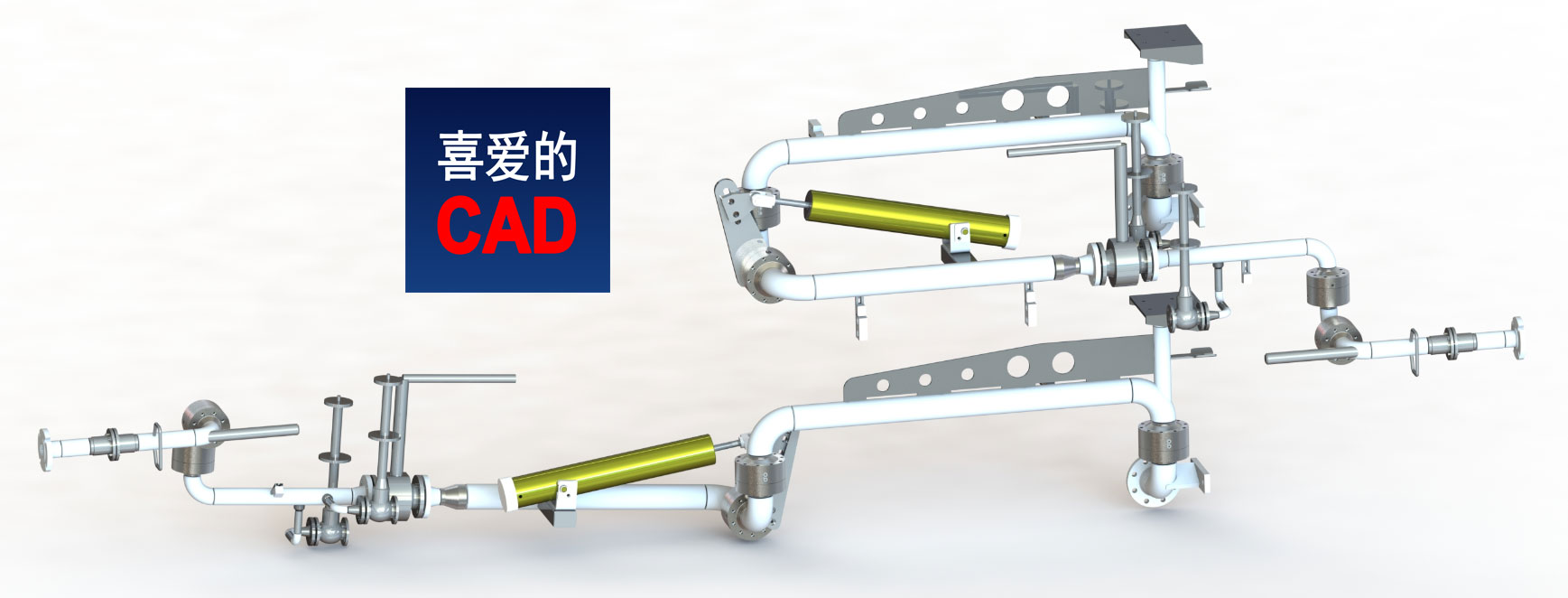
API干式阀3D模型,SolidWorks源文件,API RP-1004标准  LNG装车橇3D模型免费下载,SolidWorks源文件,STEP通用3D文件
LNG装车橇3D模型免费下载,SolidWorks源文件,STEP通用3D文件  CAD2D3D 官网服务器所有文件资源,3D模型、设计软件和案例视频等
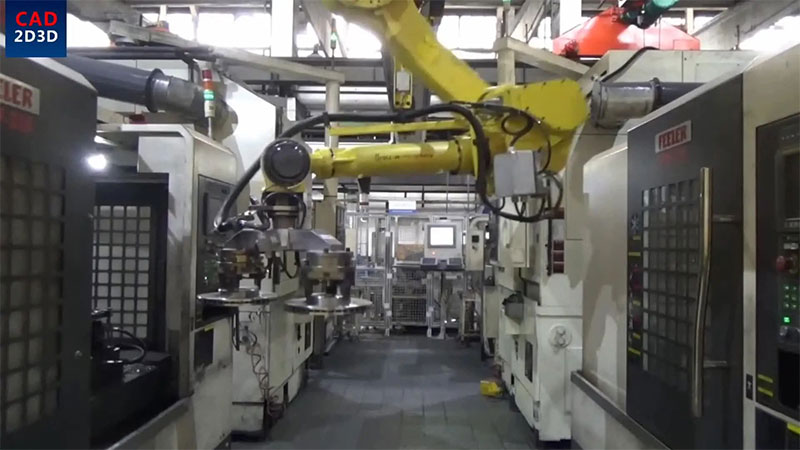
CAD2D3D 官网服务器所有文件资源,3D模型、设计软件和案例视频等 机床自动化上下料时,为了保证上料安装精度,经常涉及到轴孔间隙配合,零件和工装夹具的间隙只有几丝,而机器人或自动化装备自身的精度都达不到这个水平,因此只能通过改变工装夹具的定位装夹方式,从侧面解决高精度上料问题。
为了解决轴孔间隙配合的两个工件的组装,机器人可以使用软浮动功能,工件位置可以依据工装来做调整,说白了就是工件依靠工装的外力,使工件产生了便宜,由于工件受外力较大,在组装的过程中,工件表面可能会产生划痕或磨损,对表面质量要求不高的工件可以采用软浮动功能。
