RV-E 系列 设计注意事项
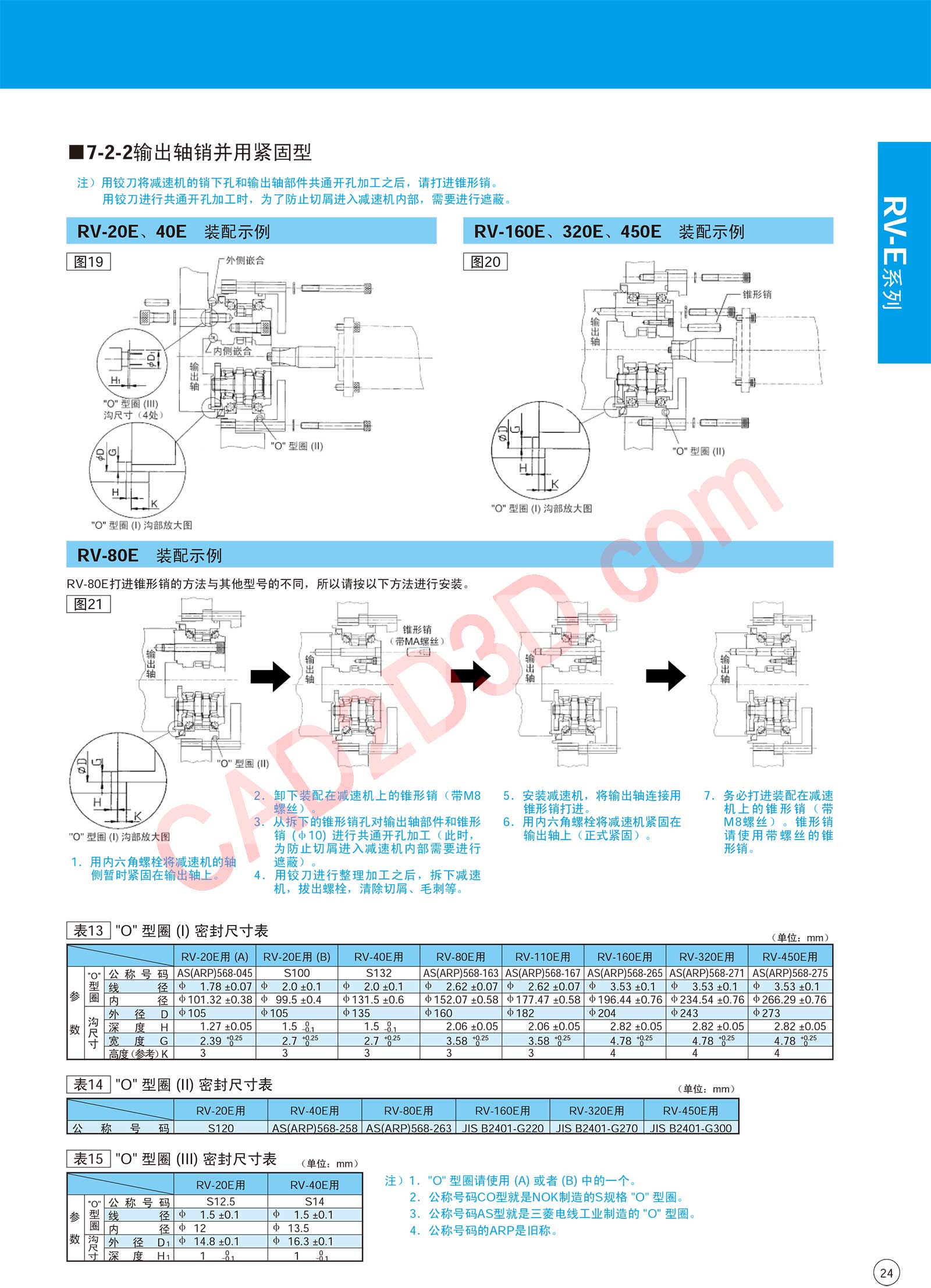
国 7-2-2 输出轴销并用紧固型注 ) 用贸刀将减速和的销下孔和输出轴部件共通开孔加工之后,请打进锥形销。铵刀进行共通开孔加工时,为了防止切屑进入减速机内部,需要进行遮蔽。图 20 =t e ] "0" BIE (IN) RV-80E: 图 21 0" 21 (1)"0" 型图 () 沟部放大图1. 用内六角螺栓将减速机的轴侧暂时紧固在输出轴上 zs 2. gfiém&'fifimrmm« L4 (M83,从拆下的锥形销孔对输出轴部件和锥形销 (中 10) 进行共通开孔加工 〈 此时,为防止切层进入减速机内部需要进行人遮蔽) 。 4. 用铵刀进行整理加工之后机,拔出螺栓,“9 型圈 () 密封尺十表| AS(ARP)568-045S100~ S132 输出轴上拆下减速清除切启、毛刺等AS(ARP)568-163|AS(ARP)568-167 .安装减速机,将输出轴连接用锥形销打进。 6. 用内六角螺栓将减速机紧 (正式紧固 ) 。AS(ARP)568-265 7. 务必打进装配在减速机上的锥形销《〈 带固在 M8 螺丝 ) 。锥形销请使用带螺丝的锥形销。AS(ARP)568-271(单位 :AS(ARP)568-275 | 中 1.78+0.07¢ 20201¢ 2001¢ 262:007|d 262+0.07¢ 3.53:0.1¢ 3.53:0.1 $101.32 +0.38中 99.5 +0.4中 131.5 +0.6$152.07 +0.58| ¢ 177.47 +0.58$196.44 +0.76$234.54 +0.76¢ 3.53:0.1$266.29 +0.76 中 105中 105中 135中 160 中 182中 204中 243中 273 1.27 +0.0515 4,2.06 +0.05 2.06 +0.052.82 +0.052.82 +0.05 2.82 +0.05 "0" 型 "0" 型圈 (1) 密封尺寸表《单位 mm y)(TR 5 用注 )S12.5中 1.5+0.1中 12 中 14.8 +0.1 o1.234 .公称号码的 ARP 是旧称。 "O" 型圈请使用 (A) 或者 (B) 中的一个.公称号码 CO 型就是 NOK 制造的 S 规格 "DO" 型圈。公称号码 AS 型就是三菱电线工业制造的 "D" 型圈。 478 9%4 �

 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)