程序的示教、相机校准数据、相机、曝光时间的设定、检出工具的执行、检测数量、补正方法、把持工件机器人
工业 自动 化 专家 CAD2D3D.com
纪 .视觉 程序 B-83304CM/04
JOB 0 T Tz % BEESR
ojoxa
[BE
Y]
三
GEIEY
EanE s 7] v
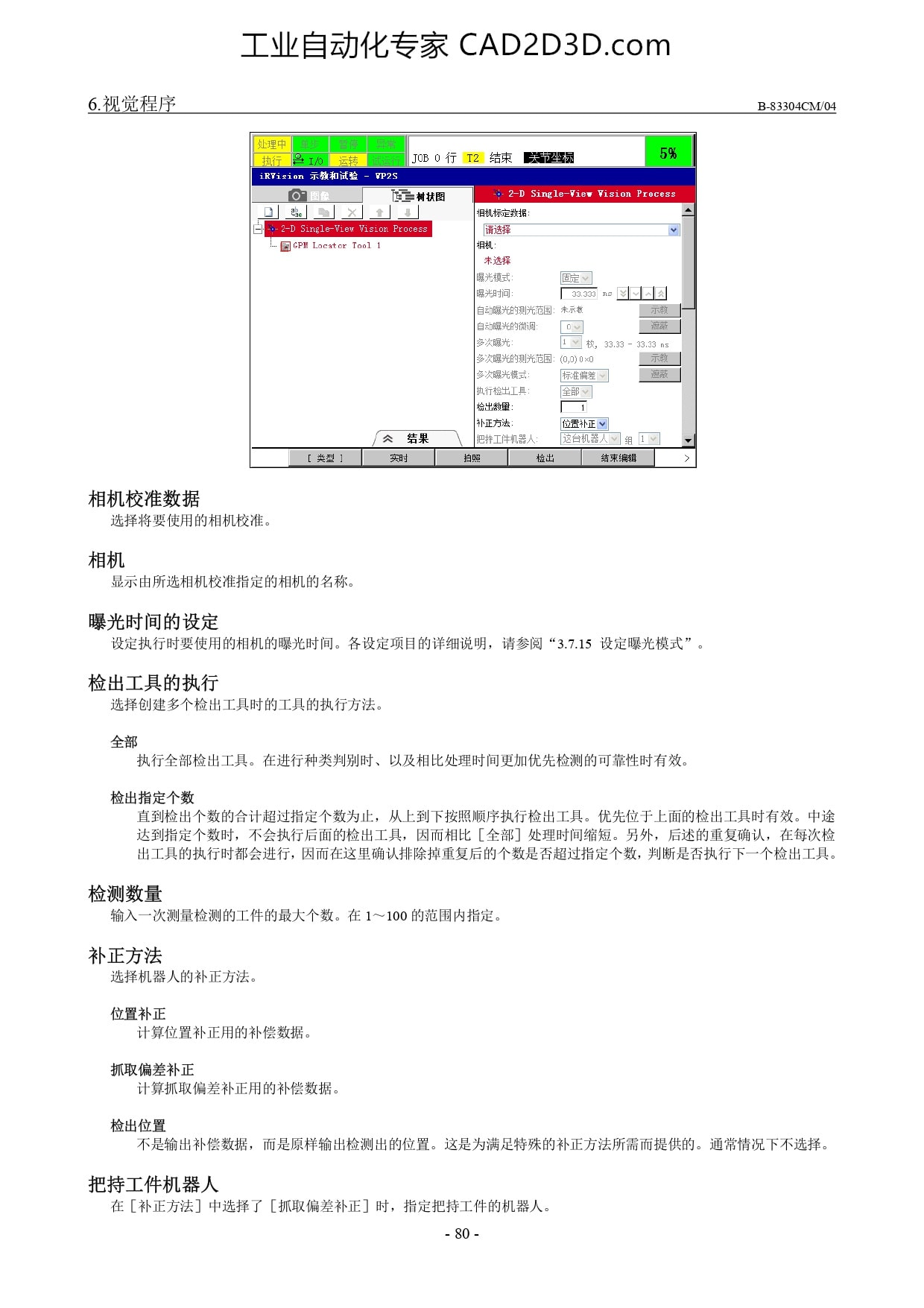
相机 校准 数据
选择 将 要 使 用 的 相机 校准 。
相机
显示 由 所 选 相机 校准 指定 的 相机 的 名 称 。
曝光 时 间 的 设 定
设 定 执行 时 要 使 用 的 相机 的 曝光 时 间 。 各 设 定 项 目的 详细 说 明 , 请 参阅 “3.7.15 设 定 眠 光 模式 ”。
检 出 工具 的 执行
选择 创建 多 个 检 出 工具 时 的 工具 的 执行 方法 。
全 部
执行 全 部 检 出 工具 。 在 进行 种 类 判别 时 、 以 及 相 比 处 理 时 间 更 加 优先 检测 的 可 靠 性 时 有 效 。
检 出 指定 个 数
直到 检 出 个 数 的 合计 超过 指定 个 数 为 止 , 从 上 到 下 按照 顺序 执行 检 出 工具 。 优 先 位 于 上 面 的 检 出 工具 时 有 效 。 中 途
达到 指定 个 数 时 , 不 会 执行 后 面 的 检 出 工具 , 因 而 相 比 [全 部 ] 处 理 时 间 缩短 。 另 外 , 后 述 的 重复 确认 , 在 每 次 检
出 工具 的 执行 时 都 会 进行 ,因而 在 这 里 确认 排除 掉 重 复 后 的 个 数 是 否 超过 指定 个 数 ,判断 是 否 执行 下 一 个 检 出 工具 。
检测 数量
输入 一 次 测量 检测 的 工件 的 最 大 个 数 。 在 1 一 100 的 范围 内 指定 。
补正 方法
选择 机 器 人 的 补正 方法 。
位 置 补 正
计算 位 置 补正 用 的 补偿 数据 。
抓 取 偏差 补正
计算 抓 取 偏 差 补正 用 的 补偿 数据 。
检 出 位 置
不 是 输出 补偿 数据 , 而 是 原样 输出 检测 出 的 位 置 。 这 是 为 满足 特殊 的 补正 方法 所 需 而 提供 的 。 通 常情 况 下 不 选择 。
把 持 工 件 机 器 人
在 [补正 方法 ] 中 选择 了 【[ 抓 取 偏差 补正 ] 时 , 指 定 把 持 工件 的 机 器 人 。
-80-
�

 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)