机床实现工件高精度上料还可以采用另外一种方法就是更改工装结构,可以将轴做成2段,初始段定位轴的直径可以小一点,定位轴末端是实际大小的定位面,机器人上料时,先将工件插到小轴上,然后松手,机器人将工件推到末端定位轴上,通过二步法实现工件上料。
转载请注明:
文章作者: 任鸟飞 原文链接:https://www.cad2d3d.com/post-1020.html
留言说明:
如对本文有疑问,可关注微信公众号 喜爱的CAD 直接留言即可。手机扫描下方二维码直接关注 喜爱的CAD。

也可以直接发邮件给我,我的邮箱18036678070@cad2d3d.com




可能感兴趣的文章
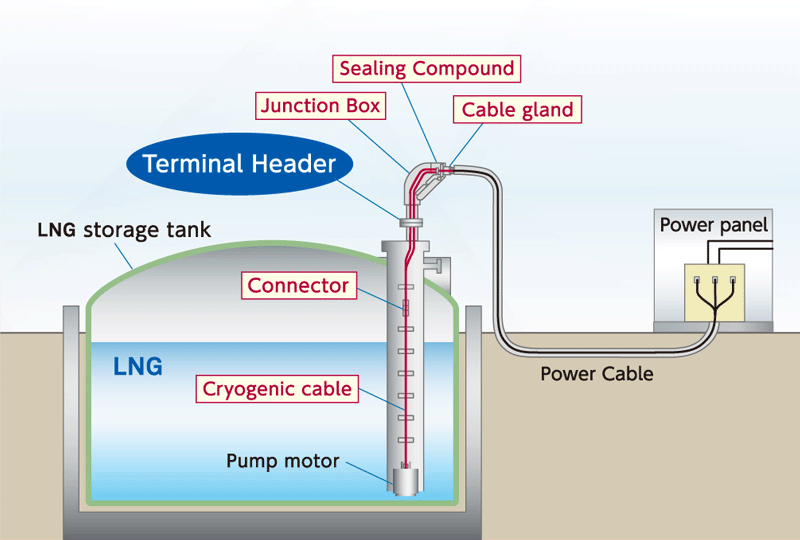 LNG罐内泵电气终端接头(接线端子)内部构造、绝缘和密封
LNG罐内泵电气终端接头(接线端子)内部构造、绝缘和密封 油罐液压潜液泵内部构造、组成和实物图
油罐液压潜液泵内部构造、组成和实物图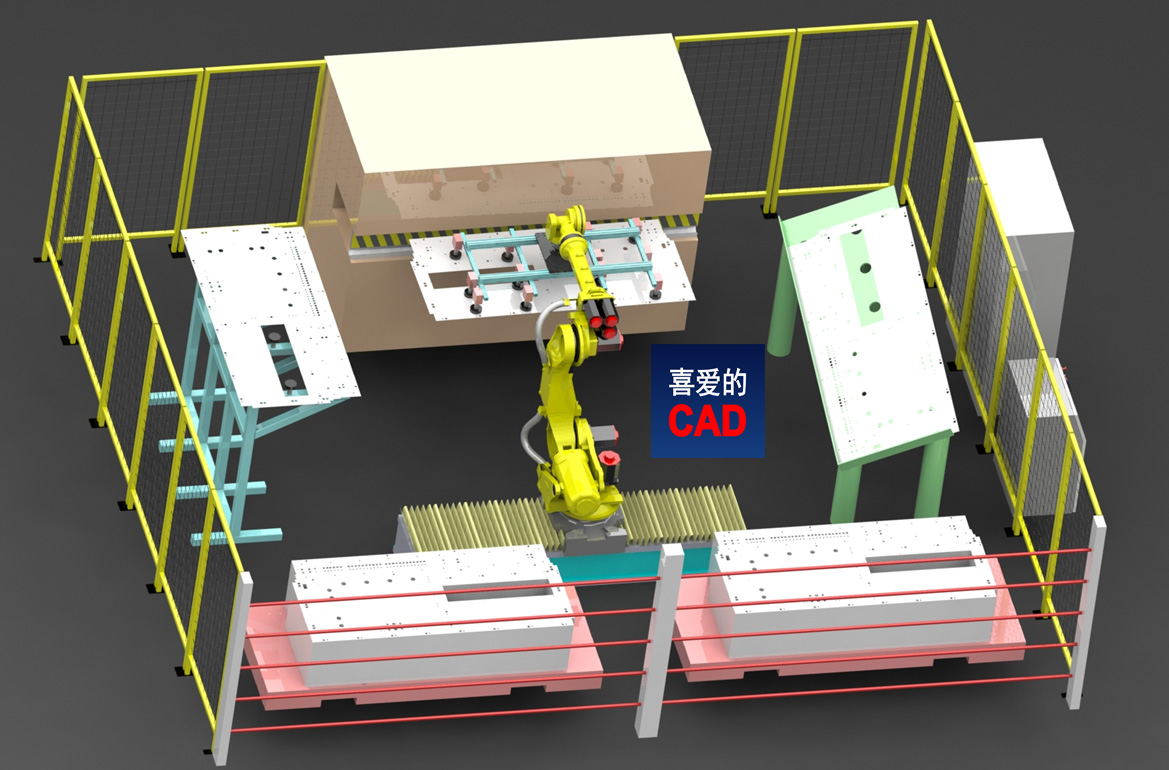 钣金折弯机器人上下料自动化单元系统设计方案
钣金折弯机器人上下料自动化单元系统设计方案 50年后会有很多人会质疑北极星计划,就像我们现在质疑阿波罗登月计划一样,我们都是井底之蛙
