斜面摆动运动机构
斜面 摆动 运动 机 构
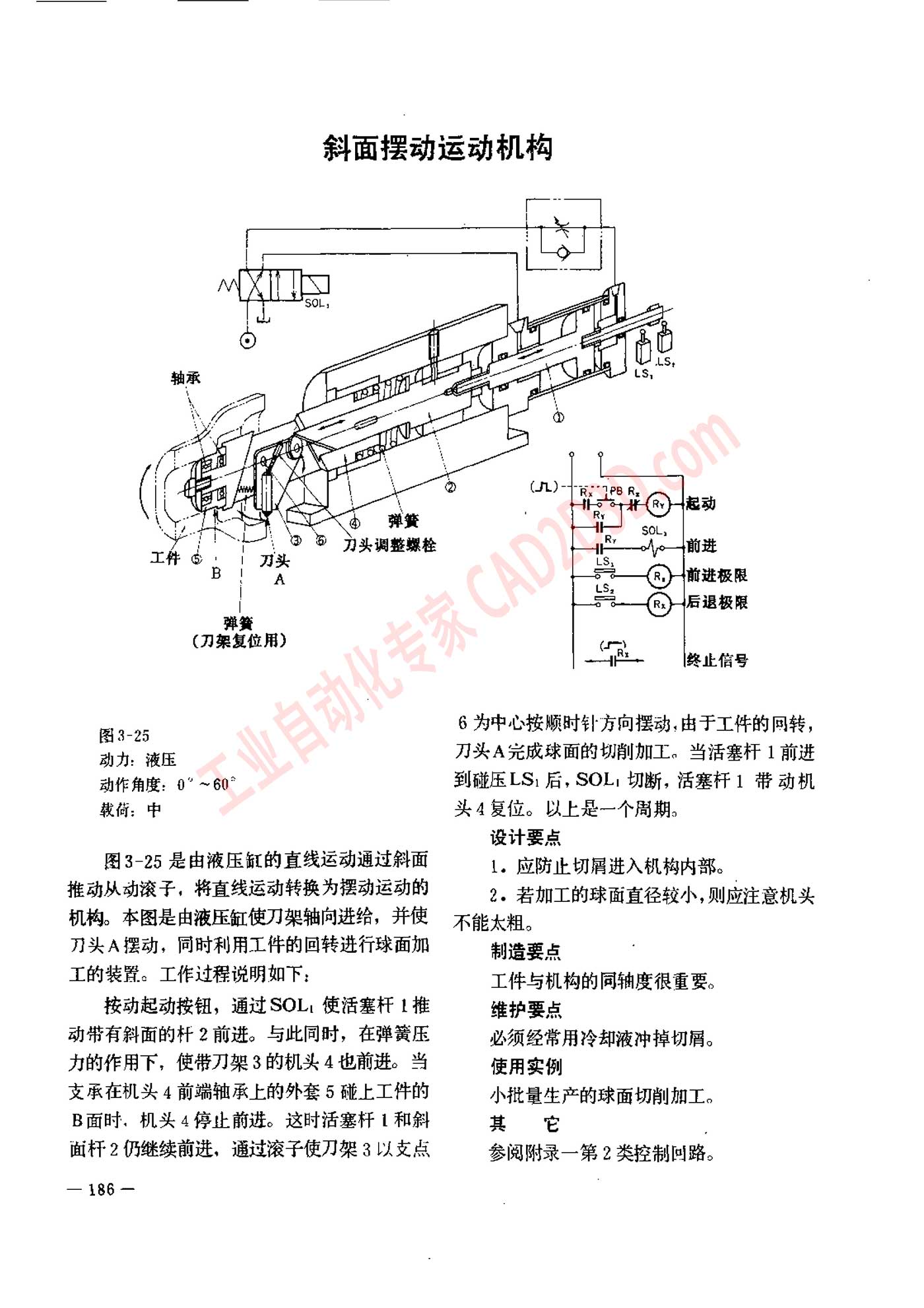
图 3-25
动力 : 液压
动作 角度 : 0” ~ 60”
5. 中
图 3-25 是 由 液压 缸 的 直线 运动 通过 斜面
推动 从 动 滚 子 , 将 直线 运动 转换 为 摆动 运动 的
机 构 。 本 图 是 由 液压 缸 使 刀 架 轴 疝 进 给, 并 使
刀 头 A 摆 动 , 同 时 利用 工件 的 回转 进行 球面 加
工 的 装 界 。 工 作 过 程 说 明 如 下 :
按 动 起 动 按钮 , 通 过 SOL' 使 活塞 枉 1 推
动 带 有 和 斜面 的 杆 2 前 进 。 与 此 同时 , 在 弹簧 压
力 的 作用 下 , 使 带 刀 架 3 的 机 头 4 也 前 进 。 当
支承 在 机 头 4 前 端 轩 承 上 的 外 套 5 碰 上 工件 的
B 面 时 , 机 头 4 停 让 前 进 。 这 时 活塞 杆 1 和 斜
BT 2 仍 继续 前 进 , 遂 过 滚 子 使 刀 架 3 以 支点
一 186 一
6 为 中 心 按 顺 时 针 方 向 摆动 ,由 于 工件 的 同 转
刀 头 A 完 成 球面 的 切削 加 工 。 当 活塞 杆 1 前 进
到 碰 压 LS 后 , SOL 切断 , 活塞 杆 1 带动 机
头 4 复位 。 以 上 是 一 个 周期 。
设计 要 点
1. 应 防止 切 屠 进入 机 构 内 部 。
2. 若 加 工 的 球面 直径 较 小 , 则 应 注意 机 头
不 能 太 粗 。
制造 要 点
工件 与 机 构 的 同 轴 度 很 重要 。
维护 要 点
必须 经 常用 冷却 液 冲 掉 切 悄 。
使 用 实例
小 批量 生产 的 球面 切削 加 工 。
其 € .
参阅 附录 一 第 2 类 控制 思路。
�

 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)