计数工具
工业 自动 化 专家 CAD2D3D.com
B-83304CM/04
模型 ID
希望 对 附带 有 特定 的 模型 ID 的 检 出 结果 进行 计数 时 予以 指定 。 勾 选 此 项 而 指定 模型 ID 时 , 对 附带 有 所 指定 的 模型 ID
的 检 出 结果 的 个 数 进行 计数 。 去 掉 色 选 时 , 计 数 检 出 结果 的 总 数 而 与 模型 ID 无 关 。 对 检 出 工具 和 模型 ID 的 两 项 都 进行
勾 选 时 , 对 指定 的 检 出 工具 检 出 的 象 物 中 , 附 带 有 所 指定 的 模型 ID 的 对 象 物 的 数量 进行 计数 。
7 命令 行 工 具
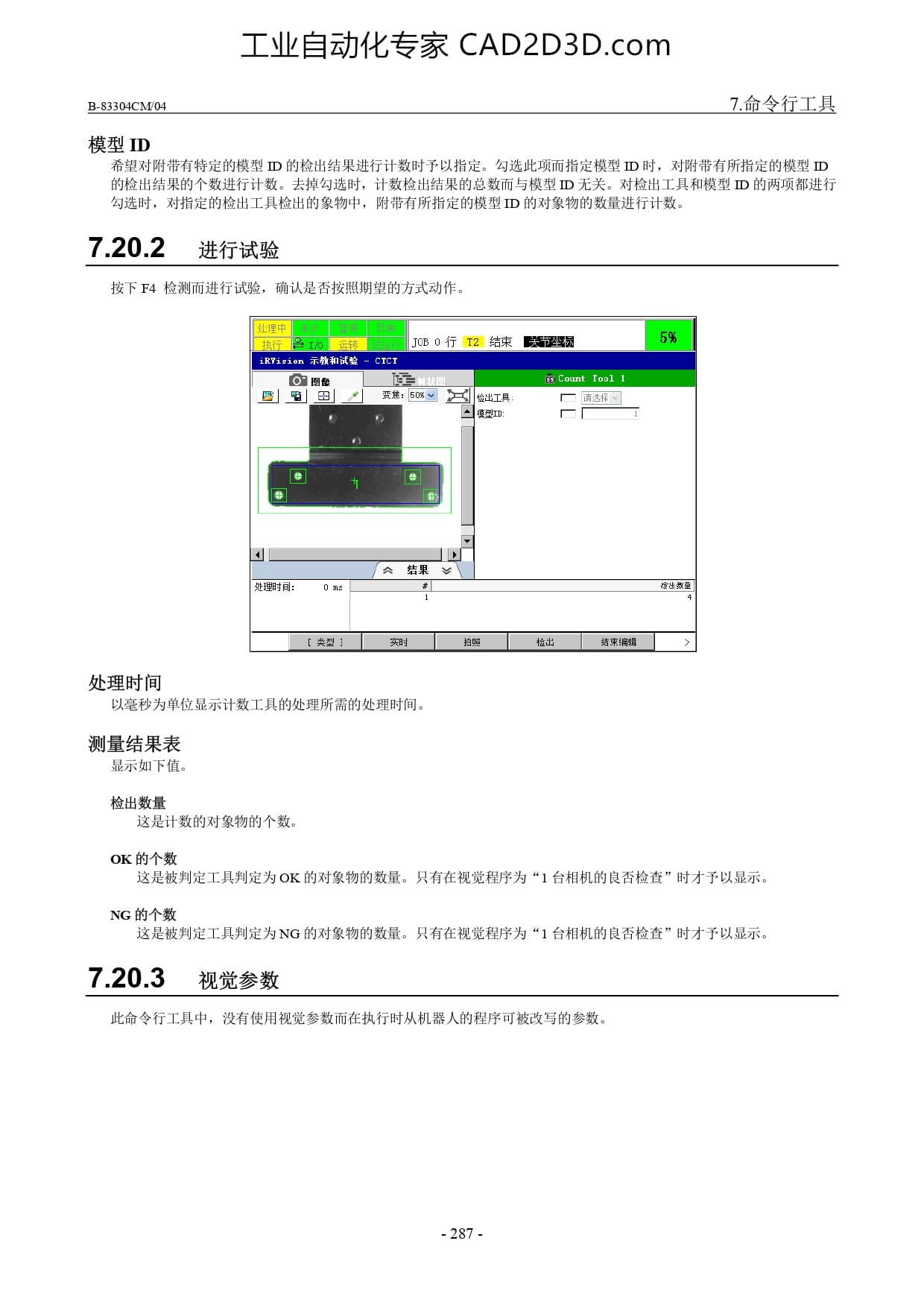
7.20.2 ”进行 试验
按 下 F4 检测 而 进行 试验
L
处 理 时 间 : D ma #] TEHE
1 4
[类 型 ] 实时 拍照 A S >
处 理 时 间
以 毫秒 为 单位 显示 计数 工具 的 处 理 所 需 的 处 理 时 间 。
测量 结果 表
显示 如 下 值 。
检 出 数量
这 是 计数 的 对 象 物 的 个 数 。
OK 的 个 数
这 是 被 判定 工具 判定 为 OK 的 对 象 物 的 数量 。 只 有 在 视觉 程序 为 “1 台 相 机 的 良和 否 检查 ”时 才 了 予以 显示 。
NG 的 个 数
这 是 被 判定 工具 判定 为 NG 的 对 象 物 的 数量 。 只 有 在 视觉 程序 为 “1 台 相机 的 良和 否 检查 ”时 才 予 以 显示 。
7.20.3 ”视觉 参数
此 命令 行 工具 中 , 没 有 使 用 视觉 参数 而 在 执行 时 从 机 器 人 的 程序 可 被 改写 的 参数 。
-287 -
�

 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)