50年后会有很多人会质疑北极星计划,就像我们现在质疑阿波罗登月计划一样,我们都是井底之蛙- 现实世界毫无存在感,互联网上也毫无痕迹,我们对这个世界的贡献几乎为零
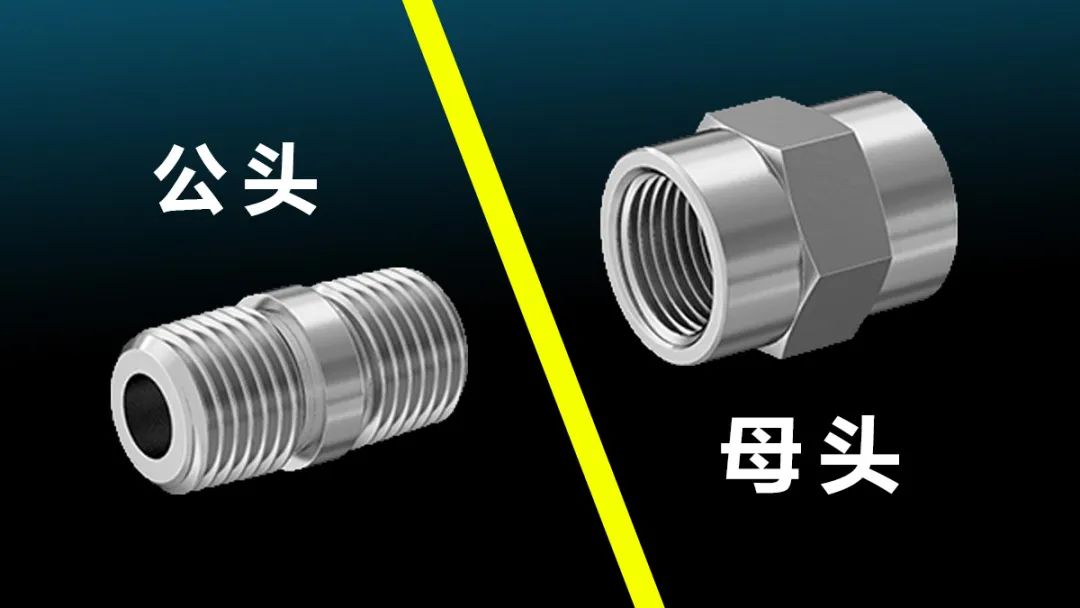 工程师太污了,公头母头这都是些什么名字啊,男女之间的画面感太强,不敢多想
工程师太污了,公头母头这都是些什么名字啊,男女之间的画面感太强,不敢多想- 被密封管螺纹标准上的2个的基准平面图搞晕了,原来将内外两个螺纹的图放在一起看,基准平面的含义一下了通俗易懂了
 制动盘机加工自动化生产线,桁架+倒挂机器人,无人黑灯车间来了
制动盘机加工自动化生产线,桁架+倒挂机器人,无人黑灯车间来了- 螺栓螺钉紧固力矩要求(来自日本经典技能丛书)
- 权重因子公差分配法(Weight Factor Allocation)WF_Alloc.xls 使用说明
 LNG 槽车加注预冷采用上进液还是下进液?
LNG 槽车加注预冷采用上进液还是下进液?
 卡套式接头连接和密封可靠吗?总感觉压力大了或时间长了它会松动
卡套式接头连接和密封可靠吗?总感觉压力大了或时间长了它会松动
 LNG 装卸臂(鹤管)高清三维效果图
LNG 装卸臂(鹤管)高清三维效果图
