进行试验
工业 自动 化 专家 CAD2D3D.com
和 .视觉 程序 B-83304CM/04
6.7.3 ”进行 试验
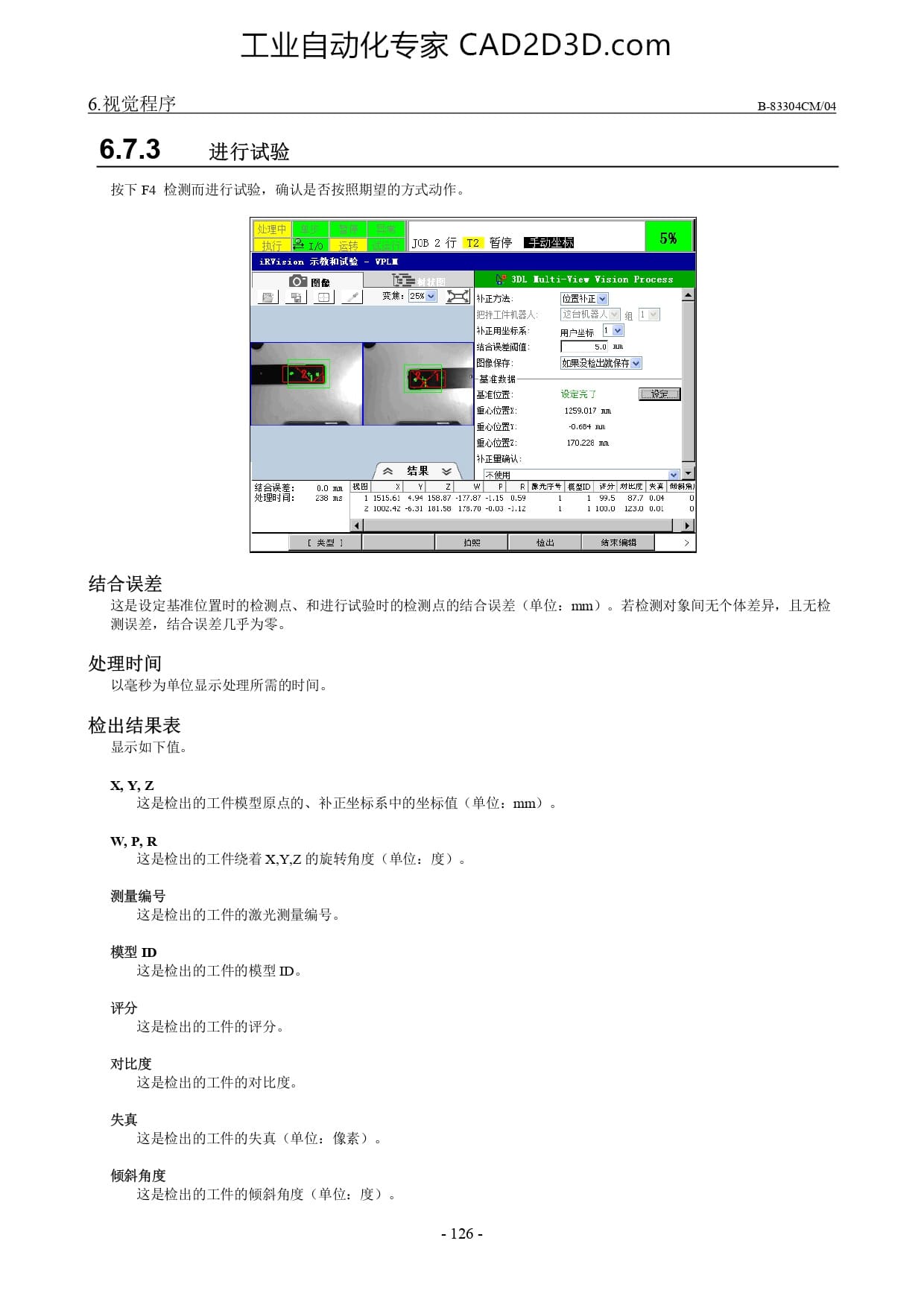
按 下 F4 检测 而 进行 试验 , 确 认 是 否 按照 期 望 的 方式 动作 。
[ET
把 持 工 件 机 器 人 [EEnEL ] 8 =
补正 用 全 标 系
1259017 am
0.4
170228 mn.
结合 误 莽 :0.0 mm | 现 图 DERESEEROEEEREE
处 理 时 间 : 。 238 ma 。 1 151561 484 158.87 -FS7 -15 059 U 15 a7 0m 0
2100242 031 18155 L7870 005 112 1 aamo azsooo ol
准 位 置 时 的 检测 点 、 和 进行 试验 时 的 检测 点 的 结合 误差 〈 单 位 : mm) 。 若 检测 对 象 间 无 个 体 差异 , 且 无 检
测 误 差 , 结 合 误差 几乎 为 零 。
处 理 时 间
以 毫秒 为 单位 显示 处 理 所 需 的 时 间 。
检 出 结果 表
显示 如 下 值
XY,z
这 是 检 出 的 工件 模型 原点 的 、 补 正 坐标 系 中 的 坐标 值 单位: mm) 。
W,P,R
这 是 检 出 的 工件 绕 着 X.Y,Z 的 旋转 角度 〈 单 位 : 度 ) 。
测量 编号
这 是 检 出 的 工件 的 激光 测量 编号 。
这 是 检 出 的 工件 的 模型 ID 。
这 是 检 出 的 工件 的 评分 。
这 是 检 出 的 工件 的 对 比 度 。
这 是 检 出 的 工件 的 失真 〈 单 位: 像素 ) 。
栓 出 的 工件 的 倾斜 角度 〈 单 位 : 度 ) 。
-126 -
�

 本站所有资源一键获取,含3D模型、设计软件和案例视频等
本站所有资源一键获取,含3D模型、设计软件和案例视频等 支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)
支付宝现金红包,又疯狂“大面积”送钱了!人均 1-20 元 (无套路/每天能领)