进行试验、结合误差、处理时间、检出结果表
工业 自动 化 专家 CAD2D3D.com
B-83304CM/04 6. 视 觉 程 序
6.2.3 ”进行 试验
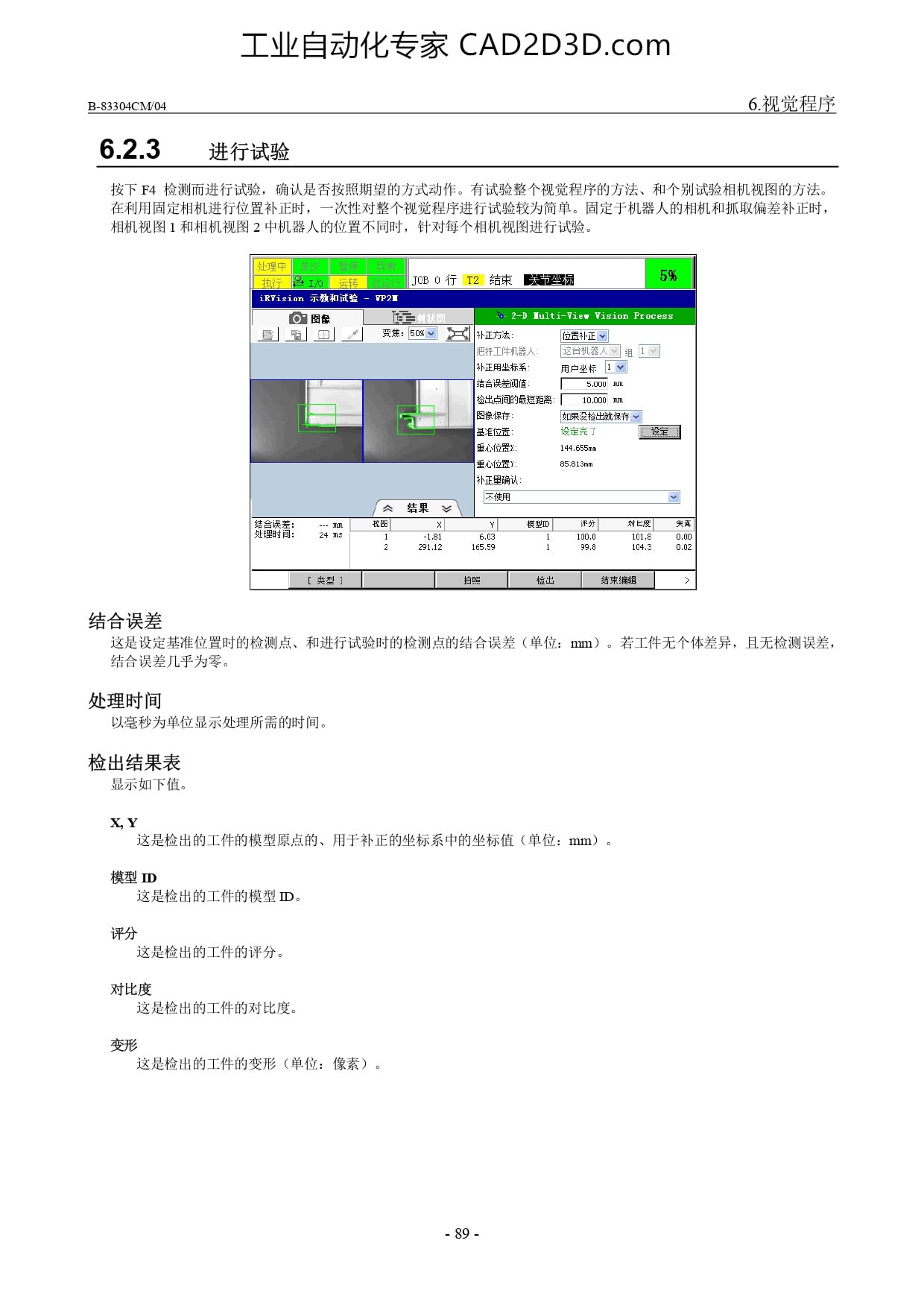
按 下 F4 检测 而 进行 试验 , 确 认 是 期 望 的 方式 动作 。 有 试验 整个 视觉 程序 的 方法 、 和 个 别 试验 相机 视图 的 方法 。
在 利用 固定 相机 进行 位 置 补正 时 , 性 对 整个 视觉 程序 进行 试验 较为 简单 。 固 定 于 机 器 人 的 相机 和 抓 取 偏差 补正 时 ,
相机 视图 1 和 相机 视图 2 中 机 器 入 的 位 置 不 同时 , 针 对 每 个 相机 视图 进行 科
| Jos 0 47 T2 结 订 BEESR
2-D Nulti-View Vision Process
(i B
5| % @
外 正方 法 [BEHE v
ErIEA [ZEnEA] g 1]
SRR AALE (L
三 一 sa
[ 1000
区
四 时 图 你 保 让
三 ol
144,655
a5t
TaRE 0 DT 9 ER 类
浆 理 时 间 : 2em T e ine o
L wms s o
[类 型 ] £ 检 出 结束 编辑
置 时 的 检测 点 、 和 进行 试验 时 的 检测 点 的 结合 误差 〈 单 位 : mm) 。 若 工件 无 个 体 差异 , 且 无 检测 误差 ,
处 理 时 间
以 毫秒 为 单位 显示 处 理 所 需 的 时 间 。
检 出 结果 表
显示 如 下 值 。
XY
这 是 检 出 的 工件 的 模型 原点 的 、 用 于 补正 的 坐标 系 中 的 坐标 值 “单位 : mm) 。
模型 ID
这 是 检 出 的 工件 的 模型 ID 。
评分
这 是 检 出 的 工件 的 评分 。
对 比 度
这 是 检 出 的 工件 的 对 比 度 。
变形
这 是 检 出 的 工件 的 变形 〈 单 位 : 像素 ) 。
-89 -
�

 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)