 超低温拉断阀分类、内部构造和运行原理,含高清实物图、内部结构图和讲解视频
超低温拉断阀分类、内部构造和运行原理,含高清实物图、内部结构图和讲解视频
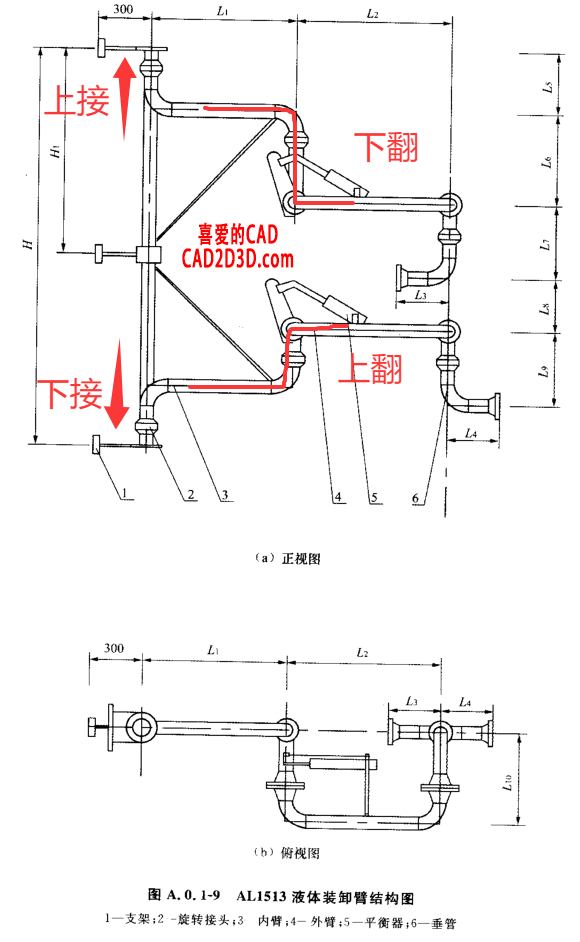 液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
液体装卸臂(鹤管)结构形式中的上接式、下接式、上翻式、下翻式是什么意思?
 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领) AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程
AutoCAD 2025 破解版+注册机 安装程序免费下载,附下载地址及安装教程 SolidWorks 2024 SP2.0 破解版免费下载及安装教程
SolidWorks 2024 SP2.0 破解版免费下载及安装教程 发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载
发那科机器人 FANUC 离线编程 动画仿真模拟软件 ROBOGUIDE V9 免费下载