顺序夹紧机构
顺序 夹 紧 机 构
一 40 一
LS, LS, s, LS,
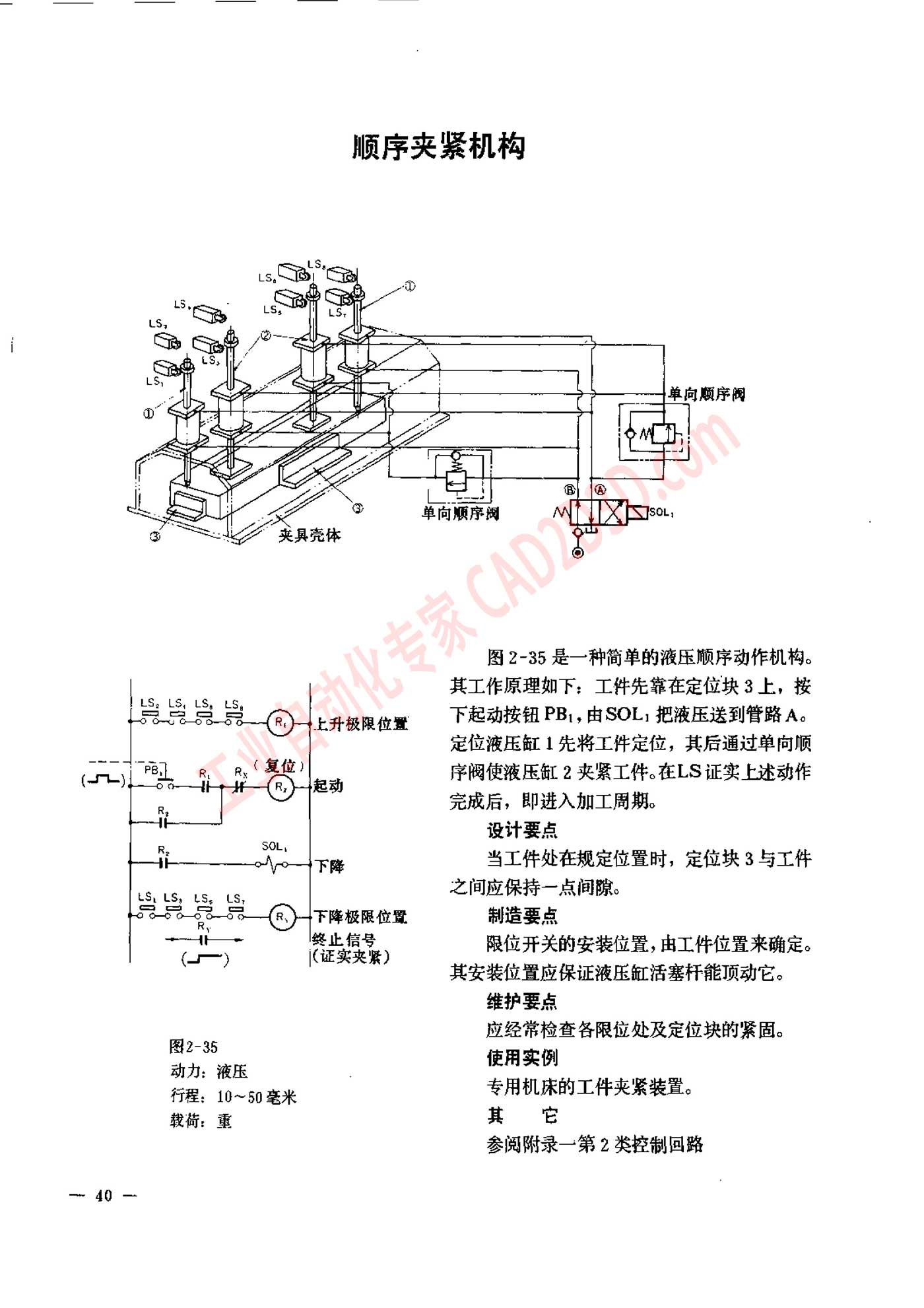
图 2-35
动力 : 液压
T8, 10~502%
载荷 : 重
图 2-35 是 一 种 简单 的 液压 顺序 动作 机 构 。
其 工作 原理 如 下 ;工件 先 靠 在 定位 块 3 上 , 按
下 起 动 按钮 PB,, 由 SOL 把 液压 送 到 管 路 A。
定位 液压 缸 1 先 将 工件 定位 , 其 后 通过 单 向 顺
序 闪 使 液压 缸 2 夹 紧 工 件 。 在 LS 证实 上 述 动作
完成 后 , 即 进入 加 工 周 期 。
设计 要 点
当 工件 处 在 规定 位 置 时 , 定 位 拨 3 与 工件
之 间 应 保持 一 点 间 辽 。
制造 要 点
眼 位 开关 的 安装 位 置 , 由 工件 位 置 来 确定 。
其 安装 位 置 应 保证 液压 缸 活 塞 杆 能 项 动 它 。
维护 要 点
应 经 常 检查 各 限 位 处 及 定位 块 的 紧 固 。
使 用 实例
专用 机 床 的 工件 夹 紧 装置 。
其 它
参阅 附录 一 第 2 类 控制 回路
�

 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)